基于OPC技术和工业以太网的多机械手控制系统设计
2015-09-13李春龙
陆 晨,邹 鲲,李春龙,舒 畅
(东华大学 纺织装备教育部工程研究中心,上海 201620)
0 引言
随着工业自动控制技术的迅速发展,多机械手作为从站,PC作为监控和控制主站的模式也得到广泛应用。本文设计了一套控制系统,使用PC作为上位机,其中,采用功能强大的LabVIEW作为采集、监控和控制软件,西门子的PLC和变频器的组合作为下位机,并介绍了一种比较通用的通信方式实现它们间的通信,具有很强的应用意义。
工业以太网具有极强的总线带宽和节点扩展能力,成本低廉、开放性好、应用广泛、通信速率高,因此,将其作为LabVIEW与多台PLC间的通信媒介。但鉴于不同生产厂家的设备通信协议不同,不同的上位机与下位机间的通信需要兼容的接口,而OPC技术是工业软件中被广泛采用的数据交换协议,以OLE/COM机制作为应用程序,是一种客户与服务器模式,OPC规范同时又支持TCP/IP等多种网络协议[1],可以实现不同厂家的设备和应用程序间的信息交换,而LabVIEW的DSC模块提供各大厂家OPC服务器的客户端及其协议的标准接口,同时,西门子提供工业网络通信软件Simatic NET,它提供的OPC Server通讯速度快,能和各种上位机软件通信,例如:VB、VC、LabVIEW等。而对于PLC与电机驱动器的通信,西门子PLC设置有多点式MPI和分布式DP接口,分别使用MPI协议和PROFIBUS协议[2],PROFIBUS具有更高的通信速率,其中更有主从模式PROFIBUS-DP。
1 控制系统方案设计
整体系统由PC、工业以太网、OPC服务器以及多台机械手组成。如图1所示,PC采集工业生产线的信号,可了解生产线运行情况;PC端使用LabVIEW DSC模块建立OPC客户端,通过工业以太网与多台机械手的OPC服务器通信连接,OPC服务器由Simatic NET软件创建;对于机械手,由集成式ET200S系列PLC,S120变频驱动系统组成。而机械手的数量可以通过具体生产线工艺流程更改。

图1 控制系统原理图
PC根据生产线的情况通过OPC服务器将电机轴运动任务发送给PLC,PLC再通过PROFIBUS-DP总线将任务数据发送至S120变频器控制单元中以驱动电机轴运动,并且也能读取电机轴运行和故障状态。
2 机械手硬件设计
对于每台机械手使用的ET200S PLC及S120驱动系统均由大量功能模块组成,本设计采用如图2的硬件结构。
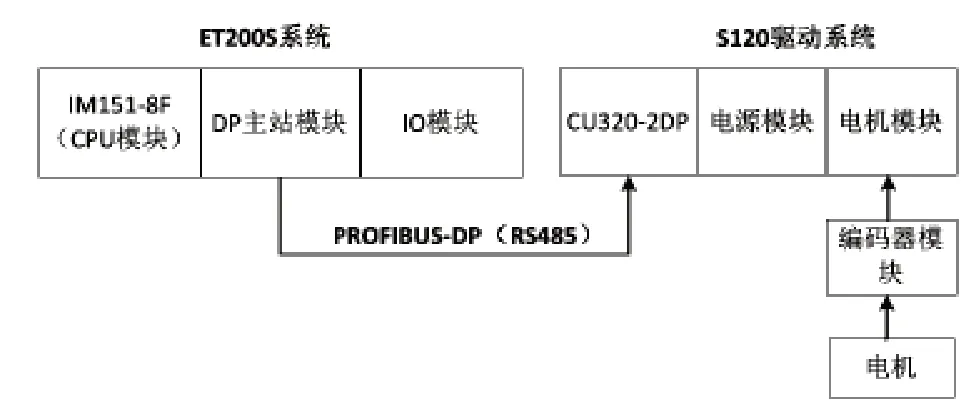
图2 运输机械手硬件框图
ET200S集成式PLC是模块化的, CPU模块选用可作为主站的IM151-8F,它是一种带安全模块的PLC CPU模块,使用的编程语言为S7-300系列,可以通过LAN接口连接至PC;插入一个DP主站,通过PROFIBUS总线连接至S120驱动系统的控制单元CU320-2DP;加入一些输入输出模块,以安装传感器保护机械手的安全。S120驱动系统是西门子的一种变频器,基于PROFIBUSDP通信,根据现场实际,这里选用最多带6轴的CU320-2DP的控制单元;并加入电源模块、电机模块及编码器模块,以驱动机械手多轴控制。
3 系统软件设计
3.1 软件介绍
系统使用LabVIEW(带DSC模块)完成生产线信号采集和运输机械手监控界面;STEP7编程软件实现S7-300/400编程、软硬件组态、网络组态和参数设置等功能;SIMATIC NET PC SOFTWARE为一些与STEP7捆绑的软件,其中Station Configurator用于PCstation配置和通信控制站的设置,OPC SCOUT用于设置已导入OPC服务器的符号表,以此让LabVIEW端的OPC客户端能访问;STARTER软件则负责对S120驱动系统的配置、参数设置、报文配置和电机调试等任务。西门子软件均可于西门子官网下载获得。这里,将通过这些软件将实现两个部分的通信实现,第一部分为LabVIEW与运输机械手ET200S PLC通信实现;第二部分为PLC与S120驱动间的通信实现。
3.2 LabVIEW与PLC通信实现流程
LabVIEW与PLC间的通信实现流程如图3所示。
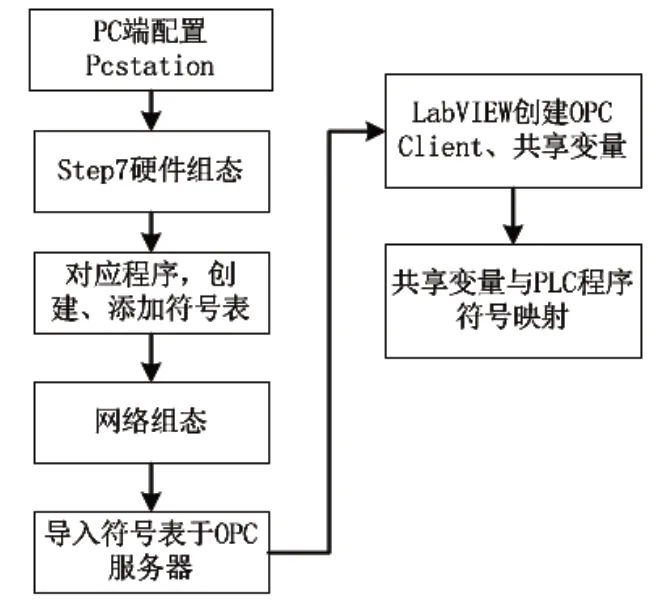
图3 LabVIEW与PLC通信实现流程图
步骤1:在PC中配置PCstation工作站控制台。打开SIMATIC NET中的Station Configurator插入OPC服务器及IE通用(以太网),将配置映射到之后的STEP7 PCstation中。
步骤2:在Step7 SIMATIC Pcstation,根据Station Configurator中的顺序加入OPC服务器与以太网(IE通用),在IE通用中设定好IP地址及子网掩码。再插入SIMATIC 300 Station,对应具体硬件订货号,在300站点卡槽中根据实际进行硬件组态,插入相应模块,并加入PROFIBUS拓扑线,于其上挂上S120驱动系统的控制单元CU320-2DP[3]。
步骤3:在PLC的CPU模块中,能够对PLC进行编程,对应程序中需要用来通过上位机LabVIEW通信读取、写入的输入输出IO、M触点、DB数据块都需要添加到符号表中,为之后导入到OPC服务器中做准备。完成编程后,设置PG/PC接口为TCP/IP(Auto),将整个项目包括组态的硬件及程序下载到PLC中。
步骤4:进入NetPro网络配置,选择OPC服务器,对每台机械手均插入S7连接,并分配以太网节点地址,建立PC站点与运输机械手间的S7通信[4],如图4所示。
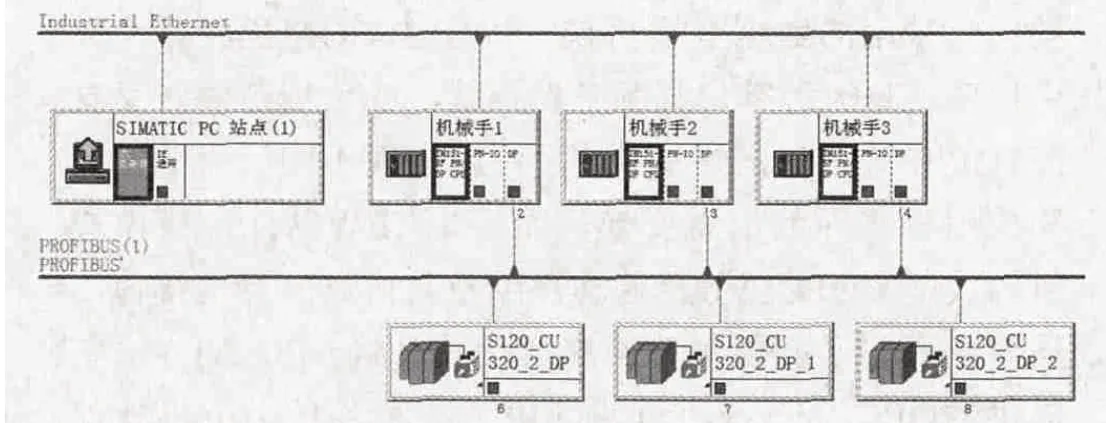
图4 NetPro网络组态
步骤5:进入OPC服务器,在S7一栏中将已组态的符号表导入,这样就将需要通信的数据已符号的形式映射到OPC服务器中。之后将PG/PC接口转成PC internal并下载PCStation。
步骤6:在LabVIEW端,为了能够将导入到OPC服务器的通信数据链接至LabVIEW中,需要先后在项目中创建IO server、OPC客户端、约束变量,其中的约束变量即为STEP7软件中导入OPC服务器的符号表内容[5]。
步骤7:最后即可在LabVIEW VI中添加共享变量,并链接至对应OPC服务器中的变量数据,通过这些共享变量读取与写入控制PLC中的程序
3.3 ET200S PLC与S120驱动系统通信实现
基于上述LabVIEW共享变量与PLC间的通信,这里介绍PLC如何通过S120驱动系统实现对电机轴的控制。
1)使用STARTER软件配置S120驱动系统。基于前文STEP7组态配置的S120驱动CU320-2DP控制单元,在STARTER软件中,将IP地址设备号下载至CU320-2DP单元中,将设备在线,进行自动配置。系统根据硬件自动完成相关硬件索引,包括CU单元、选件和Servo轴等。CU单元上的端子接口可以连接电机轴的限位开关和接近开关,一个Servo轴对应一个电机。对于第三方电机需离线配置,根据设备的调试手册步骤完成配置。
完成上述配置后,最为关键的是配置通信报文,其为西门子公司定义的PROFIdrive行规的报文结构,有对应不同功能的报文库,可以根据不同项目工艺使用不同报文,这里CU单元选用390报文;Servo轴选用111报文。这些报文反应在SATRTER中是以p参数和r参数的形式展现,p参数为写参数,r为读参数。在STARTER中,配置相应报文,并对每个报文分配的地址映射到PLC对应地址区,建立起通信。如图5所示,111报文共有12个字,即24个字节长,地址从262至285,Input data为PLC向S120端发送数据,Output data为S120的数据反馈回PLC端。

图5 通信报文配置
完成报文配置后,所有的p、r参数自动连接至报文结构中,如图6所示为111报文的接收端报文结构, 所有的参数已完成互联,每一位参数位都对应一个功能,可以从S120通信报文参数手册中查询。STW1、STW2为控制字,用于驱动报文,POS_STW1、POS_STW2为参考点、点动控制方式,OVERRIDE为定位速率,MDI_TARPOS为定位位置,MDI_VELOCITY为定位速度,MDI_ACC为加速度,MDI_DEC为减速度。若要完成PLC与S120的通信,只需在程序中对对应地址的每一位写入相应的值即可。
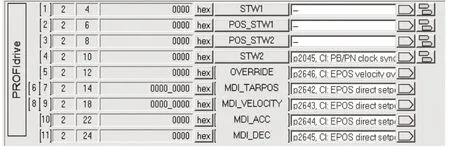
图6 111报文接收端报文结构
2)PLC通信程序。在STARTER中配置完报文后,需在PLC程序中写入报文内容,发送给相应S120驱动的映射地址。编写程序时,通过调用系统功能块SFC14、SFC15建立起PLC与S120驱动间的报文循环通信,并输入初始报文值47E到以262-263为地址的STW1控制中,这些地址位定义在DB1数据块中;再对STW1输入47F使得驱动使能;之后根据控制轴的相关运动需求,如位、回零和程序段运行等功能编写对应报文内容赋给相应地址。所有的程序前置控制触点M均由上位机LabVIEW控制,即3.2节中论述。
4 结论
本文设计了基于OPC技术和工业以太网的多机械手控制系统,并实现了:1)通过PC(采用LabVIEW作为上位机软件),采用共享变量的形式对PLC的数据进行读写,实现监控及控制的目的。2)PLC发送通信报文对S120驱动的伺服轴进行控制。最终实现LabVIEW与多机械手各轴间的通信控制。该系统软硬件可靠性高,高度模块化,灵活性强,又加入了OPC技术,使得第三方的上位机软件能够应用于该系统,适用于各种工业自动化通信项目。
[1] 周新民,涂铮.基于OPC技术的PC与S7-200PLC的实时通信[J]. 武汉理工大学学报,2008,4:354-355.
[2] 吉顺平,等.西门子PLC 与工业网络技术[M].北京:机械工业出版社,2008:296-298.
[3] 王占富,谢丽萍,岂兴明.西门子S7-300/400系列PLC快速入门与实践[M].人民邮电出版社,2010:141-144.
[4] 崔坚.西门子工业网络通信指南(下册)[M].机械工业出版社,2005:88-90
[5] 陈数学,刘萱.LabVIEW宝典[M].电子工业出版社,2011:441-445.
[6] 崔坚.西门子工业网络通信指南(上册)[M].机械工业出版社,2005.
