篦冷机篦板的制造技术
2015-08-30李洪翠张丙燕孙艺卉
李洪翠,张丙燕,孙艺卉
篦冷机篦板的制造技术
Manufacturing Technology of Grid Plate for Grate Cooler
李洪翠,张丙燕,孙艺卉
行进式稳流冷却机是目前冷却水泥熟料的工艺先进的新型设备之一,篦板是该设备中的重要零件,属于专利产品,其独特的结构可保证篦板在不同风速下有良好的阻力特性,这种篦板为篦冷机风机电耗的降低提供了先决条件。如何在制造过程中保证其结构最大程度地符合图纸要求,实现设计的各项技术性能指标,本文将作详细介绍。
1 工艺分析
由于篦板是批量制作,应尽量减少零件制作过程中的辅助时间,提高生产效率,满足生产需求。根据图1篦板剖面图所示,本篦板由盖板与底板两部分组成,4件盖板与1件底板各自制作完成后,焊接、整形而成。本篦板的设计重点在于保证盖板与底板之间的通风间隙,因其影响熟料冷却的质量及二次、三次热风的温度,因此作为主要质量控制点;其次是保证焊接后篦板的平整度,使篦板安装后能够与段节梁贴实,以减少漏风和漏料;其三,为保证质量及互换性,需要尽量提高模具使用率。
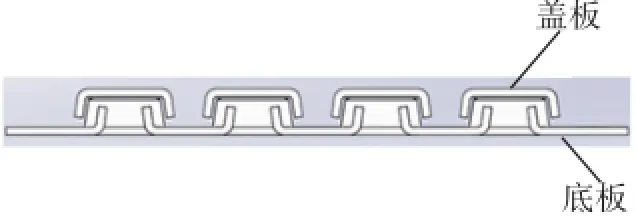
图1 篦板剖面图
根据图2盖板的下料及成形过程,盖板采取整体冲裁落料,成形模具配合压力机弯曲成形(见图3)。其中,角度的控制是难点,在模具设计时要考虑弯曲材料,查取相关技术资料,得出经验最小弯曲半径及上下模之间间隙,确定后进行试制。根据图纸进行样件测量,调整再测量,符合图纸要求后,采取批量制作,每批次首件必检。根据盖板形状的特殊性,采取对称弯曲,弯曲半径左右一致,以防止坯料在弯曲时由于受力不平衡而产生偏移。

图2 盖板弯曲图
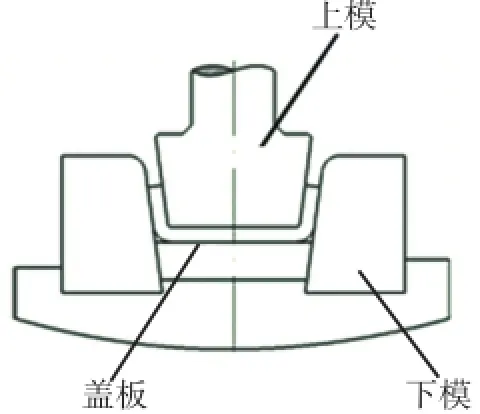
图3 盖板弯曲过程示意图
底板的制作相对复杂,底板采用冲裁落料后,四孔带出,四孔可以作为翻边基准,同时起到阻止钢板流动的作用,使翻边工序更易达到图纸要求。落料后采用模具、等离子割出翻边缝隙(见图4),然后配合模具、压力机翻边成形(见图5)。保证角度是保证通风间隙的第一步,角度的保证需要根据理论尺寸试制,调整,再试制,直到符合图纸要求后再进行批量制作。无论采取何种模具制作,都难免会产生制造误差,为减少误差对通风间隙的影响,可增加一道底板模具翻边后的加工工序,使翻出的边在同一水平面,也可减少翻边后钢板的斜面对通风间隙的影响。为保证翻边后篦板的平整度,还需增加一道整形的工序。翻边模具设计要素,为凸模与凹模刃口尺寸的计算,根据本零件的结构特点,确定凹凸模的工作尺寸及它们之间的间隙。翻边图详见图4、5。

图4 底板翻边图
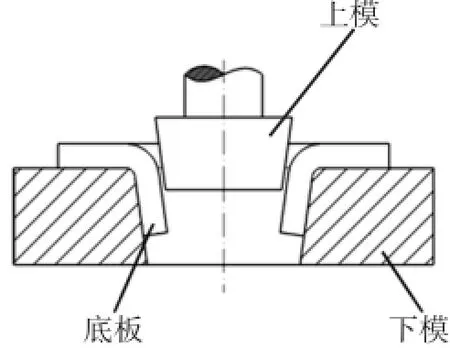
图5 底板翻边过程示意图
2 篦板制作工艺过程及工艺设备
(见图6)
2.1底板
(1)底板剪板下料。
(2)模具冲床落料(底板落料后
(3)用模具、等离子切割出冲压缝隙。
(4)四孔定位模具冲压翻边(本工序所需设备:JZ21-400A压力机及上下模具)。
要求:翻边高度A±amm,宽度B± bmm,折弯角度C°±c〞。
(5)高度尺寸修正,宽度尺寸修正。
(6)整形:周边Dmm以内,翘曲≤dmm清除毛刺。
2.2盖板
(1)盖板剪板下料。
(2)盖板模具冲床落料,保证E± emm长度尺寸。
(3)用模具冲压弯曲(本工序所需设备:JA21-160压力机及上下模具)。
要求:
a保证上部内口尺寸F±fmm,折弯角度C°±c〞;
b保证两端部尺寸G±gmm及高于上口尺寸H±hmm;
c整形,要求直线度≤Imm。
(4)弯曲成形后四角全部气密焊接。
(5)清除飞边、毛刺、焊镏。
2.3待底板与盖板组对后,做4~6件试样,检查间隙J±j,合格后确定批量生产。
2.4冲压篦板整体焊接
(1)将底板与盖板组对时,在盖板四周用垫块工装保证K±k的间隙后点焊,四组盖板组对完毕后按焊接规范进行焊接。
要求:a焊接盖板时在内外侧焊接;b篦板材质为耐热钢板时,焊条也应使用相应材质焊条。
(2)焊后整形。
要求:周边Dmm以内,翘曲不大于dmm(A、B、C为尺寸,a、b、c为公差)。
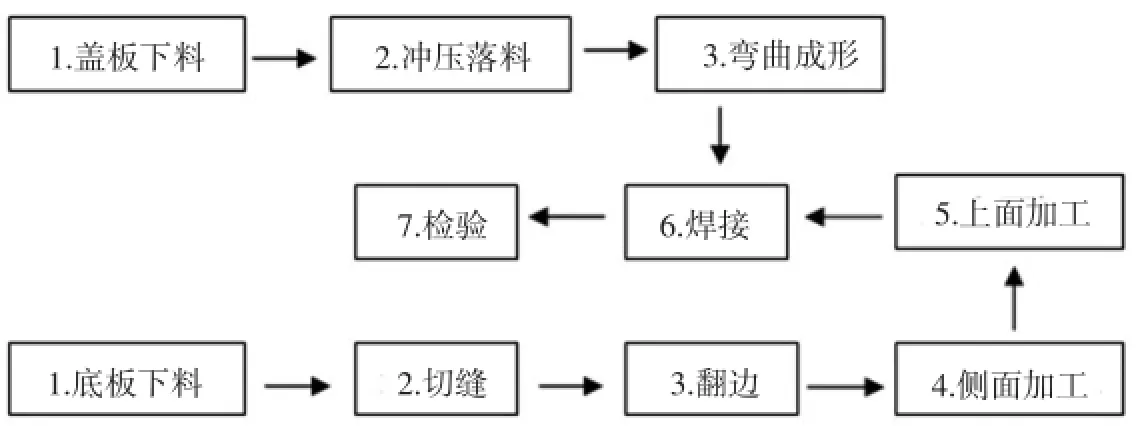
图6 篦板生产工艺路线图
3 试制中的最新工艺
由于篦板的批量逐年增加,现有工艺在生产进度、成本上还有所欠缺,为完善工艺过程,节省生产成本,现对底板的工艺进行优化,目前此工艺正在试制中,尚未正式投产,主要在以下几个方面进行了调整:
(1)不再使用标准钢板,使用和篦板一般宽δ5厚的卷材,减少切边浪费及剪板工序。
(2)底板在冲裁落料前增加一道平板工序,减少卷材的变形对制作的影响。
(3)底板在冲裁落料时,不仅四孔带出,而且连翻边隙缝一块带出,减少等离子切缝工序。
(4)翻边时连同隙缝两端切出,同时剪断。
(5)不再进行上平面铣加工以及宽度修正。
工艺调整后减少了多道制作工序,增加了底板的制作精确度,节省了时间及成本。其缺点是,必须是大批量才能采购到定制卷材,模具费用大幅提升,不可预见的模具维修难度增加。
4 结语
利用现有篦板制造技术,我公司已成功制作10万余件篦板,赢得了业主的广泛认可。
TQ172.622.4文献标识码:B
1001-6171(2015)03-0082-02
通讯地址:徐州中材装备重型机械有限公司,江苏徐州221131;2014-09-18;编辑:赵莲四孔带出)。
