工业CT长度测量误差校准的探索研究
2015-08-10施玉书宋小平李东升陈思文高思田
宋 旭, 施玉书, 宋小平, 李东升, 陈思文, 李 适, 高思田
(1.中国计量学院计量测试工程学院,浙江杭州310018; 2.中国计量科学研究院,北京100029;3.天津大学精密测试技术及仪器国家重点实验室,天津300072)
工业CT长度测量误差校准的探索研究
宋 旭1, 施玉书2,3, 宋小平2, 李东升1, 陈思文3, 李 适2, 高思田2
(1.中国计量学院计量测试工程学院,浙江杭州310018; 2.中国计量科学研究院,北京100029;3.天津大学精密测试技术及仪器国家重点实验室,天津300072)
针对工业CT在尺寸测量领域难以溯源的问题,对工业CT长度测量误差的校准方法进行了探索研究。工业CT的长度测量误差分为球心距误差和端面距误差两类。对于球心距误差,研制出一种小森林球标准器,并使用微纳坐标测量机对其进行了校准。该标准器用于型号为Metrotom 1500的工业CT的校准时,球心距误差小于±2μm,且小于仪器的最大允许误差。对于端面距误差,分别选用常见的金属量块和陶瓷量块作为尺寸实物标准器进行了探索实验,测得端面距误差超出了仪器的最大允许误差。实验结果表明,使用球心距和端面距校准得到的工业CT的长度测量误差差异很大,并且对于同一长度,端面距误差远大于球心距误差。
计量学;工业CT;长度测量误差;森林球标准器
1 引 言
近年来工业计算机断层扫描成像系统(Computed Tomography,CT)以其优异的三维成像和内外部结构检测能力,正在从传统的无损检测领域,拓展到几何坐标测量领域。一套完整的工业CT系统可以实现对工业零部件内外部结构非接触、无损伤的测量。与传统的坐标测量机(Coordinate Measuring Machine,CMM)相比,工业CT除了机械运动机构外,还有X射线源、探测器、图像重建算法等复杂的误差源[1],这就使得它的溯源校准工作较困难。国内外相关学者在一些实物标准器的基础上,对工业CT的校准方法进行了许多有价值的研究[2~6]。但是,目前对于工业CT尺寸测量能力的评定,尚未见到有一致认可的办法。本文借助自行研制的小森林球标准器,以及长度计量中通用的尺寸实物标准器——量块,对工业CT长度测量误差的校准方法进行了探索研究。
2 测量原理和参数指标
按照扫描方式的不同,工业CT可以分为扇束CT、螺旋CT、锥束CT等。本文所研究的对象为锥束工业CT,其基本结构如图1所示,它主要包括X射线源、样品扫描转台和探测器[7]。
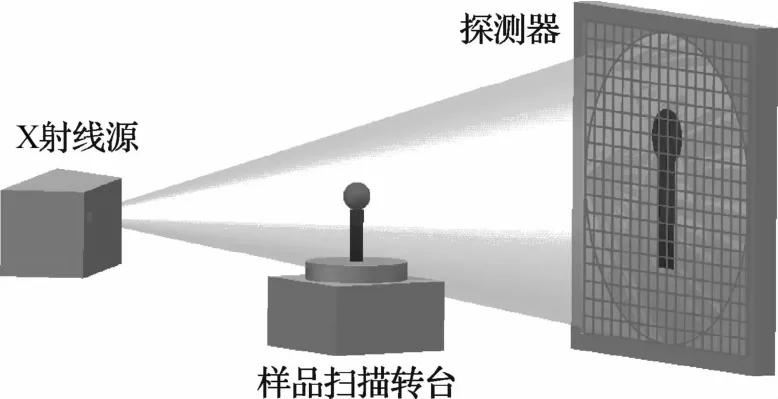
图1 锥束工业CT测量系统
一次完整的工业CT测量可以分为两个阶段。第一阶段是对样品的扫描重构。X射线穿过样品后,由于样品不同位置对X射线的衰减系数不同,在探测器上会得到一组与样品结构相关的投影数据;然后转动样品台一个小角度Δθ,取得对应该角度的另一组投影数据。如此重复,直至旋转N次(一般N×Δθ=360°),取得N组投影数据为止。之后,通过FDK等反投影算法[8],重建得到样品的三维几何结构,从而完成一次扫描重构过程。第二阶段是对重构得到的数据进行分析。首先设定阈值,从重建图像上提取出被测工件的边界,然后按照设定的采样策略在边界上进行采点。通过对这些采样点进行最小二乘拟合,可以得到被测工件重构数据上的点、线、面等几何特征,并输出相应特征的尺寸、形状误差等参数。
本文工业CT长度测量误差的校准实验是在德国Zeiss制造的工业CT上进行的,型号为Metrotom 1500,技术参数见表1。表1中MPE SD为球心距最大允许误差,L为被测尺寸的大小,单位mm。

表1 Metrotom 1500的主要技术参数
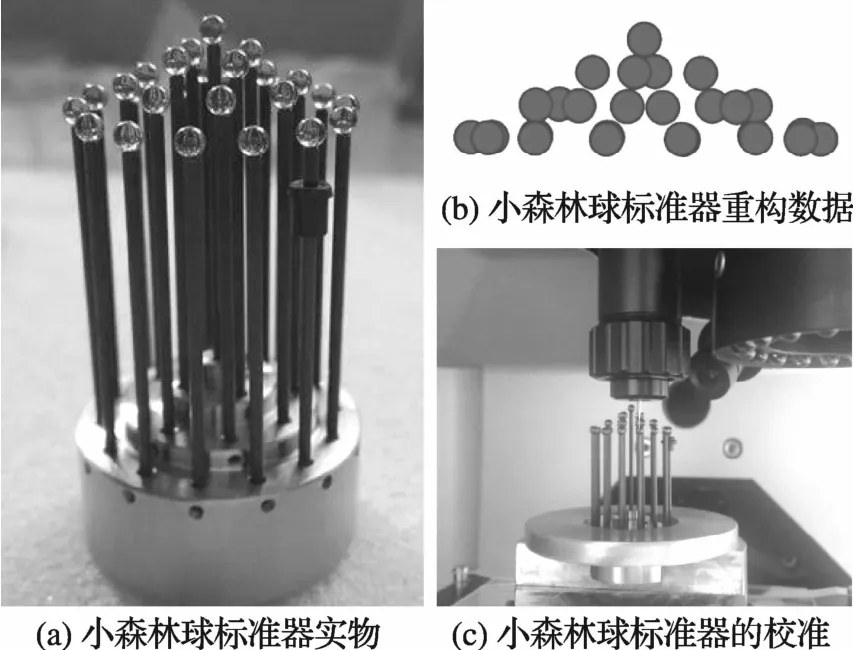
图2 小森林球标准器
3 球心距长度测量误差的校准实验
将使用球盘标准器、球板标准器、微孔方体等对称几何体校准得到结果称为球心距长度测量误差,简称球心距误差[9]。
3.1 小森林球标准器
森林球标准器是目前国际上比较通用的一种球盘标准器,在一个盘形底座上,通过一些细棒支撑起若干空间错落的标准球,从中任选两个球心距,都可以作为一组校准长度。图2(a)是自行研制的一种“小森林球标准器”,标准球选用了硬度高、抗氧化、热膨胀系数低、X射线衰减系数适中的红宝石球,球直径为2 mm,圆度误差小于0.2μm;支撑棒选用了弹性模量大、X射线衰减系数和热膨胀系数都很小的碳纤维棒,棒直径为1 mm。由于碳纤维材料的X射线衰减系数小于红宝石球,因此在后期数据处理时,通过设定阈值可以将碳纤维棒完全过滤掉,只留下作为尺寸参考的红宝石球,见图2(b)。小森林球标准器设计完成后,使用微纳坐标测量机进行了校准,见图2(c)。校准实验在10 000级洁净室进行,实验室环境温度为(20± 0.5)℃,湿度为(50±2)%RH。微纳坐标测量机的测量范围为130 mm×130 mm×100 mm,最大允许测量误差为(0.25+L/666)μm。校准过的球棒标准器的尺寸不确定度在亚微米级,比测量准确度一般在微米级的工业CT的测量误差至少小一个数量级,因此完全能够满足校准工业CT的要求。表2是小森林球标准器的球心距校准数据,其中最小球心距为3.880 5 mm,最大球心距为19.812 6 mm,适用于校准工业CT较小测量范围内的长度测量误差。
3.2 校准实验
工业CT实验室内环境温度为(20±2)℃,湿度为(40±10)%RH。将小森林球标准器放在距射线源100 mm处进行测量扫描,仪器参数设置如表3。使用Calypso 5.4.12软件,按照图3所示的球采样策略,对重构得到的数据进行测量分析。

表2 小森林球标准器校准数据

表3 小森林球标准器测量参数设置
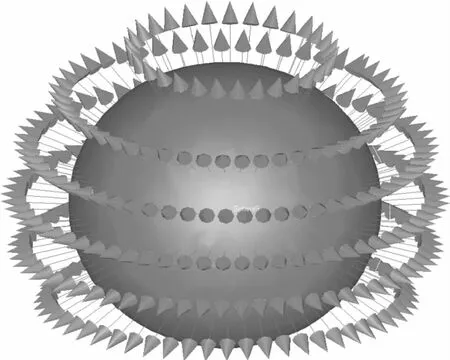
图3 球采样策略
最后得到如图4所示球心距长度测量误差。可以看出,用小森林球标准器校准工业CT得到的球心距误差在±2μm以内,优于MPE SD=(4.5+L/100)μm。
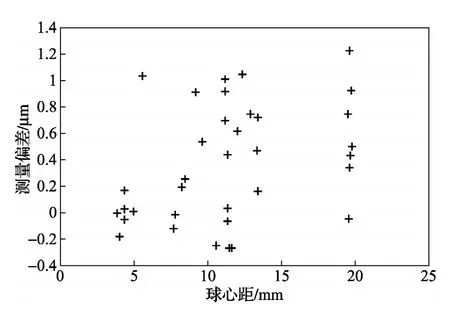
图4 球心距误差测量结果
4 端面距长度测量误差的校准实验
将使用量块、台阶规等具有端面尺寸的标准器校准得到的结果称为端面距长度测量误差(简称端面距误差)。由于用到的标准器类似,这种校准结果与传统的CMM具有很好的可比性。常见的量块主要有两种:金属量块和陶瓷量块。金属量块一般由铬锰钢或轴承钢制成,其主要成分为Fe;陶瓷量块一般由氧化锆陶瓷制成,其主要成分为ZrO2。X射线对Fe和Zr这两种元素穿透能力较弱(当射线能量为200 keV时,Fe和Zr的X射线质量衰减系数分别为0.146 cm2/g和0.224 cm2/g)[10],因此,实验用到的量块均为小尺寸量块:1 mm、5 mm、10 mm、20 mm。测量参数设置见表4。图5为两种量块的工业CT扫描重构图像。

表4 量块测量参数设置

图5 金属量块和陶瓷量块的CT扫描重构图像
从图5可以看出,随着量块长度的增加,重构得到的图像表面“噪声”越来越严重,当量块尺寸为20 mm时,几乎已经无法测量。分析原因如下:(1)金属量块和陶瓷量块的X射线的衰减系数较大,使用工业CT测量时容易产生射束硬化现象;(2)量块的边缘棱角明显,X射线穿过这些棱角时会有严重的康普顿散射效应,从而产生大量的测量噪声。
图6为1、5、10 mm量块的测量结果。两种量块的测量结果与标称值偏差都比较大,尤其是陶瓷量块,在尺寸为1 mm时,测量偏差大于0.1 mm。

图6 量块测量结果
5 结 论
实验结果表明,使用球心距和端面距校准得到的工业CT的长度测量误差差异很大,并且对于同一长度,端面距误差远大于球心距误差。
(1)基于球类等对称几何体测得的球心距误差,由于误差均化效应,标准器材料、表面形貌、探测系统等对测量结果的影响很小,因此可以将系统的尺寸测量误差与材料等其他复杂误差源进行分离并单独研究,从而为工业CT的精确量值溯源创造了条件。本文研制的小森林球标准器能够满足工业CT小测量范围内的球心距误差的校准。对于大测量范围的校准,还需研制更大尺寸的森林球标准器或其它球类标准器。
(2)使用量块校准工业CT得到的端面距误差是一种将材料等各类误差源考虑在内的综合误差,与传统CMM的测量结果有很好的可比性。但由于目前常见的金属量块和陶瓷量块X射线衰减系数较大,只有小于20mm的量块适用于工业CT的测量,且测量结果又较差,因此,需要研制由C、Al、Si等X射线衰减系数较低的元素组成的新材料量块。
]
[1] SchmittR,Niggemann C.Uncertainty inmeasurement for x-ray-computed tomography using calibrated work pieces[J].Measurement Science and Technology,2010,21(5):054008.
[2] Kruth JP,Bartscher M,Carmignato S,et al.Computed tomography for dimensionalmetrology[J].CIRP Annals-Manufacturing Technology,2011,60(2):821-842.
[3] 陈思,陈浩,李敬.一种工业CT测量精度评估方法[C]//全国射线数字成像与CT新技术.绵阳,2012,189-197.
[4] Bartscher M,Neuschaefer-Rube U,Staude A,et al.Application of an industrial CT reference standard for cast free-form shaped work pieces[C]//International Symposium on Digital Industrial Radiology and Computed Tomography,Berlin,Germany,2011,20-22.
[5] Kiekens K,Welkenhuyzen F,et al.A test object for calibration and accuracy assessment in X-ray CT metrology[C]//10th International Symposium on Measurement and Quality Control 2010.Osaka,Japan,2010.
[6] 王义旭,施玉书,高思田,等.工业CT探测尺寸误差的校准及误差分析[J].计量学报,2014,35(3):216-220.
[7] 张朝宗,郭志平.工业CT技术和原理[M].北京:科学出版社,2009,125-127.
[8] Feldkamp L A,Davis L C,Kress JW.Practical conebeam algorithm[J].Journal of the Optical Society of America A,1984,1(6):612-619.
[9] Prufstelle Testing and Certification Institute.VDI/VDE 2630,Computed Tomography in dimensionalmeasurement[S].2011.
[10]Hubbell J H,Seltzer S M.Tables of X-Ray Mass Attenuation Coefficients and Mass Energy-Absorption Coefficients from 1 keV to 20 MeV for Elements Z=1 to 92 and 48 Additional Substances of Dosimetric Interest[EB].http://www.nist.gov/pm l/data/xraycoef/index.cfm,2004.7
Exploratory Research on the Length Measuring Error Calibration of Industrial CT
SONG Xu1,SHIYu-shu2,3,SONG Xiao-ping2,LIDong-sheng1,CHEN Si-wen3,LIShi2,GAO Si-tian2
(1.College of Metrological Technology and Engineering,China Jiliang University,Hangzhou,Zhejiang 310018,China;2.National Institute of Metrology,Beijing 100029,China; 3.State Key Laboratory of Precision Measuring Technology and Instruments,Tianjin University,Tianjin 300072,China)
An exploratory research on the length measuring error calibration of industrial CT is carried out to move forward on the traceability of industrial CT in dimensionalmeasurement.The lengthmeasuring error of industrial CT can be classified to two types:sphere distance error and plane distance error.For the widely accepted sphere distance error,a tiny forest-ball is developed,and calibrated by a high precision coordinated measuringmachin.Then the tiny forest-ball is used to calibrate an industrial CT called Metrotom 1500,the sphere distance error is smaller than±2μm,and smaller than the maximum permissible error of thismachine.For the plane distance error,an exploratory experiment is conducted with steel gauge blocks and ceramic gauge blocks,and the plane distance error is out of the maximum permissible error.The experiment result shows that it is very different to calibrate the lengthmeasuring error of industrial CT by sphere distance and plane distance,and the plane distance error ismuch larger than sphere distance error when measuring a same length.
Metrology;Industrial CT;Lengthmeasuring error;Forest-ball
TB921
:A
:1000-1158(2015)03-0225-04
10.3969/j.issn.1000-1158.2015.03.01
2014-10-08;
:2014-12-01
国家重大仪器专项基金(2011YQ03011208)
宋旭(1990-),男,河北邯郸人,中国计量学院硕士研究生,研究方向为工业CT系统的量值溯源与校准。Songx@nim.ac.cn高思田为本文通讯作者。gaost@nim.ac.cn
