水辅助注塑PP/EVOH共混物制品的相形态与阻渗性能
2015-08-21赵俊峰黄汉雄
赵俊峰,黄汉雄
(华南理工大学塑料橡胶装备及智能化中心,广东 广州 510640)
引 言
在水辅助注塑(WAIM)中,高压水的注入使其流场和温度场与普通注塑(CIM)有明显不同[1]。Huang 等[2-3]研究了WAIM 聚合物共混物制品的相形态,发现WAIM 聚丙烯(PP)/尼龙6(PA6)共混物制品中PA6 分散相的变形和相形态与高压水推动熔体流动产生的强剪切作用密切相关,制品残留壁厚上内表层和外表层处分散相发生较明显的变形而呈纤维状,芯层中分散相主要呈液滴状。Liu 等[4]对WAIM 聚乙烯(PE)/PA6 共混物制品的相形态进行了研究,发现了相似的分散相形态分布规律。
聚合物共混物的相形态受多个因素的影响[5-10],其中共混物的黏度比是一个重要因素[11-12]。Son 等[13]研究了黏度比对CIM 聚苯醚(PPO)/PA6 共混物平板状制品相形态的影响,结果表明,低黏度比的共混物制品中表层和次表层中PA6 分散相的变形较大,而高黏度比制品的表层与次表层之间存在一过渡层,该层中分散相几乎没有变形。Yeh 等[14]的研究表明,黏度比对吹塑PE/改性尼龙(MPA)共混物制品的相形态和阻渗性能均有显著影响。WAIM主要用于成型汽车配件(如弯管)、体育用品、家用电器和医疗产品等,其中从降低有害溶剂排放方面考虑,对汽车弯管阻渗性能的要求不断提高。上述的WAIM 共混物制品中分散相的纤维状形态可提高其阻渗性能,但据作者所知,关于WAIM制品阻渗性能的研究还未见公开报道。因此,本文采用3 种不同黏度比的PP/乙烯-乙烯醇共聚物(EVOH)共混物,通过WAIM 制备中空制品,研究其分散相形态的变化规律,并通过测量制品的渗透率,分析WAIM 制品阻渗性能与相形态之间的关系。
1 实验部分
1.1 原料
PP:3 种,牌号分别为CJS700(记为PP-1)、J501(记为PP-2)和EPS30R(记为PP-3),熔体指数分别为8.14、2.7 和2.5 g·10 min-1(2.16 kg,230℃),其中PP-1 和PP-2 均为中国石化广州股份有限公司生产,PP-3 为齐鲁石化有限公司生产。EVOH:牌号F101,乙烯含量32%,熔体指数1.6 g·(10 min)-1(2.16 kg,190℃),日本可乐丽公司。聚丙烯接枝马来酸酐(PP-g-MAH):牌号 ADMER QF570,日本三井化学株式会社。
1.2 水辅助注塑制品制备
分别将PP-1、PP-2 和PP-3 与EVOH 以质量比90/10 并加入5%(质量分数)的PP-g-MAH 混合均匀,经单螺杆挤出机(螺杆直径25 mm)挤出造粒,制备共混物,分别记为P/E-1、P/E-2 和P/E-3;利用本研究中心自主研发的水辅助注塑设备[15],将PP/EVOH 共混物成型为如图1所示的把手状中空制品。注塑机机筒3 段温度设定为160/195/195℃,注射压力80 MPa,注射量60%,注水压力12 MPa,注水延迟时间1 s,水保压时间10 s。为了与WAIM共混物制品的阻渗性能进行比较,使用相同的加工参数分别将PP-1、PP-2 和PP-3 成型为图1所示的制品。

图1 本文水辅助注塑制品的形状和尺寸Fig.1 Geometry and dimensions of water-assisted injection molded part in this work (unit:mm)
1.3 测试与表征
流变性能测试:采用毛细管流变仪(德国Goettfert 公司,型号Rheograph 25)测试PP、EVOH和PP/EVOH 共混物的剪切黏度,所用口模的直径为1 mm,长径比为30:1。
相形态观察:分别在WAIM 制品靠近浇口和末端的两个位置(1#和2#,图1)切取长约5 mm 的管状样品(图2);将样品浸入液氮中10 min 后,分别从平行[图2(a)]和垂直[图2(b)]充模流动方向脆断样品;喷金后采用扫描电镜(SEM,荷兰FEI 公司,型号Quanta 200)观察样品脆断面上外表层、芯层和内表层3 个位置(图2)的相形态。
渗透率测试:分别在WAIM 制品1#和2#位置各切取长约15 mm 的管状样品(图1),将样品两端内孔攻出螺纹;将一端用螺钉封闭,把甲苯注入管状样品的空腔内,并将另一端用螺钉密封;用电子天平(上海精密科学仪器有限公司,型号FA1604B,分辨率0.1 mg)称重后置于恒温箱(50℃)内,28 d 后测量剩余质量,得到甲苯通过样品的渗透率p

式中,w1为测试起始时样品(包括密封螺钉)和甲苯的总质量,w2为结束时样品(包括密封螺钉)和甲苯的总质量,w3为样品(包括密封螺钉)的质量。
2 结果与讨论
2.1 剪切流变性能
图3(a)显示了195℃下PP、EVOH 和PP/EVOH共混物的剪切黏度曲线。可见,EVOH 的黏度最高,PP-1 的黏度最低;混入EVOH 后,低黏度PP(PP-1)的黏度提高幅度较大,而较高黏度的PP-2 和PP-3的黏度提高幅度较小。图3(b)为3 种共混物的黏度比曲线。可见,3 种共混物的黏度比均大于1,且随剪切速率的提高而增加;P/E-1 共混物的黏度比最大,P/E-3 的最小,P/E-2 的黏度比介于两者之间,且与P/E-3 共混物的更为接近。
2.2 水辅助注塑PP/EVOH 共混物制品的相形态
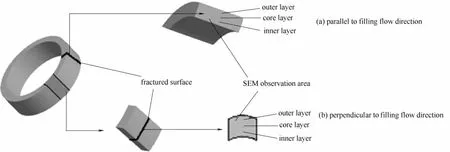
图2 样品制备和SEM 观察位置示意图Fig.2 Schematics of sample preparation and positions for SEM observation
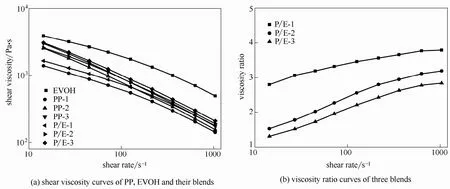
图3 PP、EVOH 及其共混物的剪切黏度曲线和共混物的黏度比曲线(195℃)Fig.3 Shear viscosity curves of PP,EVOH and their blends and viscosity ratio curves of three blends (195℃)
从3 种WAIM PP/EVOH 共混物制品2#位置所取样品残留壁厚上3 个位置(图2)的SEM 照片见图4(平行于充模流动方向)和图5(垂直于充模流动方向),1#位置所取样品壁厚上3 个位置的SEM照片见图6(平行于充模流动方向)。可见,在两个取样位置上所取的3 种样品的外表层和内表层处EVOH 分散相均呈纤维状,其中外表层的纤维较短。黏度比不同的共混物样品的芯层处分散相形态差异较大。对高黏度比的P/E-1 共混物样品,分散相主要呈液滴状,从2#位置所取样品存在少量短纤维;而对黏度比较小的P/E-2 和P/E-3 样品,分散相呈较粗、较长的纤维状。表1为3 种WAIM PP/EVOH共混物1#位置和2#位置所取样品各层分散相纤维的平均直径。可见,随黏度比的降低,共混物样品中各层的分散相纤维直径逐渐减小;制品2#位置所取样品各层的分散相纤维直径均比1#位置相应层的小。
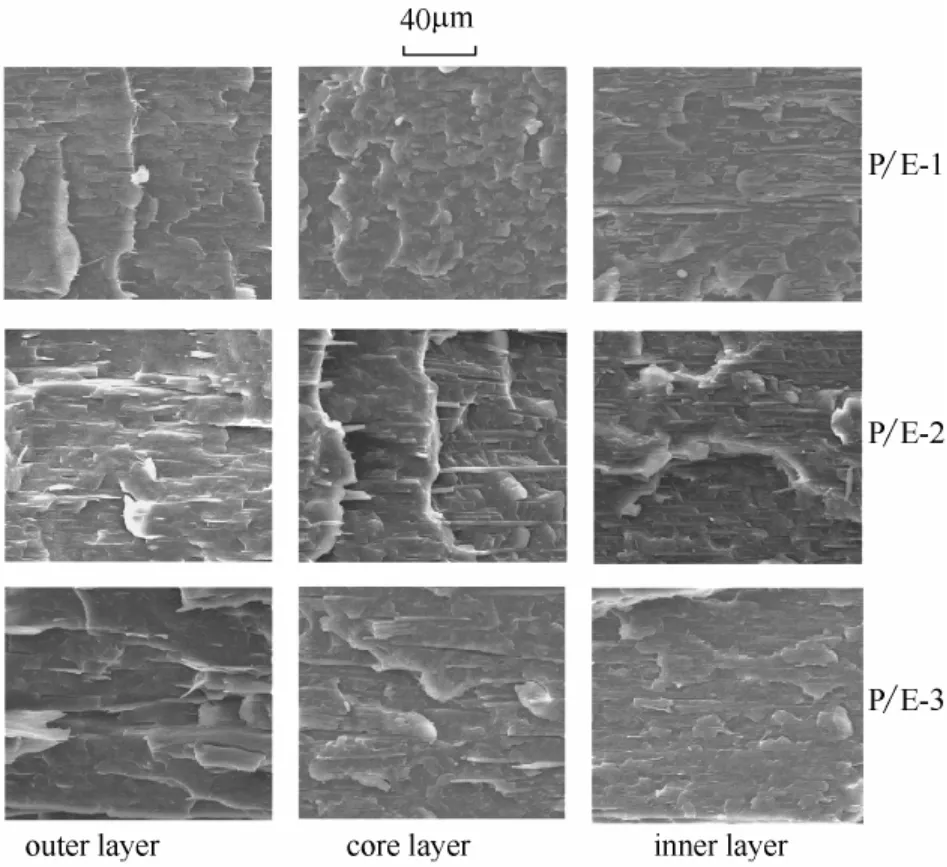
图4 3种WAIM PP/EVOH共混物制品2# 位置样品外表层、芯层和内表层的SEM 照片(平行于充模流动方向)Fig.4 Representative SEM micrographs of outer layer,core layer,and inner layer of samples taken from position 2# in three WAIM PP/EVOH blend parts (parallel to filling flow direction)
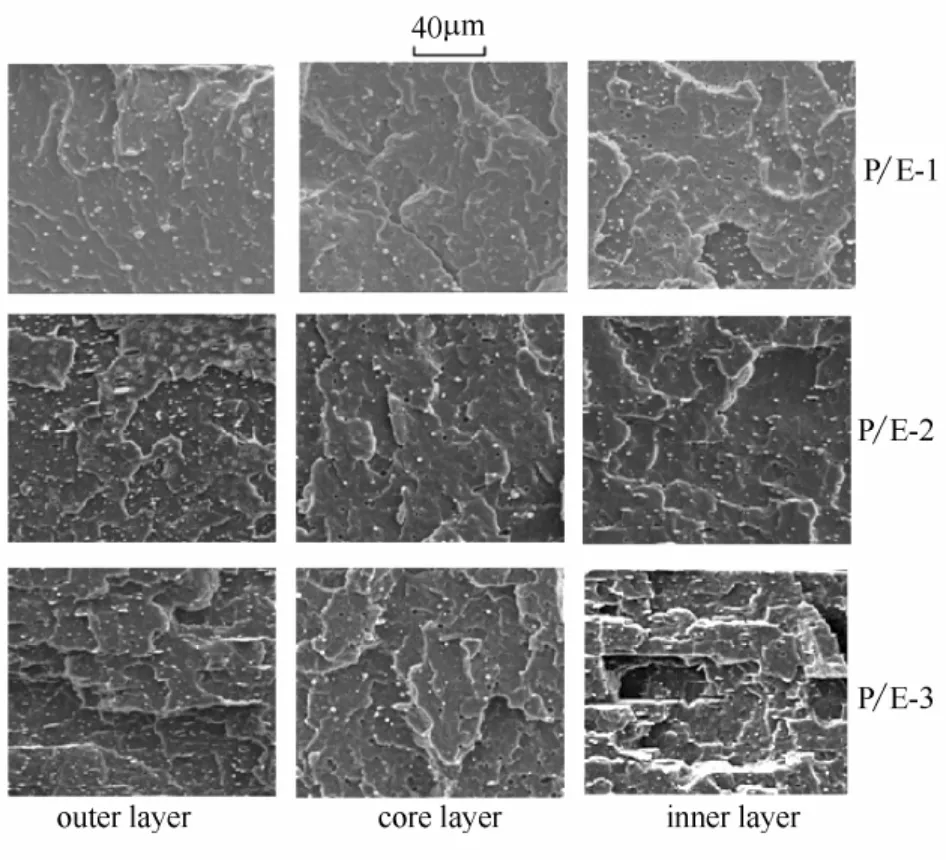
图5 3种WAIM PP/EVOH共混物制品2# 位置样品外表层、芯层和内表层的SEM 照片(垂直于充模流动方向)Fig.5 Representative SEM micrographs of outer layer,core layer,and inner layer of samples taken from position 2# in three WAIM PP/EVOH blend parts (perpendicular to filling flow direction)
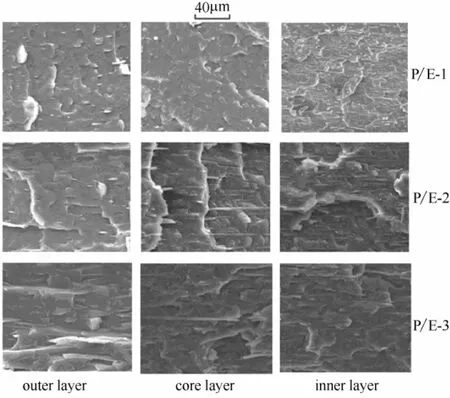
图6 3种WAIM PP/EVOH共混物制品1# 位置样品外表层、芯层和内表层的SEM 照片(平行于充模流动方向)Fig.6 Representative SEM micrographs of outer layer,core layer,and inner layer of samples taken from position 1# in three WAIM PP/EVOH blend parts (parallel to filling flow direction)

表1 3 种WAIM PP/EVOH 共混物样品3 层分散相纤维平均直径Table 1 Average diameters of fibers of dispersed phase in three layers of WAIM PP/EVOH blend samples /μm
在WAIM 过程中,靠近模壁的熔体所受剪切速率较大[1],共混物中EVOH 分散相发生较大的变形,该变形在模壁的冷却作用下得以保持,故外表层分散相呈较短的纤维状,基本沿熔体充模流动方向排列。内表层熔体靠近水道,高压水前沿经过时,该层熔体不但受到较强的剪切作用,而且受到拉伸作用[1],在两种流场共同作用下,分散相发生明显变形而呈长纤维状,而水的冷却使分散相的变形固定下来。当黏度比降低时,共混物中PP 基体对分散相剪切应力的增加使样品中各层分散相纤维明显减小。芯层熔体所受剪切作用较小,对高黏度比的P/E-1 共混物,PP 基体的黏度较低[图3(a)],从而使分散相的变形较小,主要呈液滴状;随黏度比的降低,基体黏度的提高使得对分散相的剪切应力增强,分散相变形增大,从而P/E-2 和P/E-3 共混物中分散相呈粗长纤维状。熔体短射充模的速度要比高压水辅助充模的小,而且在高压水辅助充模的初期,水的体积流率较低[1],所以1#位置对应模腔中熔体所受剪切作用和拉伸作用比2#位置对应模腔中的小,因此1#位置所取样品各层的分散相纤维直径要比制品2#位置所取样品的大。
2.3 水辅助注塑制品阻渗性能分析
将WAIM PP 和PP/EVOH 共混物管状样品在50℃烘箱内静置28 d 后,测量甲苯的渗透率。对从WAIM 的3 种PP/EVOH 共混物制品2#和1#位置所取样品以及3 种WAIM PP 样品的渗透率进行测量,结果如图7所示。可见,3 种WAIM PP 样品的渗透率相差不大,其值介于7.5%~9%之间;其中WAIM PP-1 样品的渗透率最低,PP-3 样品的渗透率最高。与相应的WAIM PP 样品相比,3 种WAIM PP/EVOH共混物制品2#位置样品的阻渗性能均有明显的提 高,但提高的幅度有所差别。与PP-1 样品相比,P/E-1 样品阻渗性能有适度提高(约为2.4 倍);P/E-2样品的阻渗性能为PP-2 样品的7.5 倍,提高幅度较大;而P/E-3 样品的阻渗性能为PP-3 样品的9.8 倍,增幅最大。3 种WAIM PP/EVOH 共混物制品1#位置所取样品的阻渗性能要比相应制品2#位置样品的低。
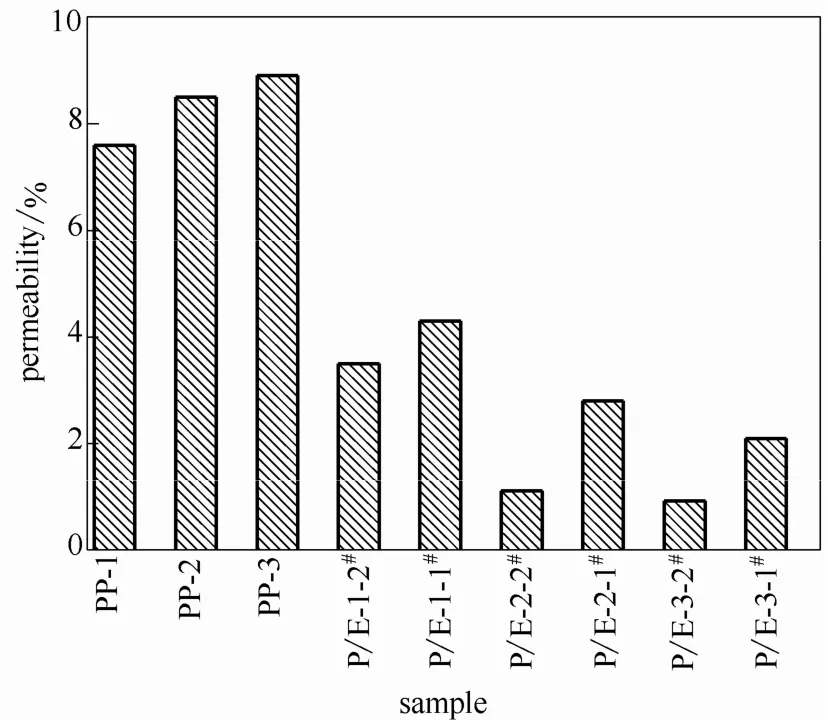
图7 WAIM PP 和PP/EVOH 共混物样品在50℃下 静置28 d 后的渗透率Fig.7 Permeabilities of WAIM PP and PP/EVOH blend samples after 28 d under 50℃
聚合物共混物制品的阻渗性能与其分散相形态密切相关。Faisant 等[16]测试了分散相为液滴、纤维和纤维与片层共存的3 种形态的PP/EVOH(质量比90/10)共混物薄膜对氧气的阻渗性能,结果表明,当EVOH 分散相为液滴状时,薄膜的阻渗性能仅提高了17%;而当分散相为纤维状时,阻渗性能提高了3.1 倍。可见,纤维状分散相对共混物阻渗性能提高的贡献较大,而液滴状分散相对共混物阻渗性能提高的贡献较小。本文中,WAIM P/E-1 共混物样品中外表层和内表层的分散相为纤维,但纤维直径相对较大,芯层的分散相以液滴为主,所以其阻渗性能与WAIM PP-1 样品相比有所提高,但提高幅度较小。WAIM P/E-2 和P/E-3 样品中外表层和内表层的分散相纤维相对较细,且芯层中分散相为粗长纤维,可以产生较好的阻渗作用;此外,从表1可见,随黏度比的降低,共混物样品外表层和内表层中分散相纤维的平均直径明显减小,这意味着样品中残留壁厚上分布有更多的纤维,所以WAIM P/E-2 和P/E-3 样品的阻渗性能与相应的PP 样品相比提高幅度较大。3 种WAIM PP/EVOH 制品1#位置所取样品各层的分散相纤维直径均比2#位置样品的大,对溶剂的阻渗作用减弱,所以1#位置所取样品的阻渗性能要比2#位置所取样品的低。
高压水的穿透使WAIM PP/EVOH 共混物制品残留壁厚上分散相呈纤维状,从而使EVOH 含量仅10%的共混物制品阻渗性能提高近10 倍。研究表明[3],提高WAIM 中的注水压力、注射速度和熔体温度均会使共混物分散相的变形更显著。因此,通过调控加工参数,有望扩大WAIM 共混物制品残留壁厚上分散相呈细长纤维状的区域,进一步提高制品的阻渗性能。
3 结 论
(1)在高压水的穿透作用下,对WAIM 的高黏度比PP/EVOH 共混物2#位置所取样品,外表层分散相呈较粗、较短的纤维状,内表层呈较粗、较长的纤维状,芯层主要呈液滴状,这使其阻渗性能与相应的WAIM PP 样品比有适度提高(约2.4 倍);对WAIM 的低黏度比PP/EVOH 共混物2#位置样品,外表层分散相呈细短纤维状,内表层呈细长纤维状,芯层呈粗长纤维状,这使其阻渗性能与相应的WAIM PP 样品比提高幅度较大,其中黏度比最小的共混物样品增幅最大(近10 倍)。1#位置所取3 种WAIM PP/EVOH 样品的阻渗性能要比2#位置所取样品的低。
(2)通过选择合适的黏度比,WAIM 的EVOH含量仅10%的PP/EVOH 共混物制品的阻渗性能与WAIM PP 样品比有明显提高。通过调控WAIM 的加工参数,有望使共混物制品的分散相在残留壁厚上更大区域内形成更细、更长的纤维状,从而进一步提高WAIM 制品的阻渗性能,扩大其应用范围。
[1]Wang Zhiyong(汪志泳),Huang Hanxiong(黄汉雄),Wang Bin(汪斌).Numerical simulation on water penetration in water-assisted injection molding [J].CIESC Journal(化工学报),2013,64(4):1170-1175
[2]Huang H X,Zhou R H,Zhou W W.Morphology development of polypropylene/polyamide 6 blend molded by water-assisted injection molding//ANTEC 2009,Conference Proceedings[C].Brookfield,USA:Society of Plastics Engineers,2009:2895-2899
[3]Huang H X,Zhou R H.Preliminary investigation on morphology in water-assisted injection molded polymer blends [J].Polymer Testing,2010,29(2):235-244
[4]Liu S J,Lin W R,Lin K Y.Morphological development in water assisted injection molded polyethylene/ polyamide-6 blends [J].Polymers Advanced Technologies,2011,22(12):2062-2068
[5]Hamid G,Kamal M R.Improved barrier and mechanical properties of laminar polymer blends [J].Journal of Plastic and Sheeting,1999,15(2):120-130
[6]Wang Y,Xiao Y,Zhang Q,Gao X L,Fu Q.The morphology and mechanical properties of dynamic packing injection molded PP/PS blends [J].Polymer,2003,44(5):1469-1480
[7]Incarnato L,Acierno D,Russo P,Malinconico M,Laurienzo P.Influence of composition on properties of nylon 6/EVOH blends [J].Journal of Polymer Science Part B:Polymer Physics,1999,37(17):2445-2455
[8]Yeh J T,Chen H Y,Tsai F C.Gasoline permeation resistance of polypropylene,polypropylene/ethylene vinyl alcohol,polypropylene/ modified polyamide,and polypropylene/blends of modified polyamide and ethylene vinyl alcohol containers [J].Journal of Polymer Research,2006,13(6):451-460
[9]Zumbrunnen D A,Chhibber C.Morphology development in polymer blends produced by chaotic mixing at various compositions [J].Polymer,2002,43(11):3267-3277
[10]Walling N,Kamal M R.Phase morphology and properties of injection molded polypropylene/ethylene vinyl alcohol copolymer blends [J].Advances in Polymer Technology,1996,5(4):269-288
[11]Yeo J H,Lee C H,Park C S,Lee K J.Rheological,morphological,mechanical,and barrier properties of PP/EVOH blends [J].Advances in Polymer Technology,2001,20(3):191-201
[12]Vananroye A,Cardinaels R,van Puyvelde P V,Moldenaers P.Effect of confinement and viscosity ratio on the dynamics of single droplets during transient shear flow [J].Journal of Rheology,2008,52(6):1459-1475
[13]Son Y G,Ahe K H,Char K H.Morphology of injection molded modified poly(phenylene-oxide)/ polyamide-6 blends [J].Polymer Engineering and Science,2000,40(6):1376-1384
[14]Yeh J T,Jyan C F.Effects of polyethylenes on the morphology,barrier and impact properties of polyethylene/modified polyamide blends [J].Polymer Engineering and Science,1998,38(9):1482-1490
[15]Huang H X,Deng Z W.Effects and optimization of processing parameters in water-assisted injection molding [J].Journal of Applied Polymer Science,2008,108(1):228-235
[16]Faisant J B,Ait-Kadi A,Bousmina M,Deschenes.Morphology,thermomechanical and barrier properties of polypropylene-ethylene vinyl alcohol blends [J].Polymer,1998,39(3):533-545