回转窑窑尾烟室下沉偏摆的应急处理
2015-08-30蓝日臣
蓝日臣
回转窑窑尾烟室下沉偏摆的应急处理
Emergency Treatment of Subsidence and Deflection of Rotary Kiln Inlet Chamber
蓝日臣
我公司ϕ3.2m×50m 1 000t/d熟料生产线于1996年1月建成投产,该条生产线是我国引进、吸收国外先进新型干法水泥生产的第一代技术的第三条生产线,生产线投入运行之初,日产熟料仅为900t左右,经多次改造后,产量达到1 350t/d左右,能耗大幅下降。2014年6月13日,窑尾烟室下沉偏摆,密封石墨块全部脱落,窑尾内筒与料斗严重刮碰变形,热料大量外漏,回转窑已无法正常生产,需停窑处理。14日,公司组织专业人员到现场查找原因并有效解决了该问题。
通过现场观察,烟室已严重下沉并往西边偏摆,窑尾内筒直筒与料斗直筒严重刮碰(图1),料斗直筒脱焊外翻变形,支撑烟室四根支柱有两根已弯曲,窑磨擦受力大,无法转窑,必须把烟室校正复位后才能恢复生产。
从现场情况来看导致烟室下沉偏摆的原因有两个:一是2013年7~10月,我们曾对窑尾预热器系统进行改造,在DD炉出口加了50m长的鹅颈弯管,以提高产量,降低能耗。在改造中由于预留的热膨胀量不够,生产受热膨胀后,DD炉整体下沉。由于连接DD炉与烟室的缩口错位(因为设计原因,DD炉锥体垂直中心线与烟室缩口位置垂直中心错位)导致连接缩口膨胀节失效,致使烟室与DD炉变成刚性连接,热膨胀后,烟室受到下压力的作用而下沉。由于窑是由东向西旋转(从窑头方向看),烟室下沉后,内筒直筒与料斗直筒刮碰,顺着窑的转向往西偏摆。二是支撑烟室底部的四根支柱中靠近底部的两根已腐蚀生锈,致使承重力下降。
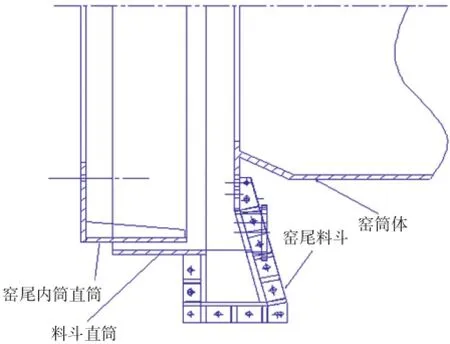
图1 窑尾烟室侧面图
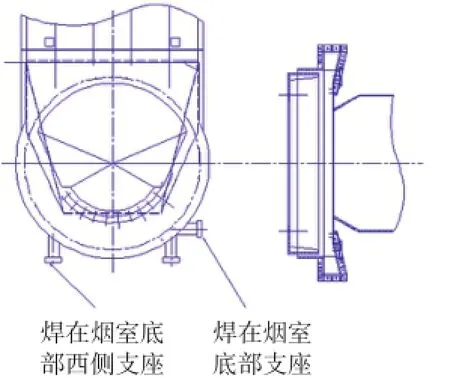
图2 窑尾烟室正面图
经过认真研究并结合当前生产实际情况,决定在烟室底部焊接两个支撑座,用以抬高烟室时作为支撑点;再在烟室底部西侧焊接一个支撑座,用以烟室抬高后由西往东顶,方便校正,如图2所示。
用两台100t液压千斤顶撑在焊接好的烟室底部两个支座,再用一台50t液压千斤顶顶在焊接好的烟室底部西侧支座,由西往东顶。底部两台液压千斤顶同时往上顶,每次抬高10mm后,50t的液压千斤顶再由西往东顶,之后松动底部两台液压千斤顶,使其摆正后再继续往上顶,如此反复五次进行校正,之后测量料斗直筒与内筒直筒间隙,符合图纸要求后,在不拆除液压千斤顶的状态下,更换加固烟室四个支柱,完成后,点火升温投料。整个校正过程用时2d。为防止热态下烟室变形偏摆,50t液压千斤顶暂不拆除,保持由西往东的顶力,恢复生产一周后再拆除。此方案实施后取得了良好效果,烟室恢复到正常位置,没有移位变形,经过一个多月的运行,未发现有耐火材料掉落的现象。
TQ172.622.29文献标识码:A
1001-6171(2015)03-0084-01
通讯地址:广西华宏水泥股份有限公司,广西南宁530200;2014-09-07;编辑:孙娟
