大直径纤维缠绕水容器封头增强研究
2015-08-23吕广普刘洪上杜相荣
吕广普,刘洪上,杜相荣
(西安向阳航天材料股份有限公司,西安 710025)
大直径纤维缠绕水容器封头增强研究
吕广普,刘洪上,杜相荣
(西安向阳航天材料股份有限公司,西安 710025)
本文对椭球封头受内压时的应力进行了分析,针对塑料内胆纤维缠绕水容器采取了两种封头增强措施,并进行了爆破试验。试验结果表明,采用糊布增强和扩孔缠绕能够有效提高封头的环向强度,采用两纵五环工艺缠绕补强后6386容器的爆破强度达到了4.4 MPa,较改进前的2 MPa有了大幅提高,超过设计强度。
纤维缠绕成型;封头增强;爆破试验;水容器
1 引 言
1.1大直径纤维缠绕水容器简介
水处理容器大多以PE、ABS塑料为内衬,壳体采用不饱和聚酯树脂或环氧/玻璃纤维由螺旋、环向缠绕而成,产品直径一般在150~600 mm,大多用于软水或净水处理。随着环保形势的日益严峻,为了使水处理容器用于污水处理,针对污水量较大的特点,通过滚塑成型工艺,研制出了直径750~1 600 mm的大直径纤维缠绕水容器,使水处理容器在污水处理领域获得广泛应用。
1.2大直径纤维缠绕水容器改进前状态
西安向阳航天材料股份有限公司环保事业部,主要生产塑料内胆的纤维缠绕水容器,直径从200 mm到1 600 mm不等。直径750 mm以上带法兰容器开始,采用滚塑成型工艺生产内胆,然后进行纤维缠绕成型。生产的大直径塑料内胆纤维缠绕水容器,缠绕层设计强度遵循网格理论,对于不同的内胆,根据其直径和爆破压力,结合纤维的强度,设计缠绕参数,经爆破试验测试,爆破压力能达到3.0 MPa,未对封头采取任何增强措施。经疲劳强度测试试验,在30 000次时,容器的封头出现漏水现象。
通过解剖容器,我们发现是上封头漏水,漏水部位在肩部,大约是产品半径0.6~0.8倍的位置,此区域塑料内胆出现裂纹,且裂纹呈纵向分布,而纤维厚度在此区域仅1.5~2 mm。这说明封头内胆在该处的环向强度不足,因而造成纵向裂纹。经分析,我们认为纤维层厚度偏低是导致封头缠绕层提供的环向强度不足,因此,需要对封头进行增强研究。
1.3封头增强方法简介
在实际生产工作中, 封头增强是一项难以实施的工艺技术,目前,封头增强的方法主要有以下几种:(1)铺放布增强;(2)铺放无纬带增强;(3)增强物件在模具上先制成预定的形状, 固化后脱模修整, 再贴在封头处, 此方法工艺比较繁杂, 两个面贴合度不是很好;(4)和常规缠绕一样, 在纵向循环缠完后, 将筒身段纤维剪掉, 剩下两封头的纤维即为增强层, 其增强厚度可根据计算确定, 这种方法容易实现且效果较好, 但生产时浪费过大,成本高;(5)其它局部小范围封头增强法。
1987年James D.Erickson[1]对碳纤维环氧压力容器封头增强方法进行研究。文中采用环向缠绕的复合材料垫片对封头进行局部增强。试验结果表明,采用环向加强片增强方法,封头强度能够比未进行增强的提高约17 % 。
刘炳禹等[2]对封头增强技术进行了系统研究,并采用了两种增强方法。(1)在金属件边缘用无纬带进行铺层: 在壳体完成一个纵、环向循环后, 在后封头金属法兰件边缘一定的宽度范围内铺放一层无纬带, 铺完后再缠绕剩余的缠绕层。这样就实现了金属法兰件边缘的加强层在缠绕层的中间, 确保加强层和缠绕层粘接较好。(2)采用全封头增强:第二个纵向循环缠完后剪去筒身段纤维,保留封头纤维, 再缠绕剩余的缠绕层, 使封头增强层在两个纵向层之间, 使之粘接较好,整体度高。
胡俊等[3]研究了螺旋缠绕厚壁压力容器封头段的线型调整,提高封头的整体强度。螺旋缠绕厚壁压力容器封头的线型调整方案为: 首先,计算封头区域各纬度圆处强度设计要求的纤维层厚度, 调整极孔直径大小以及测地线方程,确保纤维缠绕时既纱带整齐排布又满足封头处各纬度圆的强度要求。
王东对某缠绕壳体增强工艺做了研究,采用了三种增强方法:(1)玻璃纤维纵向缠绕增强:在碳纤维缠绕铺层之前,采用高强玻璃纤维浸渍基体树脂,按照后开孔直径尺寸,进行等开孔纵向缠绕。壳体整体增强主要部位为前封头肩部、后封头整个型面、筒身段;(2)裁剪条形碳布增强:将碳布裁剪成条状,浸透增强用树脂后铺放到壳体前、后封头部位,考虑到后封头的条状布较宽,与封头型面不吻合,需要在布的环向上剪多处切口,确保布能够完全贴敷在封头型面上;(3)裁剪环形碳布增强:将后封头增强用碳布裁剪成环形,前封头增强用碳布按要求裁剪成条形,浸透树脂后铺放到壳体前、后封头部位,并对铺放到后封头拐点部位的布边缘剪少量切口以确保贴敷在封头型面上[4]。
2 封头增强的理论分析
2.1椭球封头受内压时的应力分析
椭球封头的薄膜应力:
2.4.2 【指南建议】 由于测序可以揭示胎儿的遗传信息,这些信息可能会影响父母一方或双方以及整个家庭,因此理想情况下,生物学父母双方(如果可能的话)都应该同意对胎儿进行测序。然而,对于所有产前检查,只有孕妇才能同意对其进行获取胎儿遗传物质的侵入性手术。
(1)
(2)
a,b:分别为椭球壳的长、短轴半径,mm ;
x:椭球壳上任意点距椭球壳中心轴的距离mm。
(3)

图1 不同椭球比封头的应力分布Fig.1 The stress distribution of different ellipsoidal heads
椭球封头上各点应力是不相等的,与点的位置(x,y)有关。
在封头顶点处(x=0,y=b):
(4)
经向应力与环向应力相等,均为拉应力。
在壳体赤道处(x=a,y=0 ):
(5)
(6)
σm是常量,σθ是a/b的函数,即受椭球壳形状影响。当a/b=1时,椭球壳成为球壳,这时壳体受力最为有利。当a/b增加时,椭球顶点应力会增加,受力情况变差,赤道处会出现压缩应力(a/b>1.414) ,可能将椭球压扁。
标准椭圆形封头的应力分布,规定a/b=2时的椭球封头为标准椭圆形封头。
根据上述的分析,对封头增强,采取以下两种方法:
第一种,内胆封头进行糊布增强。
根据理论公式推导,要降低应力,可以增大封头的厚度。但因为水容器的内胆由塑料制成,基本不能承受应力,因此要增大封头的厚度,就必须对封头进行糊布增强。
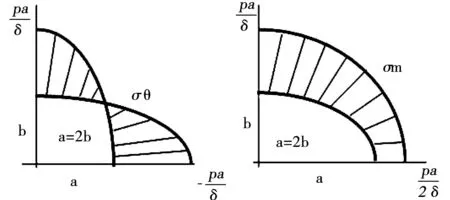
图2 标准椭球封头受内压时的应力分布Fig.2 The stress distribution of standard ellipsoidal heads under internal pressure

图3 标准椭球封头带圆柱筒段壳体的应力分布Fig.3 The stress distribution of the cylindrical shell with a standard ellipsoidal head
第二种,缠绕层进行调整,多层缠绕,增大缠绕角度,增加纤维在封头的分布比例,以此提高纤维在封头环向的分力,进而提高封头抵抗环向应力的能力。
3 增强方法
3.1封头糊布增强
针对6386等型号的内胆进行了糊布增强。6386型号的封头基本上是标准封头。封头上糊制玻璃布4层,浸渍环氧树脂。4层布错开铺放,糊布范围到距离赤道线约100 mm位置,基本上是整个封头都糊了四层布。
3.2缠绕层次及缠绕线型调整
根据先前的分析,决定在保留原来设计压力的条件下,将缠绕分成两层完成。第1层,将极孔直径放大,缠绕纱落到封头上,大约是产品半径0.6~0.8的位置上,即扩孔缠绕。第二层,完全贴着产品极孔缠绕,覆盖第1层留下的空白部分,即正常缠绕。这是因为如果第一层紧贴产品极孔缠绕而第二层扩孔缠绕的话,会在封头形成一个未填满的圆圈,影响产品封头的外观。
4 试验验证及分析
4.1缠绕参数
根据网格理论,进行了缠绕参数计算。以6386型号(直径1 600 mm)为例,最后确定纵向缠绕2层,第一层采用扩孔缠绕,纱带落在封头肩部,形成直径1 050 mm的圆周。第二层采用正常缠绕,纱带落在法兰根部。环向缠绕5层。具体的纱带宽度、纱团数量等工艺参数略去。

图4 扩孔缠绕的容器Fig.4 The vessel with chambering winding
4.2爆破试验
按照封头补强的新缠绕工艺与旧生产工艺分别缠绕6386容器,进行了爆破试验。爆破分析情况见表1,图5-6分别为新旧工艺爆破试验情况。

表1 爆破试验分析

图5 新工艺生产的6386容器爆破试验结果Fig.5 The vessel 6386 bursting test results of new process

图6 旧工艺生产的6386容器爆破试验结果Fig.6 The vessel 6386 bursting test results of old process
4.3结果分析
按照新工艺纤维缠绕的6386容器,爆破压力比设计压力还高,这有两方面的原因。第一,封头糊布,提供了一部分强度。第二,扩孔缠绕,提高了封头的环向强度,避免了封头环向压应力对产品的过早破坏,使得缠绕纤维强度得到真正的发挥。产品最后是以法兰整体脱出的形式破坏的,且纤维呈现典型的爆炸形状,都证明纤维强度发挥很好。
反观旧工艺生产的纤维缠绕6386容器,爆破压力没有达到设计压力,从封头肩部撕裂,且肩部位置一圈出现多条凹陷的裂纹,证明封头肩部确实产生了很大的压应力,而纤维承受压应力的能力较弱,因此纤维过早破坏,造成爆破压力偏低。
5 结 语
采用扩孔缠绕与正常缠绕相结合的工艺,对纤维缠绕的塑料内胆水容器的封头进行糊布增强,可以提高水容器封头的环向强度,提高水容器的爆破压力,实验发现采用两纵五环工艺缠绕补强后6386容器的爆破强度达到了4.4 MPa,较改进前的2 MPa有了大幅提高,超过设计强度。
[1]James D Erickson.碳纤维环氧压力容器封头加强研究[J] .国外固体火箭技术,1987(4):19-24.
[2]刘炳禹,张炜,王晓洁.封头增强技术研究[J] .固体火箭技术,1996(4):57-61.
[3]胡俊,李鹏,吴耀楚.螺旋缠绕厚壁压力容器封头段的线型调整[J].化工机械,2003(1):26-28.
[4]王东,某缠绕壳体增强工艺研究[J].航天制造技术,2007(2):36-37.
Study on the Reinforcement of the end Closure of Large Diameter Filament Winding Water Treatment Vessels
LV Guangpu,LIU Hongshang,DU Xiangrong
(Xi'an Sunward Aeromat Co.,Ltd,Xi'an 710025)
This article has analyzed the stress when bearing the inner pressure on the ellipsoid end enclosure.In allusion to the plastic inner shell filament winding water treatment vessels,two kinds of end enclosure strengthen measures have been adopted and the bursting test has been done.The test result proves that adopting the pasting strengthen by hand-molding and chambering winding could improve the circular strengthen on the end closure efficiently.
filament winding;end closure strengthen; bursting test;water treatment vessel
2015-08-03)
吕广普(1984-),男,河北人,硕士,工程师。研究方向:复合材料缠绕工艺技术。E-mail:hhlgpy@163.com.
