粉末冶金汽车同步器齿毂模具改进设计
2015-09-13王海洋苑有印张志刚
王海洋,苑有印,张志刚
(1.辽宁工业大学 机械工程与自动化学院,锦州 121001;2.兴城市粉末冶金有限公司,兴城 125100)
0 引言
粉末冶金是制取金属粉末或用金属粉末(金属粉末与非金属粉末的混合物)作为原料,经过成形和烧结,制取金属材料、复合材料以及各种类型制品的工业技术,具有材料利用率高、生产成本低廉、生产效率高、适合大批量生产等优点[1,2]。粉末冶金模具是产品最终性能、形状及尺寸精度的决定因素,模具设计的优劣直接影响着制品质量的高低[3]。本文改进设计的模具用于汽车同步器齿毂生产,由于齿毂的形状结构比较复杂,因此在生产加工中需要先将复杂的模具进行简化,并在后续的机械加工中保证零件设计尺寸精度的实现,这样不仅使加工工序繁琐、效率降低,而且还会因为模具的简化导致压坯密度分布的均匀性大幅度降低。
1 产品分析
汽车同步器齿毂(如图1所示)是汽车变速箱中的重要零件,是粉末冶金生产工艺制造中的典型产品。由图1可以看出,齿毂零件轴向上共有两个端面,且每个端面上分别有三个台阶面,即此零件为不等高(多台阶)压坯,因此需要按照多台阶压坯密度均匀分布的遵循原则来设计模具。根据压制工艺要求,每个台阶面必须对应相应的压制模冲,以达到压坯密度分布均匀的目的[4]。
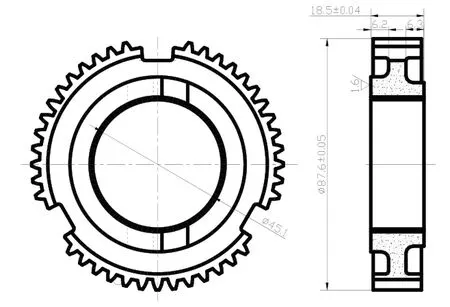
图1 同步器齿毂零件图
2 原有设计方案
由于齿毂零件上每个台阶面所对应的模冲要与相应的模板固定,这就需要通过“上三下三”模架或“上三下四”模架来完成此操作。但是目前企业中缺乏此类模架,只有“上二下三”模架。“上二下三”型的模架顾名思义就是只有两个上模板和三个下模板,那么两个上模板最多只能与两个上模冲固定,三个下模板最多能与三个下模板固定,而此零件需要上下各三个模冲,这就要求模架要有三个上模板才能与之配合。为了能使“上二下三”型模架能压制此零件,在实际设计中将上二模冲和上三模冲合并成一个如图2所示的模冲,用一个模冲来压制两个台阶面,模冲实物图如图3所示,简化模具压制成形时的状态如图4所示。
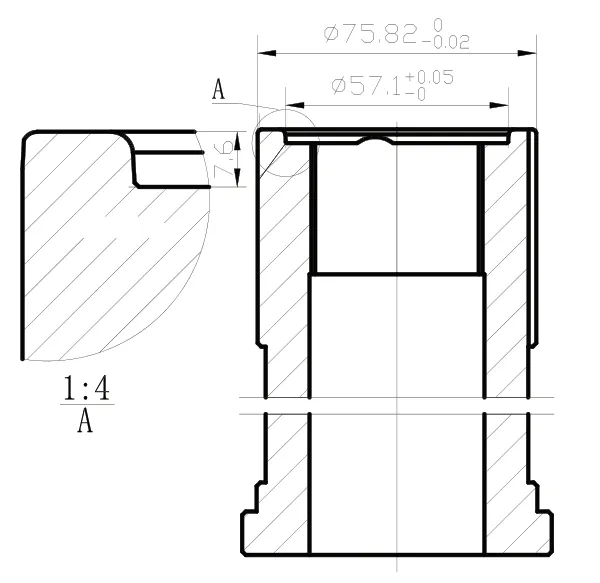
图2 模冲零件图
图3 模具实物图

图4 模具压制示意图
如图4所示,A、B两部分的压坯台阶高度为6.2mm,而压坯的总厚度为18.5mm,A、B两台阶的高度差为总厚度的三分之一,如果按照这样的方案设计模具,就违背了多台阶压坯密度分布均匀的原则。对于压制多台阶压坯时,不同横截面相对应的模冲移动的距离和速度必定不等,即不能采用整体模冲压制多台阶压坯,这样会导致A、B两部分的密度差较大,通过排水法测量这两部分的密度,其密度差可达到1g/cm3,密度差较大会影响产品的最终力学性能,使得两部分的强度差别过大[5]。为了改善两台阶的密度差,设计时可将压制A、B两个台阶的上内模冲端面的台阶高度减小为2.9mm,但是这样的模冲不能压制出产品所要求的槽深,即B部分槽深小于设计尺寸,因此只能通过后续的机械加工来到达产品设计要求。这样不仅使工序繁琐、效率低、能耗大,而且仍不能很好的改善压坯密度分布不均的情况[6]。
3 模具改进设计
本文设计一套带有“移粉机构”的粉末冶金模具,以解决原有模具设计中存在的问题。“移粉机构”示意图如图5(自由状态)和图6(成形状态)所示,图7为模具总装配图。

图5 自由状态
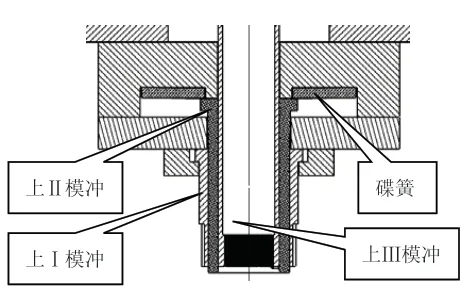
图6 成形状态
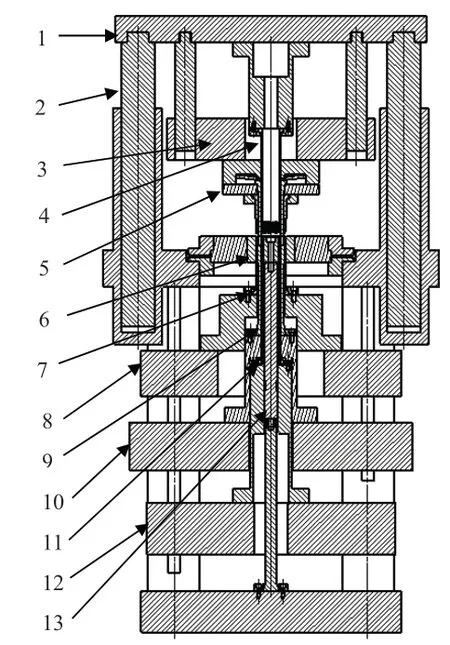
图7 模具装配图
由图5可看出,装粉时,压机将阴模及模冲分别调整至所需要的装粉高度。因为在装粉时压机还没有施加压力,所以碟簧处于常态(自由状态),上Ⅱ模冲处于移粉位置[7]。
压制成形时,压机带动上模板向下移动,上Ⅰ模板带动上Ⅲ模冲下降,上Ⅱ模板带动上Ⅰ模冲下降,并且上Ⅱ模板通过碟簧将压力传递给上Ⅱ模冲,处于最低点的上Ⅱ模冲首先与松装粉末接触,因为其要比其他两个上模冲多伸出一段移粉距离,此距离是图4所示B部分厚度的两倍为11mm,所以它会将松装的粉末挤向四周,即将B部分多余的粉末移向粉末装填量少的A、C部分,这样就实现了移粉功能。当模冲接触粉末时,上模冲就开始受到粉末体向上的作用力,碟簧就会受到上Ⅱ模冲向上的压力而被压缩,上Ⅱ模冲随之向上移动,当到达限位台阶位置时,上Ⅱ模冲就到达了如图6所示的最终成形位置。压坯通过各模冲、芯棒以及阴模将压坯压实成形,模具处于成形位置时,各个模冲的高度差即为产品各个相对应台阶面的高度。用此方案压制的压坯就可以直接将各台阶面压制成形不需要后序的机械加工,简化制造工序,而且“移粉机构”在压制开始时就将多余的松装粉末移除,使得所压制的压坯密度进一步改善,密度均匀性得到很大提高。
4 结论
通过对原有粉末冶金汽车同步器齿毂模具设计方法的分析,本文设计了带有“移粉机构”的模具,该改进方法可以将压制此粉末冶金汽车同步器齿毂的工序简化,做到无切削加工,并且改善原有压坯密度分布不均的情况,使零件的力学性能得到进一步提高。实践证明此模具设计方案完全可以达到上述目的。
[1] 周作平,申小平. 粉末冶金机械零件实用技术[M].北京:化学工业出版社,2006.
[2] 罗宗强,刘华,周玉山.粉末冶金压力机的发展现状与展望[J].机械工艺师,2000,10.
[3] 叶丹茜.50型无螺纹塑料三通的注塑模具设计[J].制造业自动化, 2012,7(34).
[4] 印红羽,张华诚.粉末冶金模具设计手册[Z]..北京:机械工业出版社,2002.
[5] 吴成义,张丽英.粉体成形力学原理[M].北京:冶金工业出版社, 1997.
[6] 申小平,许桂生.粉末冶金压坯缺陷分析[J].粉末冶金技术,2012.8.
[7] 黄培云.粉末冶金原理(第2版)[M].北京:冶金工业出版社,1997.
