关于三代汽车轮毂轴承外圈沟道磨床上下料的改进
2015-08-09张振林王玉峰
张振林 王玉峰
(濮阳贝英数控机械设备有限公司,河南 濮阳 457000)
1 原上下料结构
目前国内常用的三代汽车轮毂轴承磨床上下料如图1所示,原上下料不足之处为:①油缸摆动距离长,上下料时间长;②稳定性不好,摆动过程中容易掉料;③油缸动作多,节拍慢;④换型调整零件多,调整时人为因素大,调整时间长;⑤回转油缸加工精度要求高[1]。
2 上下料的改进
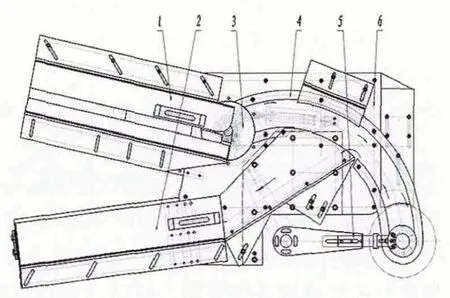
图1 原上下料示意图
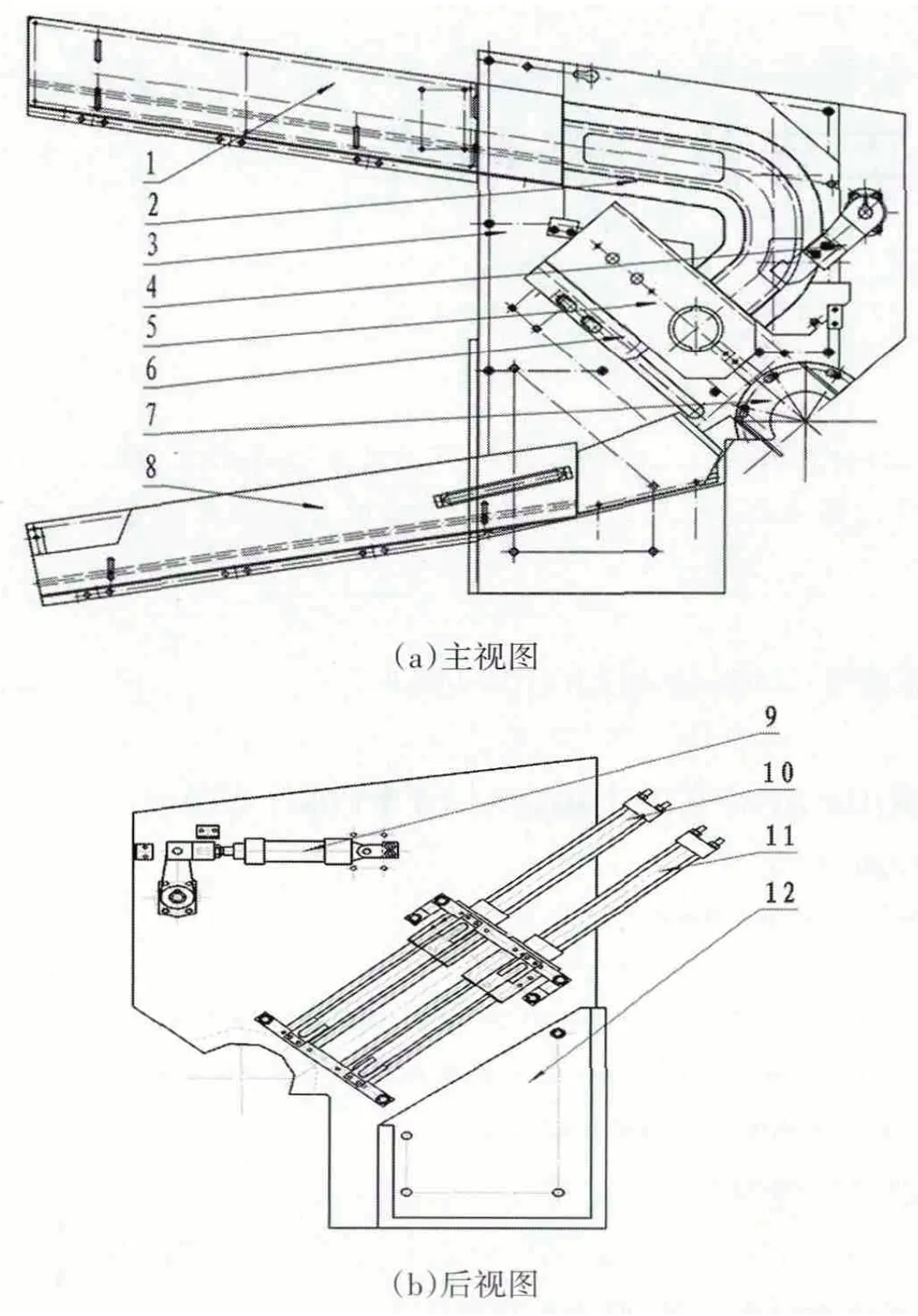
图2 改进后的上下料结构
改进后的汽车轮毂轴承单元外圈沟道磨床上下料装置主要由面板、上料道、过渡料道、下料道、分料油缸、主机械手油缸、副机械手油缸组成,上料道与过渡料道连接,过渡料道一侧设置有分料机械手,分料机械手与分料油缸连接,主机械手、副机械手位于过渡料道的尾端,主机械手与主机械手油缸连接,副机械手与副机械手油缸连接,面板上磨削工位设置有扇形板,与扇形板相应的位置设置有下料道。上料道的横切面呈倒“T”型,过渡料道呈圆弧状,且横切面呈倒“T”型,主机械手呈“∪”型。
改进后的三代汽车轮毂轴承单元外圈沟道磨床上下料装置的应用:加工件由上料道进入过渡料道被分料机械手阻挡,分料油缸工作,分料机械手动作,加工件进入主机械手“∪”型空间内并由副机械手阻挡,主机械手油缸和副机械手油缸同时动作,主机械手、副机械手油缸同步运动将加工件送入磨削工位,然后副机械手油缸回缩带到副机械手收回,分料油缸同时工作带动分料机械手动作,下一个加工件下落压在主机械手侧壁上,同时砂轮进入磨削工位开始磨削,加工完成后,砂轮退回,加工件依靠重力进入下料道,主机械手油缸缩回,主机械手缩回,压在主机械手侧壁上的加工件进入主机械手“∪”型空间内并由副机械手阻挡,再次进行磨削加工。
3 应用效果
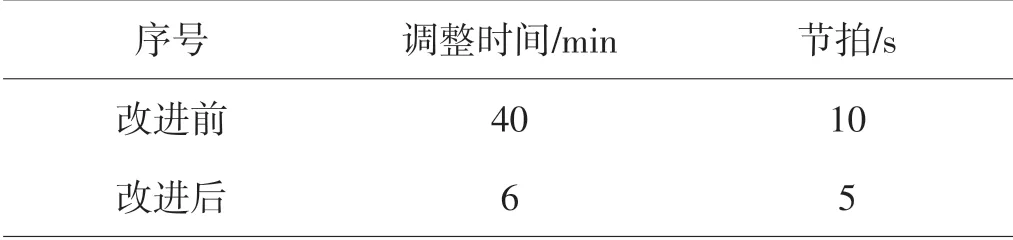
表1 改进前、改进后的调整时间测试对比min
改进后的三代汽车轮毂轴承单元外圈沟道磨床上下料,比普通的上下料装置,可以实现下料和上料不需等待时间、机械动作少、上下料速度快、稳定性强、极大减少了非加工时间,提高了机床的工作效率,改进后的上下料采用标准直线油缸,降低了成本;改进前、改进后的测试结果对比见表1;测试结果显示改进前调整时间长且时间长短不确定,跟操作者技能有关,上下料节拍时间长,改进后调整时间大大缩短,且调整时间基本相同,与操作者技能关系不大,降低了对工人操作技能的要求,上下料节拍显著减少,且通用性好,值得推广。
[1]李景涛.3MZ1420D数控轴承外圈沟道磨床摆杆式机械手[J].机械工程师,2010(09):171-172.
