提升复合压出线生产裁断部件Cmk值方法介绍
2015-09-03蓝康生
蓝康生
(广州市华南橡胶轮胎有限公司,广东 广州 511400)
提升复合压出线生产裁断部件Cmk值方法介绍
CMK value enhancement method for producing cutting parts by composite extrusion line
蓝康生
(广州市华南橡胶轮胎有限公司,广东 广州 511400)
主要针对如何提高复合压出线Cmk值能力,以生产裁断部件(胎面)为例,根据本人在设备管理中的经验进行了介绍。
复合压出线;提升;Cmk值;胎面部件;挤出机
复合压出线是子午线轮胎生产设备中的一种重要设备,主要生产胎面、胎侧、三角胶和垫胶等部件。在现各大轮胎生产厂使用的工艺中,仍有多数采用胎面和三角胶部件在复合压出线上定长裁断、百页车收取的形式;为加强轮胎部件生产过程的质量控制,检测设备生产能力,通常要求定期对复合压出线生产裁断部件进行Cmk能力值检测。
Cmk称为临界机器能力指数,是德国汽车行业采用的参数,它考虑设备本身的影响,同时考虑分布的平均值与规范中心值的偏移;与CPK不同,它强调设备本身因素对质量的影响,是衡量设备运行稳定性的指标。对设备检测时要求Cmk≥1.67。
检测复合压出线生产裁断部件的Cmk,通常会检测部件的长度、重量和断面宽,而裁断部件长度由于直接关系到下面成型工序胎胚的质量,进而影响轮胎的动平衡和均匀性等各项检测参数,因此是最常检测的内容;下面就本人在设备管理工作中对我公司使用的一条Ф250/Ф200两复合压出线提升生产胎面部件长度Cmk的方法进行介绍,供各位参考。
1 设备初始状况
该复合压出线主要由Ф250/Ф200双复合挤出主机、接取装置、收缩滚道、喷淋冷却水槽、裁断装置和收取滚道等组成,生产全钢子午线轮胎胎面和垫胶两种部件。生产线最大运行速度30 m/min,裁断部件最大长度4 m,切割部件长度公差±2 mm,胎面切割速度最快15刀/min。
2 初次检测结果
Cmk测算如表1。
根据表1的检测结果,设备生产胎面部件Cmk为0.238,远低于标准要求的1.67,需对设备进行能力提升的检修或技术改造。
3 原因分析及处理方法介绍
针对上述现状,我们组织了生产、工艺和设备技术人员进行了专题讨论,同时设备管理人员对设备进行了一系列详细的检查和分析,认为可能导致设备Cmk值低的原因主要包括以下几方面,同时针对各问题进行了处理,介绍如下:
3.1 挤出机螺杆磨损
该复合压出线主机为一台Ф250冷喂料螺杆挤出机和一台Ф200冷喂料螺杆挤出机,螺杆材料采用38CrMoAlA,表面渗氮处理,硬度HV900,硬层深度为0.4~0.6 mm 由于经过多年使用,螺杆存在磨损现象,经拆下螺杆测绘如图1、表2。

表1 Cmk测算表

图1 螺杆示意图

表2 螺杆测绘结果表
根据以上检查结果,螺杆磨损已超过渗氮硬层深度,将导致螺杆磨损加剧,同时螺杆的过度磨损还将可能导致胶料在挤出机内的返流,影响挤出部件的致密性,进而影响部件的每米重量和断面尺寸。
我们对两条螺杆发外进行了热喷涂处理,之后通过外圆磨床等将螺杆加工至原工艺尺寸,保证挤出机性能,修复后螺杆如表3。
在进行修复后检查生产出的胎面部件断面气孔率明显降低。
3.2 收缩滚链条及链轮

表3 修复后螺杆尺寸表
联动线收缩辊共有四组,每组辊道由一台AC变频调速电机传动,每组辊道的机械收缩比为2%,相邻组之间的速差可以根据工艺需要进行设定和调节。变频电机与辊筒以及辊筒之间通过链轮/链条传动,经过长期运行,链轮和链条均存在磨损现象,导致辊筒运行速度波动从而造成部件拉伸。我们对四组收缩辊的链轮和链条进行了更换,确保其稳定运行。
3.3 联动线浮动辊装置
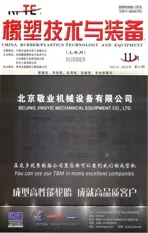
装置联动线中的爬坡输送带、喷淋冷却水槽(含四段运输带)以及下输送带之间均采用浮动辊装置进行两段运输带的速度调节;浮动辊装置结构如图2,其原理为前后输送带速度差控制缓冲物料段的长度,而该缓冲段物料长度的变化将带动靠在其上的浮辊辊筒绕整套浮动辊装置的轴心转动,轴端安装有一阿基米德螺旋线感应块,感应块的转动将导致其与接近变送器之间的间距d发生变化,接近变送器将该间距值d转换成相应电压值或电流值信号反馈到控制电机运行的变频控制器,变频控制器根据该反馈信号值对后段输送带电机运行速度进行调整,从而使前后输送带速度达到匹配。
浮动辊装置必须确保两点:①浮辊辊筒转动灵活,不得有卡死导致部件拉伸的现象,需定期检查辊筒转动情况,如出现辊筒转动不灵则更换两端轴承;②定期调整配重块重量和位置,要求G配重×G辊筒×L2,使得浮辊本身自重尽量少作用在部件上导致部件拉伸。
3.4 裁断装置计长编码器
图2 浮辊装置结构图
该复合线裁断装置原设计的裁断计长采用皮带电机编码器记录电机转动圈数,之后换算成皮带输送距离来确定部件的定长裁断;由于胎面部件在喷淋冷却水槽进行了喷水,与裁断装置皮带在运输时可能存在打滑的现象,从而导致部件定长不准确。为此,我们在裁断装置皮带上新增一套编码器,采用滚轮直接在胎面上压紧相对滚动的形式来进行胎面计长,有效消除了胎面与运输皮带打滑导致的定长波动的现象,从而保证裁断定长准确。
3.5 部件收取方式
由于该复合线未配置胎面自动收聚装置,胎面收取采用的是两个收取工各执胎面一头将胎面部件放置到百页车的形式,胎面在从收取滚道被放置到百页车的过程中自重导致拉伸,据我们测量,最大的拉伸量在3 mm。为此,我们要求生产工在收取时尽可能抓住胎面靠中间的部件,从而减少自重导致的拉伸;当然该方法仍是权益之计,要想彻底解决只有配备胎面自动收取装置,在降低生产劳动强度的同时也有避免部件的拉伸。
4 处理结果
在对该复合线完成以上五方面的措施整改后,我们对同一规格胎面部件在相同的生产速度下进行了Cmk值测量,分别测量四次,均达到1.7~1.85之间,表明以上措施是有效、合理的。
(R-03)
TQ330.43
1009-797X(2015)21-0048-03
B
10.13520/j.cnki.rpte.2015.21.007
蓝康生(1978-),男,广州市华南橡胶轮胎有限公司工程部副部长,本科1999-2008年担任车间设备管理,2008年至今负责工程建设。
2013-10-17