白炭黑加工改质剂ATE-W在全钢载重子午线轮胎胎面胶中的应用
2015-07-31陈慧
陈 慧
(江苏爱特恩高分子材料有限公司,江苏 常州 213164)
白炭黑部分或全部替代炭黑用于绿色轮胎胎面胶中,可以降低轮胎的滚动阻力、提高轮胎的抗刺扎性能、抗崩花掉块性能和抗湿滑性能[1-2]。白炭黑虽然赋予胎面胶良好的性能,但由于其分子极性强,与烃类橡胶分子相容性差,在胶料中不易分散,加工性能差,因此其在胎面胶中的应用受到很大的限制。
为了提高白炭黑在胶料中的分散性和加工性能,国内外对白炭黑进行了预分散处理、超细纳米化处理、改性处理的研究,开发了提高白炭黑分散性的加工助剂,例如德国S&S公司的白炭黑分散剂EF44(脂肪酸酯和锌皂与各种表面活性剂的混合物)、德国莱茵公司的白炭黑分散剂ST(特殊锌皂、烃类与填料的混合物)和GT(特定相对分子质量分布的脂肪酸锌皂)、我国阳谷华泰化工股份有限公司的白炭黑分散剂HST、江苏爱特恩高分子材料有限公司的白炭黑加工改质剂ATE-W等。
白炭黑加工改质剂ATE-W的主要成分是经表面处理过的具有层叠交织网状结构的有机酸酯分子,可明显改善白炭黑胶料的加工性能,提高白炭黑在胶料中的分散性。本工作主要研究白炭黑加工改质剂ATE-W在全钢载重子午线轮胎胎面胶中的应用。
1 实验
1.1 主要原材料
丁苯橡胶(SBR),牌号1712,充高芳烃油37.5份,中国石化齐鲁石油化工公司产品;白炭黑,确成硅化学股份有限公司产品;白炭黑分散剂ST,德国莱茵化学公司产品;白炭黑加工改质剂ATE-W,江苏爱特恩高分子材料有限公司产品。
1.2 主要设备和仪器
XSM-1/10~120型密炼机,大连大通伟业橡塑机械有限公司产品;GK270型密炼机,益阳橡胶塑料机械集团有限公司产品;XSK-160型开炼机,上海第一橡胶机械厂产品;900×900三层平板硫化机,青岛嘉瑞橡胶机械有限公司产品;GT-7080-S2型门尼粘度计、GT-M2000-A型密闭模硫化仪和GT-7012-D型阿克隆磨耗试验机,台湾高铁科技股份有限公司产品;JSM670F型扫描电子显微镜(SEM),日本电子株式会社广州事务所产品;AGS-5KN型拉力试验机,珠海市三思泰捷电气设备有限公司产品;DMA242型动态热力学分析仪,北京清大智杰科技有限责任公司产品。
1.3 配方
1.3.1 小配合试验
T1配方:天然橡胶(NR)/丁苯橡胶(SBR),30/96.25;白炭黑,65;炭黑N330,6;氧化锌,5;硬脂酸,2;偶联剂Si69,6.5;防老剂4020和RD,3;防护蜡,1;操作油,6;硫黄和促进剂D/CZ,5;其它,4;合计,229.75。
T2配方:白炭黑分散剂ST,3;其余组分同T1配方;合计,232.75。
T3配方:白炭黑加工改质剂ATE-W,3;其余组分同T1配方;合计,232.75。
1.3.2 大配合试验
A1配方:NR/SBR1712,30/96.25,炭黑N330,45;白炭黑,10;氧化锌,5;硬脂酸,2;偶联剂Si69,1;防老剂,3;其它,8.5;合计,200.75。
A2配方:白炭黑加工改质剂ATE-W,3;其余组分同A1配方;合计,203.75。
1.4 混炼工艺
1.4.1 小配合试验
胶料混炼采用3段工艺进行,一段和二段混炼在XSM-1/10~120型密炼机中进行,转子转速为60 r·min-1,三段混炼在开炼机上进行。为了达到理想的效果,白炭黑、白炭黑分散剂和偶联剂应在其它配合剂之前加入,以防止其它配合剂占据白炭黑表面而使其活性受到影响或被其它配合剂吸收。
一段混炼工艺为:生胶→1/2白炭黑、1/2偶联剂、1/2操作油、白炭黑分散剂、硬脂酸→剩余1/2白炭黑、剩余1/2偶联剂、剩余1/2操作油、氧化锌、防护蜡、防老剂→排胶(温度135~140 ℃)→停放24 h;二段混炼工艺为:一段混炼胶排胶(温度135~140 ℃)→停放24 h;三段混炼工艺为:二段混炼胶→硫黄和促进剂→薄通→下片。
1.4.2 大配合试验
胶料混炼采用2段工艺进行。一段、二段和三段混炼均在GK270型密炼机中进行,一段和二段混炼转子转速为40 r·min-1;三段转子转速为20 r·min-1。一段混炼工艺为:生胶→小料→白炭黑、2/3炭黑→操作油→排胶(温度155~165 ℃)→停放4~8 h;二段混炼工艺为:一段混炼胶→剩余1/3炭黑→排胶(温度135~140 ℃)→停放4~8 h;三段混炼工艺为:二段混炼胶→硫黄和促进剂→排胶(温度不高于105 ℃)→停放4~8 h。
1.5 性能测试
用流变仪测试混炼胶的注入速率,用动态热力学分析仪测试硫化胶的动态力学性能,用SEM观察白炭黑在胶料中的分散情况,胶料其它性能按照相应国家标准测试。
2 结果与讨论
2.1 理化分析
白炭黑加工改质剂ATE-W的理化性能如表1所示。
从表1可以看出,白炭黑加工改质剂ATE-W的理化性能符合企业标准要求。

表1 白炭黑加工改质剂ATE-W的理化性能
2.2 小配合试验
小配合试验胶料性能见表2。
从表2可以看出:与T1配方胶料相比,添加白炭黑分散剂ST的T2配方胶料和添加白炭黑加工改质剂ATE-W的T3配方胶料的门尼粘度较小,注入速率较快,密炼机能耗较小;T3配方胶料加工性能略优于T2配方胶料,这是由于白炭黑加工改质剂ATE-W中的有机羧酸酯具有良好的塑解性、润滑性以及与橡胶的相容性。
从表2还可以看出:与T1配方胶料相比,T2配方和T3配方胶料的ML较小,这与胶料的门尼粘度较小相对应;MH相当,t10和t90略长;硬度、定伸应力和拉伸强度略低,但相差不大;拉断伸长率和撕裂强度较大,阿克隆磨耗量略小,生热较低;0 ℃时的tanδ较大,60 ℃时的tanδ较小,说明胶料的抗湿滑性能较好,滚动阻力较低。
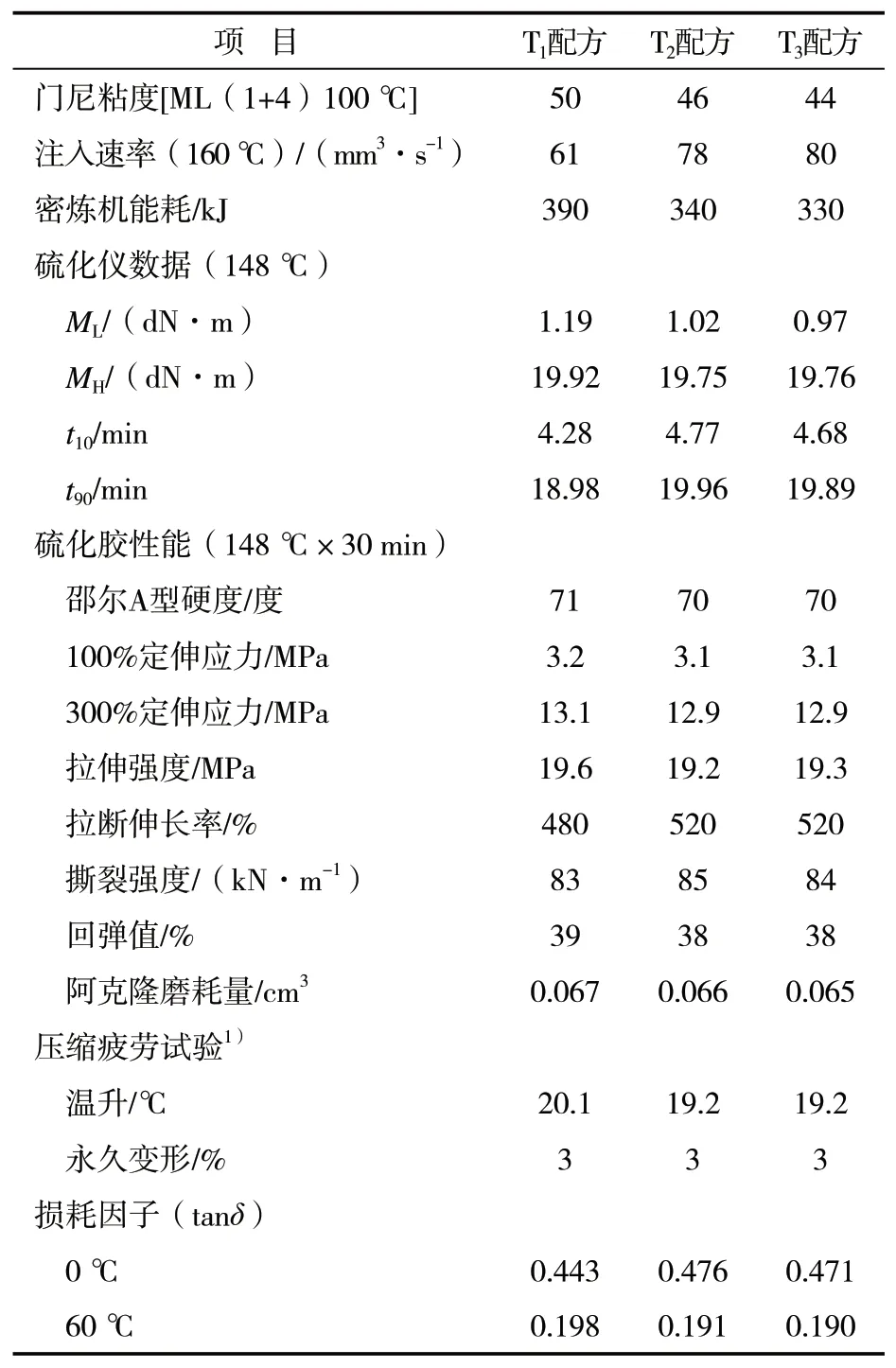
表2 小配合试验胶料性能
3种小配合试验胶料的SEM照片(放大3000倍)如图1所示。从图1可以看出:T1配方胶料中有多个未分散的白炭黑颗粒,添加白炭黑分散剂ST的T2配方和添加白炭黑加工改质剂ATE-W的T3配方胶料白炭黑分散性较好;与T2配方胶料相比,T3配方胶料的白炭黑分散性更好,即白炭黑加工改质剂ATE-W明显改善了白炭黑颗粒在胶料中分散不均而产生的结团现象,这是由于白炭黑加工改质剂ATE-W中的羧酸基团对橡胶具有良好的浸润性,降低了白炭黑的极性,使强极性物质在非极性橡胶中稳定分散,提高了其在白炭黑和橡胶界面的乳化分散功能。
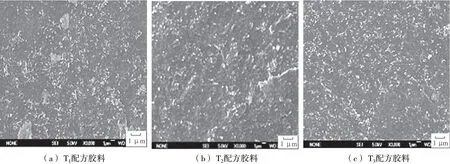
图1 小配合试验胶料白炭黑分散的SEM照片
2.3 大配合试验
大配合试验胶料性能见表3。
从表3可以看出:与A1配方胶料相比,添加白炭黑加工改质剂ATE-W的A2配方胶料门尼粘度较小,ML,MH,t10和t90相当;硬度、定伸应力和拉伸强度相当,拉断伸长率和撕裂强度较大,阿克隆磨耗量较小,耐热空气老化性能略好。大配合试验结果与小配合试验结果基本相同。
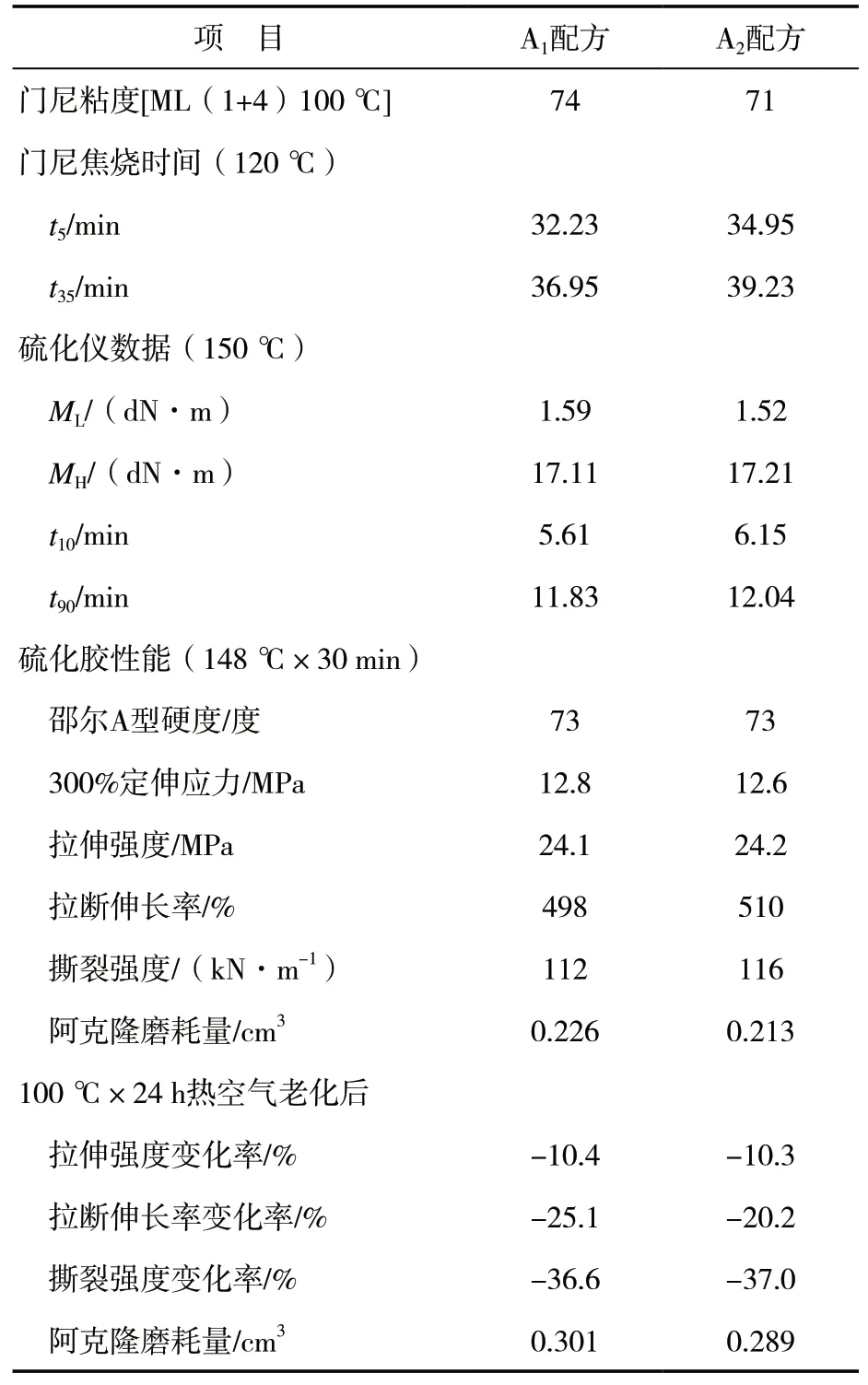
表3 大配合试验胶料性能
2.4 成品轮胎性能
用A2配方胶料试制10.00R20 16RP全钢载重子午线轮胎,并按照GB/T 4501—2008进行成品性能试验,结果见表4。
从表4可以看出,试验轮胎的强度性能和耐久性能均比生产轮胎略好,完全能满足国家标准的要求。
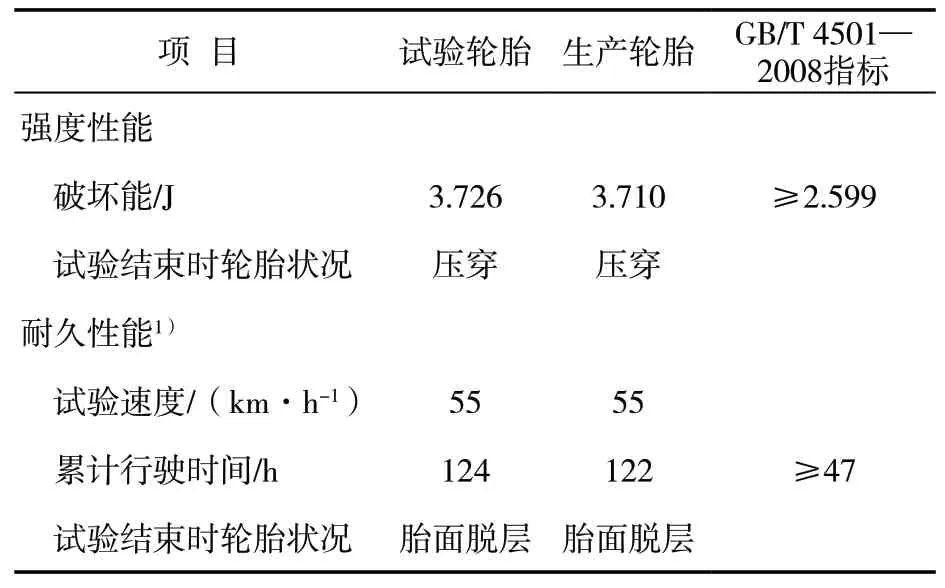
表4 成品轮胎性能试验结果
3 结论
(1)白炭黑加工改质剂ATE-W能有效降低胶料混炼能耗,减小胶料门尼粘度,提高胶料流动性,从而提高胶料的注入速率和混炼效率。
(2)添加白炭黑加工改质剂ATE-W的胶料白炭黑分散性更好,拉断伸长率和撕裂强度较大,阿克隆磨耗量较小,生热较低,抗湿滑性能较好,滚动阻力较低。
(3)添加白炭黑加工改质剂ATE-W胎面胶试制的成品轮胎强度性能和耐久性能略好,完全能满足国家标准的要求。
参考文献:[1] 潘广丽,董彩丽,于国鸿.加工助剂在白炭黑胎面胶
中的应用[J].轮胎工业,2004,24(9):535-538.[2] 江畹兰.添加加工助剂改善填充胶料的加工性能[J].
世界橡胶工业,2004,31(4):16-18.