微注塑成型过程塑料熔体流动的偏移行为
2015-08-20郭幼丹程晓农
郭幼丹,程晓农
(1 集美大学机械与能源工程学院,福建 厦门 361021;2 江苏大学材料科学与工程学院,江苏 镇江 212013)
引 言
注塑过程中熔体的热量传递和流动特性,特别是熔体在流道中温度和流动速度的变化带来的充填不平衡性等问题是注塑领域研究的热点之一。在普通大尺度注塑成型中,流动行为和充填的不平衡性被认为主要与工艺参数和模具结构有关,这些因素的变化决定了注塑中熔体流动的平衡性与产品的均匀性,如Chen 等[1]、Takarada 等[2]分别研究了温度和主流道长度对多腔模具树脂充填平衡的影响,Pintter 等[3]研究了模具制造微结构与注塑的关系,姜开宇等[4]、陈静波等[5]、Yokoi[6]对注射成型过程熔体充填不平衡现象进行了试验研究和分析。在微注塑中,由于微结构塑件尺寸小、流道和型腔的尺寸小、注射量小,一些在常规尺度下被忽略的因素,在微结构塑件注塑时会对熔体流动行为和流动特性产生很大的影响,特别在多腔微注塑成型中,微尺度效应导致微注塑过程和产品质量的一系列变化则更为明显,如微注射成型时熔体在微流道中温度分布和流动速度的偏移,产生充填不平衡性,带来同一模具几何上完全对称的不同型腔所成型塑件的性能、精度和质量差异问题等。对于微注塑的研究主要集中在单腔微结构塑件注塑时热量传递、熔体流动黏度特性和工艺参数等方面,如Yu 等[7]、Young[8]对微注塑填充过程的流动和传热进行了模拟,郭幼丹等[9]对微结构注塑熔体流动黏度特性与影响因素研究,于同敏等[10-11]对微注塑成型充模流动中的对流换热行为和影响因素进行了研究,Julien 等[12]对热塑性聚合物在微注塑时的特性进行了综述,宋满仓等[13]对微结构塑件注射成型特性进行了实验研究,李爽等[14]对微注塑薄壁制品可成型性及充填过程中的流动现象进行了试验,Beaumont 等[15]对几何平衡的流道系统填充失衡现象进行了试验。但这些研究一是主要从单腔微结构塑件注塑时熔体平衡流动行为和流动特性等方面展开,对实际生产中多型腔微注塑成型中塑料熔体在微流道产生的偏移和充填平衡性问题少有涉及,二是对微注塑中影响熔体温度变化及熔体流动偏移的重要因素——熔体流动中产生的剪切热未加以必要的关注。
本文采用集成式热电偶传感器温度测量系统和可视化全息示踪技术,从熔体流动过程剪切热变化的角度分别对多型腔微注塑成型中塑料熔体在微流道中的温度分布与流动速率等问题进行研究,提出微注塑成型过程中塑料熔体流动速度与温度的偏移行为,并根据试验结果提出微流道内熔体流动的非平衡流动系数。
1 试验设计
1.1 试验材料
聚甲基丙烯酸甲酯(PMMA):玻璃化转变温度103~106℃,熔点240~270℃,开始分解温度为270~275℃。
1.2 试验设备
注塑设备采用德国BOY12A 注塑机,螺杆直径为18 mm,最大注射速度240 mm·s-1,最大注射压力179.5 MPa。
塑料熔体温度分布测定:集成式热电偶传感器温度测量系统,对型腔或分岔口附近流道横断面方向塑料熔体的温度分布进行测量,试验时微通道尺寸:主流道为0.3 mm,分流道为0.16 mm,集成式热电偶传感器尺寸:主流道为0.4 mm,分流道为0.2 mm。采用集成式热电偶传感器测温试验时,将集成式热电偶传感器垂直模腔壁面方向设置,安装到可视化模具的流道和型腔内,通过定位标尺确定好传感器的测量位置,固定后即可对塑料熔体充模、冷却过程中流道剖面上的温度进行测量,如图1、图2 所示。设定好工艺参数后,每注射一组试样采集一组塑料熔体温度数据,将所有数据汇总后即可得到不同工艺条件下型腔或流道横断面处温度的分布。由于热电偶将多条热电偶集成排列在同一基块平面内,因此温度测量结果可满足高密度和高位置精度的要求。通过对测得的每组数据进行叠加处理,得出温度场分布曲线。

图1 型腔厚度方向温度分布测量Fig.1 Measuring for melt temperature along cavity thickness
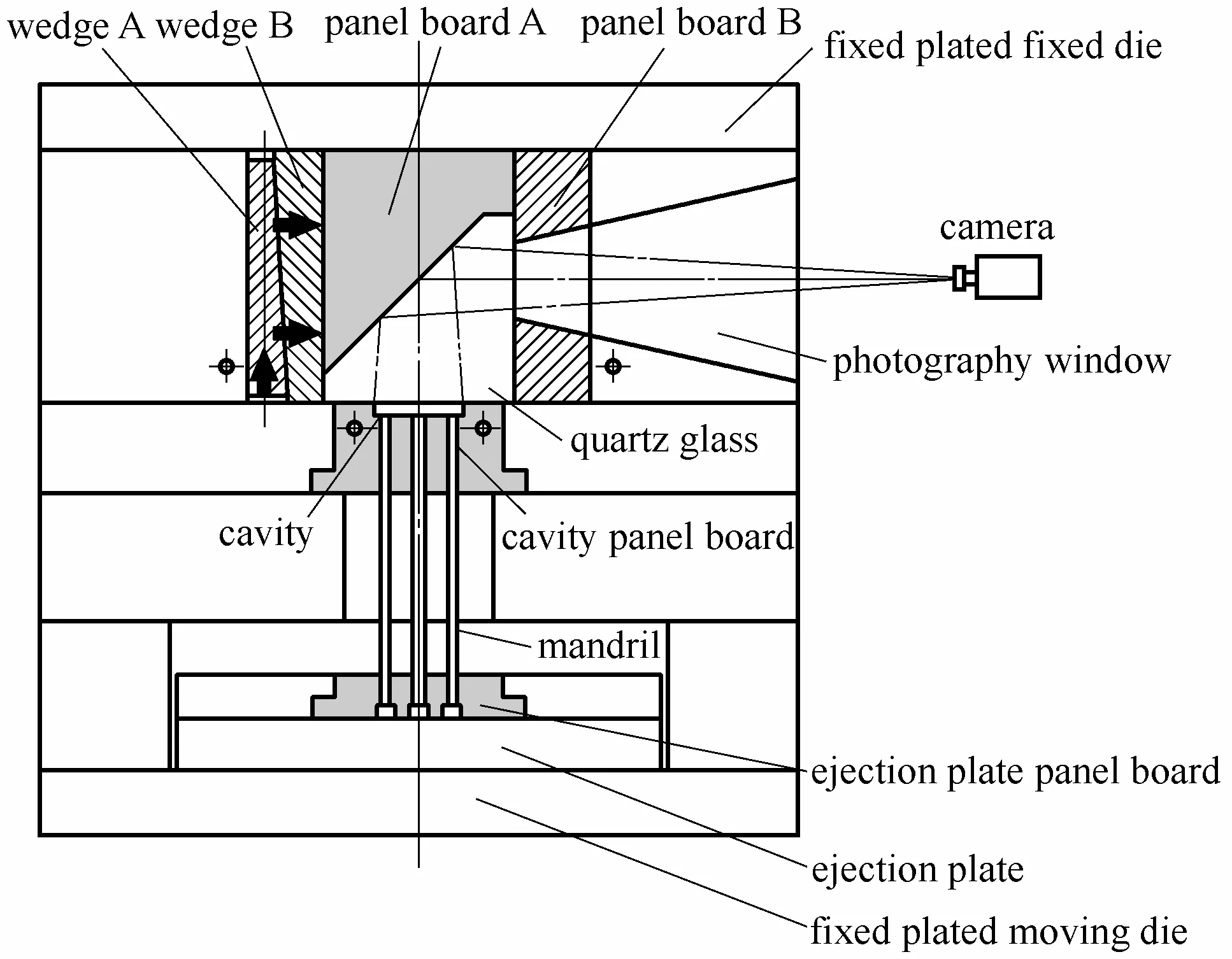
图2 熔体流动状态测定可视化装置Fig.2 Visualization experimental equipment for measuring melt flow condition
塑料熔体流动速率测定:示踪试验在德国BOY12A 注塑机上进行,利用可视化模具和CCD数码视频相机来观察和记录成型过程中流道内塑料熔体的流动行为和塑料熔体流动前沿在型腔内的移动情况,如图2 所示。试验时向PMMA 粒料中混入0.1%的全息示踪颗粒(Hologram Chip, Coburn Japan Corporation),将CCD 数码视频相机对准可视化模具的观察窗,记录熔体注射充模流动的动态过程。通过测量在给定时间间隔内塑料熔体流动距离的方法,记录示踪颗粒在流道内的坐标位置、流动情况及前锋状况,得到充填不同阶段流道内各个部位塑料熔体的速度场分布,通过对测得的每组数据进行叠加处理,得出速度场分布曲线。
1.3 模具结构
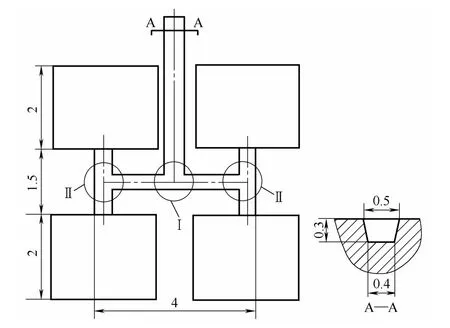
图3 微注塑多型腔微流道系统示意图Fig.3 Sketch of multi-cavity mold during micro injection molding process(unit: mm)
装有石英玻璃观察窗口可视化模具,型芯采用 微细加工中常用的UV-LIDA 技术制备,保证模具制造精度的要求。浇口采用扇形浇口,满足熔体流动平缓和流动平衡的要求。温控系统采用DS18B20单片机温控系统,实现微结构件注塑过程的变模温动态控制。微注塑多型腔微流道系统如图3 所示。
1.4 工艺参数
注射压力120 MPa,注射速度10~220 mm·s-1(试验时分别取低速10 mm·s-1、中速80 mm·s-1、高速200 mm·s-1),模具温度60℃,熔体温度235~245℃,保压时间10 s。
2 结果与分析
2.1 多型腔微注塑时主流道温度分布
图4 为在多型腔微注塑可视化模具的观察窗空腔内示踪试验和红外线温度传感器检测到塑料熔体前沿的实际情况、经过模型化后的主流道塑料熔体前沿的温度分布情况。由高聚物流变学原理和剪切速率、温度变化方程、剪切热公式[16]可得,由于滞流层和冷凝层的作用,流道壁面处塑料熔体的流速近似于零,流道中心部位的流速最大,由于断面上塑料熔体流速不一致,使得不同部位塑料熔体产生的剪切热也不一致,即塑料熔体由主浇口进入微流道系统后,塑料熔体的流动状态为所谓的“喷泉流”状态[17-18],呈现微流道中心部位塑料熔体的温度较高,黏度较低,流速较快,靠近微流道两侧壁面的塑料熔体温度较低,黏度较高,流速较慢的现象,如图4(a)所示。但这仅适合较低的注射速度(低速注射,v=10~70 mm·s-1),即主流道中熔体剪切作用产生的剪切热很小,对熔体温度分布影响也小,微流道系统中塑料熔体的温度仍以塑料熔体塑化过程生成的热量和沿微流道壁的热传导散失的热量为主,熔体流动温度分布才呈现出由芯部的高温区向流道壁逐渐降低的特点,但塑料熔体前沿在主流道流动不会产生明显的偏移。
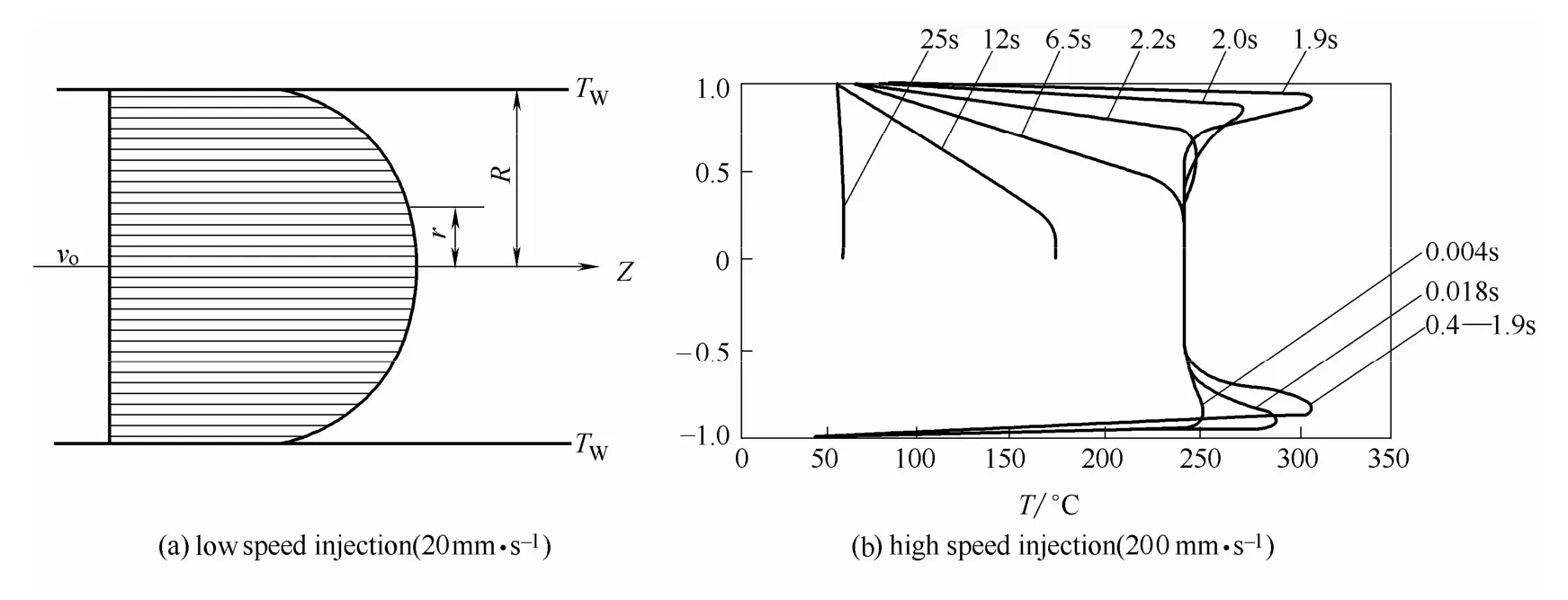
图4 微流道系统主流道中塑料熔体前沿的温度分布模型Fig.4 Melt front temperature distribution model of main runner in micro flow passage
当注射速度较高(高速注射,v=140~220 mm·s-1)时,塑料熔体在流道内的速度梯度增大,产生的剪切热就增多,熔体流动剪切生热对熔体温度分布的影响显著增强,此时,塑料熔体的温度最高点位置将由中心位置逐步移动到靠近流道壁面的地方。即注射速度越高,塑料熔体在流道内的速度梯度越大,越靠近微流道壁熔体流动的剪切速率越大,剪切热的影响也越显著,在塑料熔体塑化过程带来的热量、熔体流动剪切产生的热量,及沿微流道壁热传导散失的热量三者综合作用下,塑料熔体在微流道壁附近存在突出的高温区,而芯部则是盆地形的相对低温区,呈“U 型流”状态,如图4(b)所示。即在主流道,速度梯度产生的剪切热与塑料熔体向模具传递的热量基本相等,热量交换基本上处于平衡状态,微流道壁冷凝层厚度的增长受到抑制,塑料熔体流动过程中高温区的位置和温度基本保持不变,塑料熔体前沿在主流道流动不会产生明显的偏移。
2.2 多型腔微注塑分流道温度偏移
图5 为在多型腔微注塑可视化模具的观察窗空腔内示踪试验和红外线温度传感器检测到塑料熔体前沿的实际情况、经过模型化后的分流道塑料熔体前沿的温度分布情况,图中Si为熔体的流动前沿内侧壁面,So为熔体的流动前沿外侧壁面。当塑料熔体流经主流道与分流道的分岔口Ⅰ时,熔体在流道中心线位置一分为二。在分岔口Ⅰ:高速注射时,呈“U 型流”的塑料熔体,流道侧边高温低黏度的塑料熔体沿着流道的上侧壁面首先进入分流道,由于微流道上侧熔体前沿的温度高、速度梯度较大,产生的剪切热要大于塑料熔体通过流道壁面向模具内部所传递的热量,剪切热的累积使上侧塑料熔体温度更高,上侧熔体的黏度下降,流速提高,在冷凝层、温度梯度和剪切热等的共同作用下,熔体前沿高温区向上侧偏移,如图5(a)所示;低速注射时,呈“喷泉流”的塑料熔体,中间高温低黏度的塑料熔体沿着流道的下侧壁面首先进入分流道,同理,在冷凝层、温度梯度和剪切热等的共同作用,熔体前沿高温区向下侧偏移,但由于低速注射产生的剪切热较少,熔体前沿高温区向下侧偏移较小,如图5(b)所示。在分岔口Ⅱ:塑料熔体流经第二个分岔口后再次被二次分割,分流道的熔体温度差异再次发生变化。同理,不论是低速还是高速注塑,微流道内塑料熔体的高温区及型腔内熔体的流动前沿的偏移现象依然存在,只是塑料熔体的偏移和温度分布情况变得更为复杂,如图5 所示。
图5 微流道系统分流道塑料熔体前沿的温度分布Fig.5 Melt front temperature distribution of secondary runne in micro flow passage
图6 为微流道系统横断面方向塑料熔体温度分布曲面图,图中T 为熔体温度,S 为螺杆位移。可见,微注塑塑料熔体流动产生的剪切热对于微流道系统中熔体温度分布的影响十分明显,并最终造成熔体流动中温度偏移和不平衡的充填结果。
2.3 多型腔微注塑熔体流动速度偏移
图7 为不同注射速度下可视化试验结果,即不同注射速度下不同时刻熔体前锋偏移的情况。从图中可以看出,在多型腔微注塑过程中,塑料熔体前沿流动速度的偏移情况与温度偏移基本一致。可见,塑料熔体前沿流动速度的偏移与塑料熔体流动过程中剪切热产生与分布也是密切相关的,塑料熔体前沿流动速度的偏移规律与前述的剪切热产生与分布及多型腔微注塑分流道塑料熔体前沿的温度偏移规律是相吻合的。实际上,由于微注塑时塑料熔体本身的导热性较差,温度场的发展速度较为缓慢,微注塑过程中的速度场和温度场的发展可以认定是在同一个数量级上。
为了描述与评价塑料熔体流动前沿在型腔内的偏移情况,本文定义了一个熔体流动偏移量参数——非平衡流动系数λ
图6 微流道系统横断面方向熔体温度分布曲面图Fig.6 Melt temperature distribution surface figure of transverse direction in the micro flow passage
图7 不同注射速度下可视化试验结果Fig.7 Visualization experimental results for different injection speed
λ=dL/L0=(L2-L1)/ L0
式中,dL 为熔体流动前沿在型腔内的偏移量,μm;L0为不同注射速度下型腔内熔体前沿位置至型腔浇口侧壁面 A 的垂直距离,mm,如图5 所示,下同。L1为熔体前沿轮廓线与型腔外侧壁面(So面)的交点至型腔浇口侧壁面A 的垂直距离,mm;L2为熔体轮廓线与型腔内侧壁面(Si面)的交点至壁面A 的垂直距离,mm。
图8 为不同注射速度下熔体前沿的非平衡流动的偏移量dL。从图中可以看出,当vi=80 mm·s-1时,偏移量dL 在0.1~-0.1 μm 之间,λ总体趋于零,熔体在型腔内的流动趋于平衡,熔体前沿基本没有偏移;当vi=200 mm·s-1时,偏移量dL 在-0.30~-1.80 μm 之间,λ始终小于零,熔体的流动前沿向型腔外侧(So侧)偏移;当vi=10 mm·s-1时,偏移量dL 在0.25~0.85 μm 之间,λ始终大于零,熔体的流动前沿向型腔内侧(Si侧)偏移。试验表明,当注射速度vi在70~90 mm·s-1(中速注射)时,λ接近零,说明主流道和分流道熔体前沿均没有明显的偏移,熔体的流动基本上处于平衡状态,塑料熔体对型腔的充满也较为均匀。当注射速度vi>90 mm·s-1(高速注射)时,λ始终小于零,在主流道熔体前沿略为偏向主流道两侧;随着充填过程的进行,通过分岔口Ⅰ后塑料熔体前沿向上侧偏移;通过分岔口Ⅱ后,上方分流道中塑料熔体前沿向流道内侧偏移,最终先充满上部型腔内侧区域;下方分流道中塑料熔体流动速度分布较为均匀,塑料熔体对型腔的充满也较为均匀。当注射速度vi<70 mm·s-1(低速注射)时,λ始终大于零,熔体的流动前沿向型腔内侧(Si侧)偏移,熔体前沿偏移的方向与高速注射相反,熔体前沿的偏移规律与高速注射相似,但熔体前沿偏移的程度比高速注射要小些。可见,通 过非平衡流动系数λ可以准确判断熔体前沿的流动和偏移情况。
图8 不同注射速度下熔体前沿的偏移量Fig.8 Melt front offset for different injection rate
3 结 论
(1)微注塑时注射速度不同产生的剪切热也不同,熔体前沿偏移情况也不同。当注射速度为140~220 mm·s-1时,主流道内的塑料熔体前沿呈“U型流”状态分布,分流道内塑料熔体前沿向上侧偏移;当注射速度为10~70 mm·s-1时,主流道塑料熔体前沿呈“喷泉流”状态分布,分流道熔体前沿向下侧偏移;当注射速度为80~120 mm·s-1时,主流道和分流道熔体前沿均没有明显的偏移。
(2)熔体前沿偏移情况可用非平衡流动系数λ来判断熔体前沿的流动和偏移情况。当注射速度大于90 mm·s-1时,λ始终小于零,主流道熔体前沿略为偏向主流道两侧,分流道熔体前沿向上侧偏移;当注射速度小于70 mm·s-1时,λ始终大于零,熔体前沿偏移与注射速度大于90 mm·s-1时的偏移情况相反;当注射速度在70~90 mm·s-1时,λ接近零,主流道和分流道熔体前沿均没有明显的偏移。
[1]Chen J, Kanetoh Y, Yokoi H.A study on influence of resin temperature on filling balance of multi-cavity molds (part4) //Japan Society of Polymer Processing[C].Sendai, Japan: Japan Society of Polymer Processing, 2005: 159-160.
[2]Takarada K R, Coulter J P, Beaumont J P.The effect of primary runner length on fill-imbalance in a geometrically balanced eight cavity polymer injection mold//Society of Plastics Engineers, Annual Technical Conference[C].Charlotte, North Carolina: Society of Plastics Engineers, 2006: 1098-1102.
[3]Pintter V, Hanemann T, Ruprecht R, et al.Injection molding and related techniques for fabrication of microstructures [J].Microsys.Tech., 1997, 3(3): 129-133.
[4]Jiang Kaiyu(姜开宇), Yokoi Hidetoshi(横井秀俊).Experiment study on filling imbalance phenomenon of melt front during injection molding process [J].Journal of Mechanicaln Engineering(机械工程学报), 2009, 45(2): 294-300.
[5]Chen Jingbo (陈静波), Shen Changyu (申长雨), Yokoi Hidetoshi (横井秀俊).Experimental study on filling imbalance in multi-cavity injection mold [J].Chinese Journal of Mechanical Engineering(机械工程学报), 2007, 43(10): 170-174.
[6]Yokoi Hidetoshi.Visualization and measurement technologies inside injection mold [J]Journal of the Japan Society for Precision Engineering, 2007, 73(2): 188-192.
[7]Yu L D, Leel J, Koelling K W.Flow and heat transfer simulation of injection molding with micro structures [J].Polym.Eng.Sci., 2004, 44(10): 1866-1876.
[8]Young W B.Simulation of the filling process in molding components with micro channels [J].Microsys.Tech., 2005, 11(66): 410-415.
[9]Guo Youdan (郭幼丹), Cheng Xiaonong (程晓农).Research on melt flow viscosity characteristics and the influence factors for micro-structure injection [J].Journal of Plasticity Engineering(塑性工程学报), 2013, 20(6): 112-116.
[10]Yu Tongmin (于同敏), Xu Hua (徐华), Tian Huiqing (田慧卿), et al.Convective heat transfer behavior of filling flow in micro injection molding [J].CIESC Journal(化工学报), 2011, 62(7): 1824-1830.
[11]Yu Tongmin (于同敏), Zhuang Jian (庄俭), Wang Minjie (王敏杰), et al.Study on the influence factors on the filling flow for polymeric melt in micro injection molding [J].Journal of Plasticity Engineering (塑性工程学报), 2007, 14(6): 185-189.
[12]Julien G, Thierry Cpatrice M.Microinjection molding of thermoplastic polymers: a review [J].Journal of Micromechanics and Microengineering, 2007, 17(1): 96-109.
[13]Song Mancang (宋满仓), Zhang Chuanzan (张传赞), Liu Ying (刘莹), et al.Experimental research injection molding characteristics for micro-structure plastic parts [J].Journal of Dalian University of Technology(大连理工大学学报), 2010, 50(5): 682-685.
[14]Li Shuang (李爽), Wang Lixia (王利霞), Li Qian (李倩), et al.Analysis of molding ability of the micro thin wall parts and some flow phenomena in filling stage of micro injection molding [J].Polymer Materials Science and Engineering(高分子材料科学与工程), 2013, 29(4): 109-112.
[15]Beaumont J, Young J.Mold filling imbalances in geometrically balanced runner systems [J].Journal of Injection Molding Technology, 1997, 1(3): 133-136.
[16]Buchma M, Theriault R, Osswald T A.Polymer flow length simulation during injection mold filling [J].Polymer Engineering and Science, 1997, 37(3): 667-671.
[17]Mavridis H, Hrymak A N, Vlachopoulos J.Finite element simulation of fountain flow in injection molding [J].Polymer Engineering and Science, 1986, 26(7): 449-454.
[18]Coyled J, Blake J W, Macosko C W.The kinematics of fountain flow in mold-filling [J].AIChE Journal, 1987, 33(7): 1168-1177.