水力喷射工具腐蚀原因及改进措施
2015-08-04谢刚儒王永清
谢刚儒,王永清,向 扬
开发应用
水力喷射工具腐蚀原因及改进措施
谢刚儒a,王永清b,向扬a
(西南石油大学a.石油与天然气工程学院;b.油气藏地质及开发国家重点试验室,成都610500)
水力喷射工具的腐蚀损坏问题是水力喷射压裂增产作业当中的关键问题之一。从喷嘴和喷射工具本体2个方面分别阐述了磨料射流的腐蚀机理。结合喷射工具的常见腐蚀现象,提出3个方面的措施来减缓喷射工具腐蚀,即改善喷嘴结构、提高喷射效率和使用油管射孔、环空压裂工艺,以求达到延长喷射工具使用寿命的目的。
水力喷射工具;腐蚀;措施
目前,水力喷射压裂工艺因具有能避开固井问题、不需要机械封隔、后期管柱可以按需拖动等特点而逐步成为我国增产作业关键技术之一。喷射工具的磨蚀损坏普遍存在,这已然成为制约水力喷射压裂增产工艺技术发展的关键因素,找出包含在腐蚀破坏中的确切机理,同时配合更合理的措施及工艺才能对其进行有效保护。
1 水力喷射工具损坏机理
高压、高速喷射流体流经喷嘴时对喷嘴有较强的磨蚀作用,对喷射工具本体内外部均存在腐蚀,喷射工具外部的回溅腐蚀尤为严重。下面就喷嘴腐蚀、喷射工具本体腐蚀分别进行阐述。
1.1 喷嘴腐蚀机理
磨料射流对喷嘴的腐蚀是以高速磨料粒子对喷嘴的磨损为主,包括滑动磨料磨损、冲击破碎、高应力碾碎式磨料磨损、冲蚀磨损等,对喷嘴起决定作用的是滑动磨料磨损,微切削、微变形或疲劳是喷嘴失效的主要形式。喷嘴的磨损影响因素十分复杂,目前还没有专门描述喷嘴磨蚀损坏的理论模型,只进行过相关室内试验。薛胜雄等给出的喷嘴内壁实际磨损与预期磨损的一个比较图,可以看出喷嘴入口处受到的磨蚀作用最明显,沿着喷射流体的方向磨蚀作用明显降低[1],可以通过控制合理的射流压力、磨料材质和粒度等参数以及提高喷嘴材料的硬度提高喷嘴的使用寿命。
1.2 喷射工具本体腐蚀机理
经过多次的室内试验研究并对比实际施工作业后喷射工具的实际损坏形态,喷射工具本体腐蚀通常包含以下3种[2](同时或组合存在)。
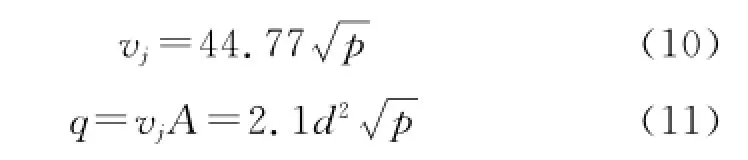
1) 喷射流体回溅腐蚀。喷射流体从喷嘴以约200 m/s高速喷出,在靶体上形成一定大小的凹坑,这个凹坑引导流体返出,产生一个反射到喷射工具外壁的高速返射流(如图1),此过程将在喷射工具本体、喷嘴周围产生一个环状腐蚀带(如图2)。
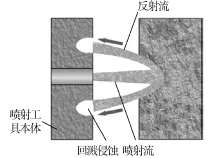
图1 回溅腐蚀示意
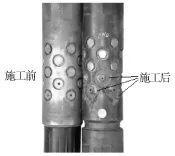
图2 回溅腐蚀实物对照
磨料射流冲击套管壁的初期属于壁面紊动冲击射流,可分为圆形自由射流区(Ⅰ区)、冲击区(Ⅱ区)、径向壁面射流区(Ⅲ区)3个流动区域[3],冲击区是自由射流区和壁面射流区的过渡区域,出现明显的弯曲,而且由于射流滞止,射流内部存在极大压力梯度。喷射工具的回溅腐蚀主要是和壁面存在一定夹角的径向壁面射流的冲蚀腐蚀,如图3所示。
磨料射流中的磨料颗粒和流体之间存在速度差,流体受到固体颗粒相对运动的阻力的反作用力是固体颗粒加速的动力。
式中:F为球形颗粒与流体阻力,N;A 为颗粒截面积,m2;uW,ua为流体、颗粒的速度,m/s;ρW为液体密度,kg/m3;CD为阻力系数,由颗粒雷诺数决定,无量纲。
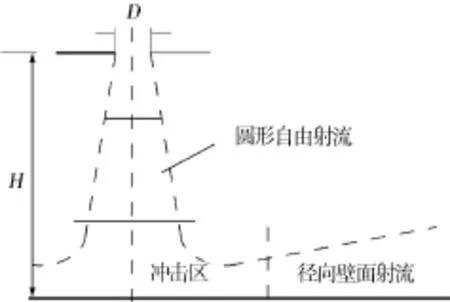
图3 径向壁面射流流动示意
图4为试验得出的阻力系数与雷诺数之间的关系曲线,反射流雷诺数在103~105时,CD几乎不变,一般可取CD=0.44~0.50。
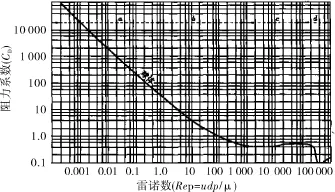
图4 CD值与雷诺数关系曲线[3]
2) 工具内过度射流腐蚀。假设喷嘴出口喷速210 m/s,油管内流面积与所有喷嘴内流面积之和的比值为10∶1,那么油管内流体流速达21 m/s,喷嘴入口处的流体转向时磨料颗粒被高速甩出,流体和磨料颗粒撞击喷嘴下方喷射工具内壁,造成损坏如图5~6所示。
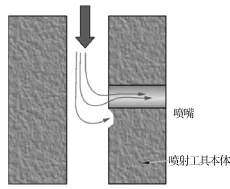
图5 过度射流腐蚀示意

图6 过度射流腐蚀实物
3) 科里奥利腐蚀。科里奥利腐蚀不如过度射流腐蚀常见。过度射流使得流体存在旋转运动的趋势,必须存在一定的管柱简谐振动,两者组合起来才会导致管内喷嘴附近沿着轴向的流体高流速环状运动,即科里奥利运动。流体旋转运动,配合磨料颗粒的碰撞冲刷,在喷射工具内部产生环状腐蚀,它的作用使得嵌入的喷嘴相对向内伸出,如图7~8所示。
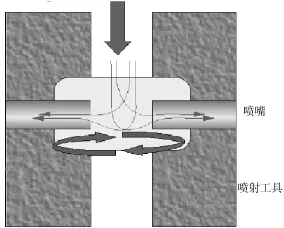
图7 科里奥利腐蚀示意

图8 科里奥利腐蚀实物
管柱简谐振动模型[4]:
内部充满流体等截面直管,受振动载荷时流体满足一维波动方程:

考虑流体附加液动压力连续油管柱纵向振动方程:

式中流体附加质量:

对以上方程求解可以得到连续油管振动频率方程,再对x求导可得振动载荷:

式中:p为液动压力,MPa;uk为声波时速,m/s;Eν为弹性模量,207 GPa;Ad为油管横截面积,cm2;μn为流体黏度,mPa·s;ρf为流体密度,g/cm3;ωn为油管固有频率,Hz;Ai为油管内径截面积,cm2;Di为油管内径,cm;l为油管段长,m。
从以上可以看出,当管柱振动频率和油管柱固有频率相近时,会加剧油管柱的振动,一方面喷嘴附近流体在管柱简谐振动的扰动作用下导致科里奥利腐蚀;另一方面,随着油管柱振动频率的升高,造成的动载荷越大,对管柱的破坏作用越大。
2 喷射工具损坏减缓措施
自1998年Surjaatmadja提出水力喷射压裂相关概念[5]开始至今的十几年中,水力喷射工具腐蚀的减缓及防护一直贯穿其中,其中包括工具材料表面硬度的提高[6],工具结构的改善,新工具的研发,工艺措施的改进等,下面就喷射工具结构、喷射效率、工艺措施3方面进行阐述。
2.1 喷射工具结构的改善
从起初简单的喷射工具中钻孔到硬度更高的碳化喷嘴插入工具当中,国外普遍采用的是在喷射工具本体之上进行螺旋型布孔,在设计要求的位置安置喷嘴,其他位置采用盲堵封闭,喷嘴通过螺纹与喷射工具本体相连[7],这样的设计更换喷嘴方便、简单,而且可以对喷嘴的排列组合进行随时修改,如图9~10所示。
由于技术保密等原因,国外文献对喷嘴的内部结构的表述基本没有,中国石油大学(北京)李根生等通过理论分析及大量试验研制出了水力喷射工具,已在国内部分油气田企业得到了应用,通过优选得出了目前常用的圆锥带圆柱出口段喷嘴[8]结构如图11所示。

图9 喷射工具实物

图10 带螺纹喷嘴

图11 磨料射流喷嘴结构
喷嘴出口内外2个截面采用伯努利方程:

连续性方程:
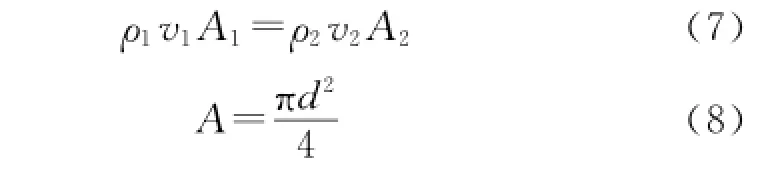
忽略2个截面间高度差,同时假设进出口密度不变,由式6~8可得:
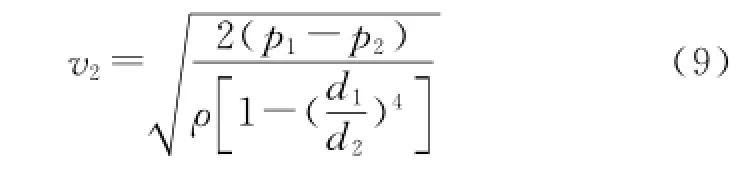
李更生[9]等假设p1>>p2,(d1/d2)4<<1, ρ=998 kg/m3,简化理论射流流速表达式:
式中:u1为喷嘴出口截面内流速,m/s;u2为喷嘴出口截面外流速,m/s;uj为简化理论射流流速,m/s;p1为喷嘴出口截面内压力,MPa;p2为喷嘴出口截面外压力,MPa;p为喷嘴入口和出口压力差,MPa;q为理论流量,m3/s;d为喷嘴直径,m;ρ为喷射流体密度,kg/m3。
李根生等根据计算及相关标准,确定了喷嘴长度为16 mm、出口直径6 mm、圆锥角60°等结构参数。
2.2 喷射效率的提高
射流切割效率的提高可以迅速缩短喷射时间,从而大幅缩短喷射工具暴露在回溅射流中的时间,同时还可以降低射流切割成本。大量试验结果表明,质量冲蚀率受射流入射角的影响较为明显,对于塑性材料来讲,入射角为20~30°时质量冲蚀率出现最大值[5]。
Surjaatmadja等人设计了1个喷射工具[2],它的喷嘴在径向存在5~10°的夹角,通过室内测试试验,结果非常好,过去需要几分钟的切割只用了几秒,平均切割时间缩短了2/3以上。
喷射效率提高的同时,喷射工具外部回溅腐蚀问题变得更加严重,回溅射流“切割”得更深、更集中,而且具有明显的方向性,如图12所示。
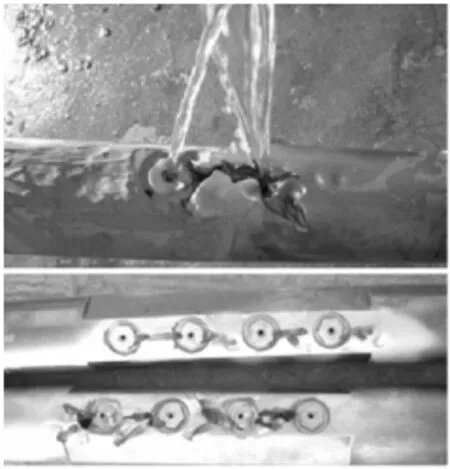
图12 带角度喷嘴回溅腐蚀实物
Surjaatmadja改变了将小喷嘴插入大而且重的工具本体的传统做法,制造大且重的喷嘴插入薄且质量轻的工具本体。改进后的工具内部采用硬化合金材料整体加工,在本体上按照要求钻成具有一定的角度和大小的喷嘴,外壁牺牲材料体较软,这样使得工具具有较高喷射效率的同时,喷射回溅流体在冲蚀完牺牲材料后将遇到更坚硬、更耐用的本体。室内试验在31 MPa喷嘴压降、通过22.5 t支撑剂情况下形成有效切割只需要3~7 min(常规作业需要30~60 min),在整个工作过程中发生了回溅腐蚀,但磨蚀量实际上比传统工具遭受到的磨蚀程度大幅减小,如图13所示。

图13 经过严重室内试验测试后的喷射工具
2.3 工艺措施的改进
主要采用的是油管水力喷砂射孔、环空压裂[HydrajetPerf-AnnulusPath(HPAP)]的方法[8-12],这样做的好处有4点:
1) 大幅降低水力喷射时间,延长喷射工具的使用寿命。
2) 地面泵注设备不需要一直保持高压,减少故障的可能性。
3) 环空截流面积大,更有利于携砂,防止早期脱砂。
4) 环空升压至接近地层破裂压力和延伸压力,利用水力喷射及水力增压控制地层裂缝的起裂和延伸,改善了其准确性和有效性,水力喷砂射孔可以有效降低地层破裂压力和延伸压力。
3 结论
1) 通过调研国内外水力喷射工具研究现状,分析得出造成水力喷射工具腐蚀损坏的主要原因是喷射流体回溅腐蚀,且主要发生在射开套管的几分钟内。国外学者转变将耐磨性高的喷嘴嵌入喷射工具本体当中的传统设计理念,反其道而为之,试验效果很好。
2) 通过观察大量喷射工具本体的腐蚀情况,腐蚀集中在喷嘴周围一定直径范围内的环形区域内,在喷嘴的出口端面上增加一个和喷嘴材料相同的“盘”形防护板,在很大程度上可以减缓腐蚀。
3) 喷嘴普遍采用的是圆柱段出口,已有学者提出在喷嘴圆柱段入口和出口分别加工圆弧形倒角[11]以降低喷嘴内部磨损并提高喷射流体利用效率的目的,建议进行相关的试验论证。
4) 关于反射流模型的研究很少,回溅腐蚀的区域主要依靠现场经验进行判定;磨料脉冲射流相比连续射流切割效率高很多,磨料脉冲射流喷嘴在水力喷射压裂应用是今后的研究方向。
[1] 薛胜雄,黄汪平,陈正文.高压水射流技术与应用[M].北京:机械工业出版社,1998.
[2] Surjaatmadja J B,Bezanson J,Lindsay S D,et al.New Hydra-Jet Tool Demonstrates Improved Life for Perforating and Fracturing Applications[C]//SPE/ICo TA Coiled Tubing andWell Intervention Conference and Exhibition.Society of Petroleum Engineers,2008.
[3] 董志勇.射流力学[M].北京:科学出版社,2005.
[4] 蔡亚西,施太和,王幼金.连续油管柱振动分析[J].西南石油学院学报,1998,20(1):59-60.
[5] 付钢旦,李宪文,任勇,等.水力喷砂射孔参数优化室内试验研究[J].特种油气藏,2011,18(3):97-99.
[6] 吴奇,朱天寿.水平井水力喷砂分段压裂技术[M].北京:石油工业出版社,2013.
[7] McDaniel BW,Jim Surjaatmadja.Using Hydrajetting Applications inHorizontal Completions to Improve Hydraulic Fracturing Stimulations and Lower Costs [C]//International PetroleumTechnologyConference,2009.
[8] 杨光炼,潘勇,骆晓雪.水力喷射工具的研究及开发[J].钻采工艺,2013,36(2):90-92.
[9] 李更生,黄中伟.水力喷射压裂理论与应用[M].北京:科学出版社,2011.
[10] Surjaatmadja J B,East L E,Luna J B,et al.An effective hydrajet-fracturing implementation using coiled tubing and annular stimulation fluid delivery[C]//SPE/ICoTA Coiled Tubing Conference and Exhibition.Society of Petroleum Engineers,2005.
[11] McDaniel B W,Surjaatmadja J B,East L E.Hydrajet (Abrasive)Perforating Can Improve Success of Fracturing Stimulations[C]//International Petroleum Technology Conference,2008.
[12] 任勇,赵粉霞,王效明,等.水力喷射工具地面模拟试验[J].石油矿场机械,2011,40(8):46-49.
Mechanism of Damage and Protection of Hydrajet Tool
XIE Gangrua,WANG Yongqingb,XIANG Yanga
(a.College of Oil and Gas Engineering;b.State Key Laboratory of Oil and Gas Reseruoir Geology and Exploration,Southwest Petroleum Uniuersity,Chengdu 610500,China)
Corrosion damage of hydrajet tool is one of the key problems of hydraulic fracturing stimulation.Abrasive jet corrosion mechanism in two aspects of nozzle and hydraje tool body are expounded in this paper.Combined with common hydrajet tools’corrosion-site construction,it proposed three measures to mitigate tool corrosion.That is,improving the nozzle structure,enhancing the jetting efficiency and using Hydrajet Perf-Annulus Path fracturing process to prolong the life of the jetting tool.
hydrajet tool;corrosion;measure
TE934.207
B
10.3969/j.issn.1001-3482.2015.02.012
1001-3482(2015)02-0055-05
2014-08-14
谢刚儒(1987-),男,重庆人,硕士研究生,主要研究方向为水力喷砂射孔完井,E-mail:13488984673@163.com。
