蒸压釜铸钢釜环及盖缘裂纹的焊接修复工艺及性能研究
2015-08-25沈晓勤谢坚鎏石永华
沈晓勤,谢坚鎏,石永华
(1.华南理工大学机械与汽车工程学院,广东广州510640;2.江门市新会区同达化工机械制造有限公司,广东江门529100)
蒸压釜铸钢釜环及盖缘裂纹的焊接修复工艺及性能研究
沈晓勤1,谢坚鎏2,石永华1
(1.华南理工大学机械与汽车工程学院,广东广州510640;2.江门市新会区同达化工机械制造有限公司,广东江门529100)
蒸压釜经过长期使用后,釜环齿圈及盖缘齿圈的啮合齿齿根部位易出现裂纹。对铸钢裂纹的焊接修复工艺及接头性能进行了研究,结果表明:对ZG230-450H铸钢试样采用低氢的药芯焊丝CO2气体保护焊,应用多层焊工艺,配以焊前预热、控制层间温度及焊后保温缓冷等措施,以较小的焊接电流和较快的焊接速度(即较小的焊接线能量)进行焊接,能获得与母材等强度且没有裂纹的焊接接头。
蒸压釜;铸钢;裂纹;焊接工艺性能
DOI:10.3969/j.issn.1009-9492.2015.01.011
0 前言
蒸压釜在工业生产中应用极其广泛。蒸压釜两端的釜环及盖缘材质为铸钢,其在铸造过程中容易产生砂眼、疏松等缺陷。由于蒸压釜的工作压力较高,釜体长期承受升降压的交变载荷,釜环及盖缘极易在上述缺陷处产生疲劳裂纹并扩展,严重影响设备的安全。对此裂纹的处理,一是将釜环及盖缘更换,成本高,时间也比较长;二是进行焊接修复,如采用适当的工艺,可避免焊接裂纹的产生,降低维修成本,增加经济效益。
铸钢的碳当量高,可焊性较差,需要精心调整焊接参数。对铸钢与Q345B或低合金钢的CO2气体保护焊工艺研究表明,焊接过程中应采取焊前预热(100℃~200℃),保证层间温度不低于预热温度,焊后保温和锤击焊缝释放应力,可获得合格的焊接接头[1-2]。对于厚大铸钢件的手工电弧焊,需采取焊前预热(250℃)、短弧、多层焊等方式,层间保温并采用机械振动法消除焊缝层间应力和氢,焊后用保温棉对焊缝附近20 cm范围进行保温缓冷至室温[3-4]。
1 设备概况
某管桩公司蒸压釜设计工作压力1.1 MPa,设计工作温度187℃,工作介质为饱和水蒸汽和水泥管桩;釜体内径3 000 mm,筒体长25 820 mm,壁厚22 mm,材质为16MnR,釜环及盖缘材料为ZG230-450H铸钢,其化学成份及力学性能见表1。该釜环齿圈及盖缘齿圈的啮合齿齿根部位存在多处线状裂纹(见图1),裂纹一般长15~30 mm,最长达80 mm,经打磨检查发现裂纹深度在2~6mm范围内。

表1 R铸钢釜环及盖缘的化学成份和性能
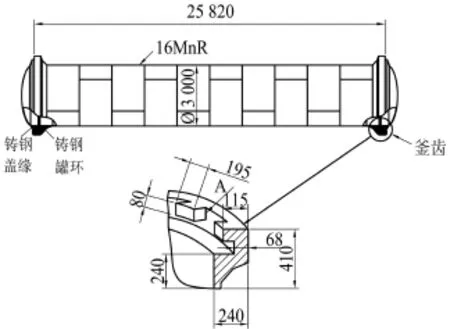
图1 蒸压釜釜环及盖缘齿圈
从现场检测出的裂纹表面上看,是由于蒸压釜经过近15年的满负荷运行,受温度及压力交变载荷而产生的疲劳裂纹,但是将裂纹打磨至2 mm以下发现裂纹下面出现很多铸造缺陷,如疏松组织、砂眼等。由此可见,在釜环及盖缘内部存在的不均匀应力,在这些铸造缺陷周围产生应力集中,也是导致裂纹产生的原因。因此,要清除这些缺陷,就必须将裂纹和铸钢件的铸造缺陷一起清除,才能达到完全清除设备缺陷的目的。
2 焊接工艺性能研究
为了焊接修复釜环齿圈及盖缘齿圈的啮合齿齿根部位存在的裂纹,对铸钢ZG230-450H的焊接工艺性能进行了试验研究。
2.1试验条件
试板板厚为30 mm,坡口形式为X型(如图2),焊前预热,焊后保温,多层焊。采用FCAW,保护气体为瓶装CO2气体;焊丝牌号:TWE-711;焊丝规格:ϕ1.2;焊接电源:CO2气体保护焊机(型号KRII500)。
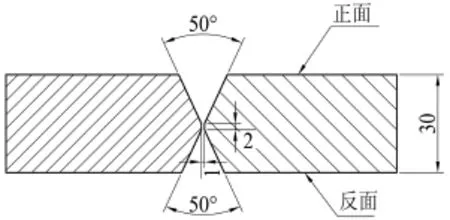
图2 试样坡口型式及尺寸
2.2试验数据及结果
2.2.1首次试验
焊接工艺参数如表2所示。焊缝表面质量检查为合格,焊接接头放置24小时后试板经X射线检测,按JB/T4730.2-2005标准评定为合格。接头学性能如表3所示,弯曲试验在弯曲面焊接热影响区断裂(如图3),按JB4708-2000评定为不合格;拉伸试验抗拉强度未达到标准值要求,按JB4708-2000评定为不合格。

表2 R首次试验的焊接工艺参数
图4为焊缝金相组织,首次试验阶段由于多层焊的焊缝层数少,每层厚度大,焊缝层中的柱状晶组织未被消除。而且焊接线能量过高(其值为15 840 J/cm),导致焊缝及热影区过热,降低了接头的塑性和韧性,增加了焊后产生裂纹的倾向。

表3 R首次试验的焊接接头力学性能

图3 首次试验弯曲试样

图4 首次试验焊缝金相组织(50×)
2.2.2调整工艺试验
根据首次试验的结果,进行第二阶段焊接工艺调整试验。增加多层焊焊缝层数,加快焊接速度,减小焊接电流,降低焊接线能量。调整试验的工艺参数如表4所示,焊接接头表面质量经检查为合格,接头焊后保温24小时后试板经X射线检测,按JB/ T4730.2-2005标准评定为合格。接头力学性能试验结果如表5所示。图5为弯曲试样,弯曲试验时弯曲面存在超标裂纹,按JB4708-2000评定为不合格;拉伸试验抗拉强度未达到标准值要求,按JB4708-2000评定为不合格。图6为焊缝金相组织,由于多层焊焊缝层数增加,每层厚度减少,焊缝层中的柱状晶组织也在减少。而且焊接线能量的减少为9 216 J/cm,也使焊缝及热影区的过热状况得到改善,接头强度有所提高,但依然未达标。
2.2.3调整工艺再试验
总结前两阶段的工艺试验结果,再次调整焊接工艺参数。继续增加多层焊焊缝层数,提高焊接速度,减小焊接电流,进一步降低焊接线能量,并严格控制层间温度。调整再试验的焊接工艺参数如表6所示,焊接接头表面质量合格,接头焊后保温24小时后试板经X射线检测,按JB/T4730.2-2005标准评定为I级。接头力学性能如表7所示,拉伸试验抗拉强度已达到标准值要求,按JB4708-2000评定为合格。图7为弯曲试样,弯曲试验时弯曲面完好,没有发现开裂现象,符合力学性能试验标准,按JB4708-2000评定为合格。图8为焊缝金相组织,可见由于每层焊缝的厚度继续减小,焊层中的柱状晶已基本消除。而且随着焊接线能量进一步降至5 437 J/cm,接头的强度也进一步得到提高,弯曲试验结果显示已达标。图9所示为焊接线能量对铸钢接头抗拉强度的影响,随着线能量增大,接头抗拉强度降低。

表4 R调整工艺试验的参数及结果

表5 R调整工艺试验的焊接接头力学性能

图5 调整工艺试验的弯曲试样

图6 调整工艺试验的焊缝金相组织(50×)

表6 R调整工艺再试验的工艺参数及结果

图7 调整工艺再试验阶段弯曲试样

图8 调整工艺再试验焊缝金相组织(50×)
3 结论
采用低氢的药芯焊丝CO2气体保护焊,配以焊前预热、焊后保温缓冷等措施,进一步减少接头的含氢量,并改善接头部位的应力状况;应用多层焊工艺,严格控制层间温度,以较小的焊接电流和较快的焊接速度,即控制在较小的焊接线能量下进行焊接,焊接铸钢ZG230-450H能获得与母材等强度且没有裂纹的焊接接头。
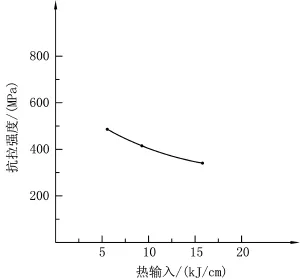
图9 热输入对铸钢接头抗拉强度的影响
在前述三个阶段的焊接工艺试验研究基础上,确定了一套优化的焊接工艺参数和工艺流程,先后对20多台在用蒸压釜出现的裂纹缺陷进行了焊接修复,设备修复合格运行多年时间,经国家相关检验部门在三个月、年度分别进行检测,均未发现新的裂纹,完全达到蒸压釜安全运行的要求。
[1]周观根,俞水其.厚钢板和大型铸钢节点焊接技术研究[J].钢结构,2004(6):50-53.
[2]李伟,运新春,马玉文.大型低合金铸钢件与高强船用结构钢厚板的焊接[J].焊接技术,2010,39(3):30-34.
[3]赵颖.重型铸钢件的焊接修复[J].焊接技术,1995(5):19-21.
[4]徐亚杰,桂凌华,陆关林,等.杭州湾跨海大桥海中平台超大型铸钢件焊接工艺[J].施工技术,2009(10):27-29.
(编辑:阮毅)
Study on Welding Process and Joint Property Used in Repairing of Cracks in the Kettle Ring and Cover Edge of Autoclaves
SHEN Xiao-qin1,XIE Jian-liu2,SHI Yong-hua1
(1.School of Mechanical and Automotive Engineering,Guangzhou510640,China;2.Tongda Chemical Machinery Manufacturing Co.,Ltd.of Xinhui District,Jiangmen529100,China)
Cracks are detected in the root parts of the mesh gear in the kettle ring and cover edge of a cast steel autoclave,after it has been used for long time.The welding process and joint property for repairing of cracks in the cast steel autoclave were studied.The results show that a variety of measures,such as using low hydrogen flux cores,multi-layer welding,preheat,inter-pass temperature control and heat preservation after welding,should be used for CO2gas shielded arc welding of ZG230-450H cast steel.Coupled with the use of small welding current and fast welding speed(i.e.,small heat input),crack-free joints with tensile strength as high as the base metal can be produced.
autoclave;cast steel;crack;welding process property
TP24
J
1009-9492(2015)01-0043-04
2014-11-30
沈晓勤,女,1966年生,江苏沭阳人,硕士,讲师。研究领域:焊接技术及装备。已发表论文20篇。
