PLC在2 100mm热粗轧机的应用
2015-08-20田鸿宇陈俊君黄海成
田鸿宇,陈俊君,黄海成
(东北轻合金有限公司,哈尔滨150060)
1 PLC简介
可编程控制(Programmable Logic Controller)简称为PLC,它的应用面广、功能强大、使用方便,已经成为当代工业自动化的主要支柱之一,在工业生产的所有领域得到了广泛的使用。
西门子的PLC以其极高的性能价格比,在国内占有很大的市场份额,在我国的各行各业得到了广泛的应用。S7-300/400属于模块式PLC,主要由机架、CPU模块、信号模块、功能模块、接口模块、通信处理器、电源模块和编程设备组成,各种模块安装在机架上。通过CPU模块或通信模块上的通信接口,PLC被连接到通信网络上,可以与计算机、其他PLC或其他设备通信。
1.1 PLC组成
1.1.1 CPU模块
CPU模块主要由微处理器和存储器组成。在PLC控制系统中,CPU模块相当于人的大脑和心脏,它不断地采集输入信号,执行用户程序,刷新系统的输出;存储器用来存储程序和数据。S7-300/400将CPU模块简称为CPU。
1.1.2 信号模块
输入(Input)模块和输出(Output)模块简称为I/O模块,开关量输入、输出模块简称为DI模块和DO模块,模拟量输入、输出模块简称为AI模块和AO模块,它们统称为信号模块。
输入模块用来接收和采集输入信号,开关量输入模块用来接收从按钮、选择开关、数字拨码开关、限位开关、接近开关、光电开关、压力继电器等来的开关量输入信号;模拟量输入模块用来接收电位器、测速发电动机和各种变送器提供的连续变化的模拟量电流电压信号。
开关量输出模块用来控制接触器、电磁阀、电磁铁、指示灯、数字显示装置和报警装置等输出设备,模拟量输出模块用来控制电动调节阀、变频器等执行器。
CPU模块内部的工作电压一般是DC5V,而PLC的输入/输出信号电压一般较高,例如DC24V或AC220V。从外部引入的尖峰电压和干扰噪声可能损坏CPU模块中的元器件,或使PLC不能正常工作。在信号模块中,用光耦合器、光敏晶闸管、小型继电器等器件来隔离PLC的内部电路和外部的输入、输出电路。信号模块除了传递信号外,还有电平转换与隔离的作用。
1.1.3 功能模块
为了增强PLC的功能,扩大其应用领域,减轻CPU的负担,PLC厂家开发了各种各样的功能模块。它们主要用于完成某些对实时性和存储容量要求很高的控制任务。
1.1.4 接口模块
CPU模块所在的机架称为中央机架,如果一个机架不能容纳全部模块,可以增设一个或多个扩展机架。接口模块用来实现中央机架与扩展机架之间的通信,有的接口模块还可以为扩展机架供电。
1.1.5 通信处理器
通信处理器用于PLC之间、PLC与远程I/O之间、PLC与计算机和其他职能设备之间的通信,可以将PLC接入MPI、Profibus-DP、AS-i和工业以太网,或者用于实现点对点通信等。CPU模块集成有MPI通信接口,有的还集成了其他通信接口。
1.1.6 电源模块
PLC一般使用AC220V电源或DC24V电源,电源模块用于将输入电压转换为DC24V电压和背板总线上的DC5V电压,供其他模块使用。
1.1.7 编程设备
S7-300/400使用安装了编程软件STEP7的个人计算机作为编程设备,在计算机屏幕上直接生成和编程各种文本程序或图形程序,可以实现不同编程语言之间的相互转换。程序被编译后下载到PLC,也可以将PLC中的程序上传到计算机。程序可以存盘或打印,通过网络,可以实现远程编程和传送,编程软件还具有对网络和硬件组态、参数设置、监控和故障诊断等功能。
1.2 PLC的特点
(1)编程方法简单易学。梯形图是使用得最多的PLC的编程语言,其电路符号和表达方式与继电器电路原理图相似,梯形图语言形象直观,易学易懂,熟悉继电器电路图的电气技术人员只需花几天时间就可以熟悉梯形图语言,并用来编制用户程序。
(2)功能强,性价比高。一台小型PLC内有成百上千个可供用户使用的编程元件,可以实现非常复杂的控制功能。与相同功能的继电器系统相比,具有很高的性能价格比。PLC可以通过通信联网,实现分散控制,集中管理。
(3)硬件配套齐全,用户使用方便,适应性强。PLC产品已经标准化、系列化、模块化,配备有品种齐全的各种硬件装置供用户选用,用户能灵活方便地进行系统配置,组成不同功能、不同规模的系统。PLC的安装接线也很方便,一般用接线端子连接外部接线。PLC有较强的带负载能力,可以直接驱动一般的电磁阀和中小型交流接触器。硬件配置确定后,通过修改用户程序,就可以方便快速地适应工艺条件的变化。
(4)可靠性高,抗干扰能力强。传统的继电器控制系统中使用了大量的中间继电器、时间继电器。由于触点接触不良,容易出现故障。PLC用软件代替了中间继电器,仅剩下与输入和输出有关的少量硬件元件,接线可减少到继电器控制系统的十分之一以下,大大减少了因触点接触不良造成的故障。
(5)系统的设计、安装、调试工作量少。PLC用软件功能取代了继电器控制系统中大量的中间继电器、时间继电器、计数器等器件,使控制柜的设计、安装、接线工作量大大减少。PLC的梯形图程序可以用顺序控制设计法来设计。这种设计方法很有规律,很容易掌握。对于复杂的控制系统,如果掌握了正确的设计方法,设计梯形图的时间比设计继电器系统电路图的时间要少得多。
(6)维修工作量小,维修方便。PLC的故障率很低,并且有完善的故障诊断功能。PLC或外部的输入装置和执行机构发生故障时,可以根据PLC上的发光二极管或编程软件提供的信息,方便地查明故障原因,用更换模块的方法可以迅速的排出故障。
(7)体积小,能耗低。对于复杂的控制系统,使用PLC后,可以减少大量的中间继电器和时间继电器,小型PLC的体积仅相当于几个继电器的大小,因此可以将开关柜的日体积缩小到原来的1/2~1/10。PLC控制系统与继电器控制系统相比,配线用量小,安装接线工时短,加上开关柜体积的缩小,因此可以节省大量的费用。
热粗轧机共用3台PLC S7-400作为PLC的主站,分别主管热粗轧机的介质部分、机列部分与厚调部分。
2 介质PLC
PLC主要由电源模块PS407 10A、CPU模块414-2DP与通讯模块CP443-1所组成。介质PLC主要负责处理介质部分的程序包括高压泵站、辅助泵站、工艺润滑部分和稀油润滑部分与油雾润滑部分的启停控制与状态信号等。介质PLC下挂有4台工艺润滑净乳液供油泵所用的四台变频器(西门子MM430)与7个ET200子站,它们之间采用的通讯方式是PROFIBUS-DP,通过DP线把下面所挂的子站与主站以串联的形式连接起来,如图1。
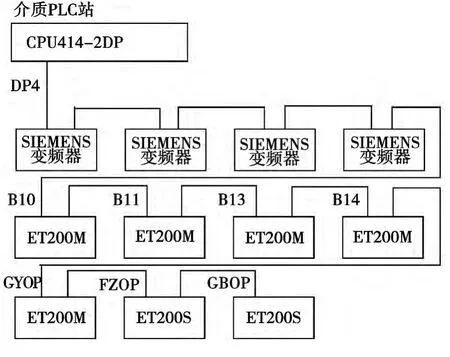
图1 介质PLC站及子站通讯连接
ET200M(B10)为1号交流控制柜内PLC,主要由5个数字量输入模块SM321-1BL00 32 DI与3个数字量输出模块SM322-1BL00 32 DO组成。该PLC主要控制工艺润滑部分的启停操作、主电机静止加热器与冷却风机的操作、立辊及压下风机启停操作等。
ET200M(B11)为2号交流控制柜内PLC,主要由4个数字量输入模块SM321-1BL00 32 DI与3个数字量输出模块SM322-1BH01 16 DO组成。该PLC主要控制高压泵站电源停送、辅助泵站电源停送、重轻剪废料小车电源等。
ET200M(B13与B14)是左右喷嘴控制箱内的PLC,由3个数字量输出模块SM322-1BL00 32 DO组成。主要控制机架内乳液喷嘴的工作。
ET200S(FZOP)是辅助泵站操作箱内的PLC,由9个数字量输入模块4DI 24VDC与2个数字量输出模块4DO 24VDC/0.5A和2个数字量输出模块4DO 24VDC/2A组成。主要用于控制辅助泵站的启停工作,主要有一台循环泵和四台供油泵,还要反馈压力温度等数据。
ET200S(GBOP)是高压泵站操作箱内的PLC,由10个数字量输入模块4DI 24VDC与3个数字量输出模块4DO 24VDC/0.5A和2个数字量输出模块4DO 24VDC/2A组成。主要用于控制高压泵站的启停工作,主要有两台循环泵和五台供油泵,启动供油泵前要将两台循环泵全部开启。
工艺润滑净乳液供油泵所用变频器为西门子MM430,它与PLC之间通过Profibus-DP方式通讯,变频器上有一块Profibus-DP通讯板用于连接DP数据线到PLC中。用于发送接收变频器内控制字与状态字的程序块是STEP7中内部的程序块,其程序如图2。
SFC14是用于读取变频器中的数据,而SFC15是用于向变频器中发送数据,LADDR是指该变频器在STEP7软件硬件组态中的DP地址号,在程序中以十六进制形式表示,SFC14的RECORD是指从字节DB1096.DBX20.0开始从变频器读取4个字节,而SFC15的RECORD是指从字节DB1096.DBX120.0开始发送4个字节到变频器。RET_VAL可以通过它显示的数值来读取变频器的状态。对于控制字与状态字接收与发送在DB数据块中的编写,要按照变频器说明书中的高低字节所对应,才能正确的反映出变频器的状态和对变频器进行控制。
3 机列PLC
机列PLC由电源模块PS407 20A、CPU模块414-2DP、FM458-1DP模块与通讯模块CP443-1组成。机列PLC主要控制轧机机列部分的动作,包括重剪、轻剪、出口入口的推床、辊道、主机动作、立辊动作、压下部分动作、出入口导板动作、出口的清辊器、测温仪数值反馈、物料追踪、换辊和自动逻辑等主要控制部分。由于粗轧机的部分设备动作是依靠液压系统来进行动作,所以机列PLC要通过液压阀台中的PLC子站来控制现场的设备动作。机列PLC也是以Profibus-DP的通讯方式来控制现场阀台中的PLC子站,其通讯连接如图3。

图2 数据传送块
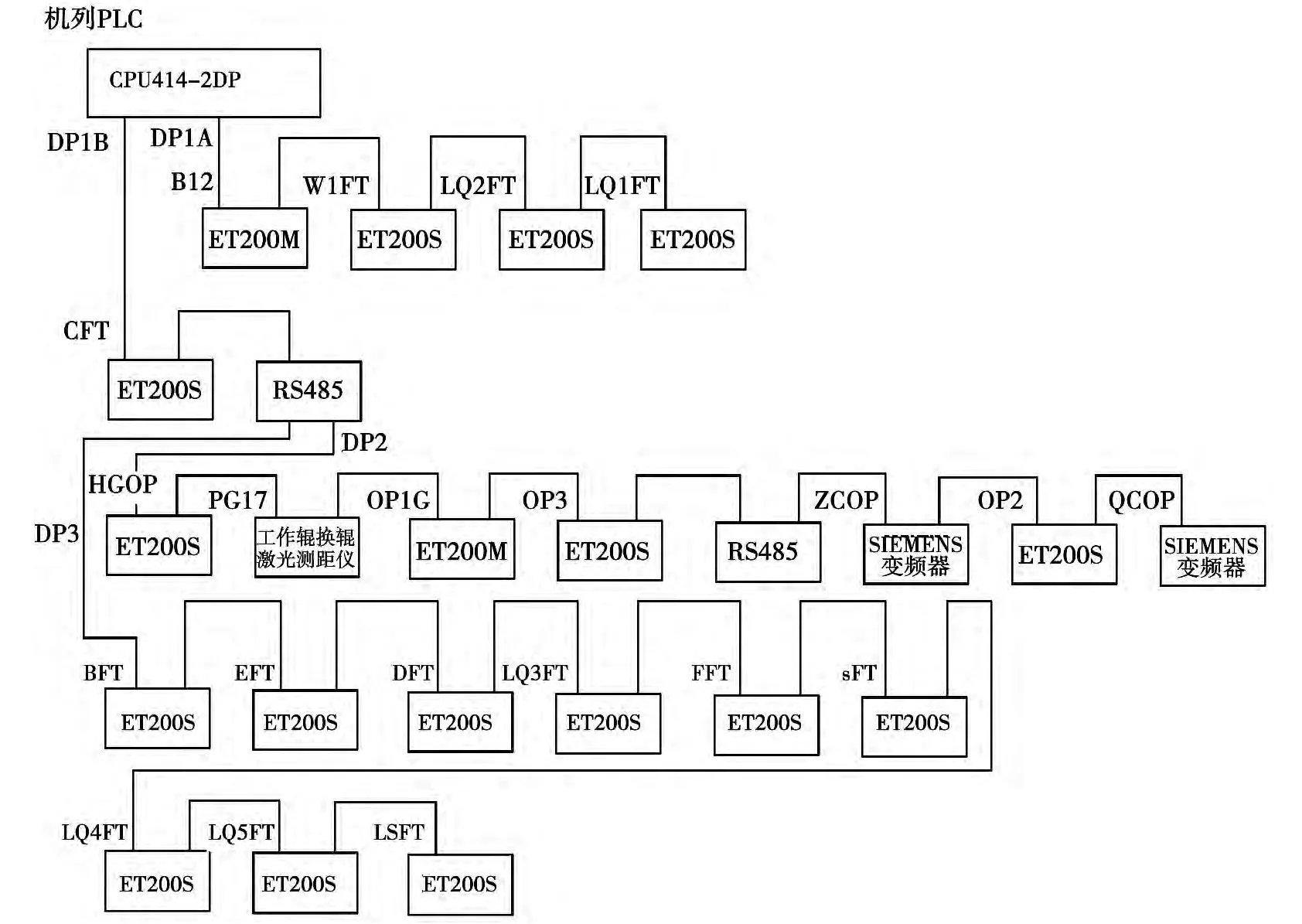
图3 机列PLC站及子站通讯连接
机列PLC共有2条DP总线,DP1A与DP1B。总线DP1A所带的子站PLCET200M(B12)为检测元件控制柜内用于检测现场限位开关的信号、油雾润滑系统状态信号、稀油润滑状态信号和过滤机的状态信号。ET200S(W1FT)为立辊阀台,主要控制立辊的开口度与电磁阀的带电停电。ET200S(LQ1FT)与ET200S(LQ2FT)是1号冷却阀台与2号冷却阀台,用于控制辊道冷却喷淋的电磁阀和接收用于物料追踪的光电开关的信号。
总线DP1B所带的子站PLCET200S(CFT)为C阀台,主要控制铸锭清洗缸的工作,入口导板的工作、抱轴器的工作、还有入口推床压力传感器的模拟量输入信号和入口侧推床夹紧力控制信号。DP1B通过Profibus电气中继器分出两条DP线,DP2与DP3。DP2所带PLC子站ET200S(HGOP)为换辊操作箱,主要用于控制换辊工作。PG17是工作辊换辊激光测距仪,其工作原理是由测距仪发出一束激光,通过前方的反光板将光束返回到测距仪内经过计算显示成数值,再通过DP线将数值传送到PLC中。ET200M(OP1G)是主操作台控制柜内的PLC子站接收主操作台发出的所有命令,用于控制整体轧机,除重剪与轻剪部分。ET200S(OP3)是重剪操作箱内的PLC子站,用于接收控制重剪、重剪推床、重剪废料小车、重剪处接触式热电偶支架和重剪前辊道的命令。ET200S(OP2)是轻剪操作箱内的PLC子站,用于接收控制轻剪、轻剪推床、轻剪废料小车、轻剪处接触式热电偶支架和轻剪前辊道的命令。ZCOP与QCOP是重剪废料小车与轻剪废料小车所使用的变频器型号为西门子MM440,其使用方法与净乳液供油泵的变频器使用方法相同。ET200S(A-B阀台)主要控制弯辊与上支承辊平衡和接收滤油器堵塞信号。ET200S(D阀台)主要控制出口导板、出口侧推床与出口侧清辊器。ET200S(E阀台)控制上下传动轴的平衡、工作辊锁紧缸及一些换辊动作。ET200S(F阀台)控制重剪及重剪相关设备动作的阀子。ET200S(冷却3、4、5号阀台)控制辊道冷却喷淋电磁阀的动作,及反馈用于物料追踪的光电开关的信号。
以上PLC控制部分开关量的输入输出比较容易理解,复杂一些的是模拟量信号控制。以入口推床的夹持力大小控制为例,推床夹持力大小的给定是根据物料厚度的不同而变化的,推床的夹持力是通过液压系统来完成,所以控制夹持力大小的不同就靠PLC给比例阀的开口度设定值,因为PLC无法直接控制比例阀,需要通过一个比例阀放大板来控制比例阀,PLC通过模拟量控制给比例阀放大板一个0~10V的电压信号(电流信号或电压信号及数值的范围由被控元件的型号决定)来控制比例阀的开口度,也就是说0V为最小开口度,10V为最大开口度。其控制程序如图4。

图4 最大推床力与最小推床力给定
模拟量信号传送到PLC内部后,在程序中会显示为0~27648的一个内部值,所以设定最大推床力内部值为27647、最小推床力内部值为2764.8。
图4是设定DB1350.DBD10(最小推床力对应的最小厚度m)为0.1m,DB1350.DBD14(最大推床力对应的最大厚度m)为0.6m。
功能FC108是线性标定块,将最大推床力DB1350.DBD18与板材最大厚度DB1350.DBD14、最小推床力DB1350.DBD10与板材最小厚度DB1350.DBD22对应计算,再将传送进来的板材实时厚度按照这个比例进行计算,将计算出此厚度所对应的推床力内部值大小传送到DB1350.DBD40中。其计算公式如下式,设当前的板材厚度DB1350.DBD6为X,对应推床力大小DB1350.DBD40为Y:

图5 最大推床力与最小推床力所对应厚度

图6 线性标定板材厚度所对应的夹持力

经过计算后,板材厚度X对应夹持力Y公式如下:

推床力内部值DB1350.DBD40再传送至模拟量输出PQW656,656是模拟量输出地址,即比例阀放大板接线的PLC的模拟量输出模块所对应的地址。
主传动、多传动及立辊压下部分通过Profibus-DP通讯方式将数据传送到机列PLC的FM458模块中,通过CFC程序FM458toPLC_DB与FM458toPLC_I/O将数据包打开发送至PLC的CPU中进行使用。FM458模块是通过PLC的背板总线将数据发送到CPU中。同样,CPU中的数据也是通过CFC程序PLCtoFM458_DB与PLCtoFM458_I/O发送到FM458模块中,再通过DP数据线发送到西门子S120中执行命令。FM458-1DP应用模块专为SIMATIC S7-400站中的高动态性能闭环控制和应用技术而设计。可以通过CFC或SFC自由组态这些控制任务。而且,该模块还提供了PROFIBUS-DP连接。FM458模块有以下技术特点:
(1)计算性能,用于算术计算的64位RISC浮点处理器,0.1ms(通常为0.5ms)的最短循环时间,用于通讯任务的32位控制器。
(2)DRAM/SDRAM工作存储器,12MB/60MB可供用户程序使用,从存储器模块初始化时,装载并扩展程序代码,用于该操作系统、用户程序、通讯、信息缓冲区、跟踪的数据存储器。
(3)SRAM(256kB/512kB)。
(4)可更换的程序存储器(2MB、4MB或8MB)。
(5)有两个接口可用于向程序存储器装载用户程序,通过MPI接口直接连接PC和通过MMC卡槽。
(6)通过8个二进制输入可以调用8个报警任务。
(7)显示工作状态的11个LED。
(8)LE总线,本地扩展总线可确保在FM458-1DP应用模块与其扩展模块EXM438-1和EXM448/EXM448-2之间快速传送数据。
4 厚调PLC
厚调PLC主要用于控制轧机的辊缝、压下量、弯辊、立辊的辊缝开口度及机架内乳液喷嘴的喷淋模式等部分。厚调PLC主要由电源模块PS 407 10A、CPU414-2DP、两个通讯模块CP443-1DP、FM458模块及两个FM458模块的扩展通讯模块EXM438-1DP、两个SM431模块、一个SM432模块组成。厚调PLC主要通过磁尺来测量辊缝位置的大小,信号通过光电隔离模块将电流信号与电压信号进行转换传送到PLC中。用于测量油缸杆腔压力和活塞腔压力的传感器也是通过隔离放大板将信号进行转换后再传送至PLC内,这样做是防止信号的变化会直接对PLC造成损坏,起到一个保护作用。
综上所述,PLC在2 100mm热粗轧机应用非常广泛,涉及管理设备很多,所以学好PLC的工作原理与程序至关重要,可以很好地帮助我们查找处理电气问题。
[1]刘美俊.通用变频器应用技术[M].福建:福建科学技术出版社,2001,6:P2-P3.
[2]幻刘国光.提高PLC控制系统可靠性的软件设计.机床电器[J].2004,11:P10-P11.
[3]秦虹.PLC控制系统的编程方法简述.机床电气[J].2002,7:P4-P5