电力金具产品冲弯过程定位工装的研制与分析
2015-07-29王荣华党宁鸽郭青勤曹亚苗
王荣华 党宁鸽 郭青勤 曹亚苗

摘 要:随着输变电电压等级的提高,对电力金具的质量提出了更高的要求。作者着重介绍了几种产品冲弯过程定位新旧加工工艺的优缺点,曲柄连杆机构是此工装研制的重中之重,它对工装的正常工作和使用寿命有很大影响,如何解决在生产实践中遇到的新问题,以及新工艺的采用带来的良好经济效益。
关键词:电力金具;冲弯;定位工装;曲柄连杆机构;研制
1 综述
工装——顾名思义即专门为保证特定机械零部件或整批生产加工制造过程顺利进行而专门设计制造的辅助机械构件、模具、工具、检具或设备的机械制造工艺装备。金具中的U型环、U型螺丝及U型挂板等都是电力行业中经常用到的连接金具,他们可以与塔连接使用,材料大多采用Q235,使用量非常大。由于金具本身的结构特点,在加工过程中需要大量的冲弯工序,在日常生产过程中,冲弯定位工装使用尤为重要。在老的操作模式中,冲弯时的定位方法:U型环、U型螺丝及U型挂板的弯型过程靠一端定位,在于产品的总长一致性不好的情况下,弯出来的产品有可能就存在两边不对称、错边错孔等情况,这样就出现质量问题或者需要返工。为了提高工作效率和产品质量,经过多次研究和攻进,成功制作了曲柄连杆机构定位工装,可以准确找到产品的中心,两边同时向中间定位,在产品总长一致性不太好的境况下,也可大大提高产品的对称度,提高产品质量,减轻矫型过程中的工作量。
2 曲柄连杆机构工作原理与工作条件
曲柄连杆机构是本定位工装实现工作循环、完成能量转换,用来传递力和改变运动方式的动力传动机构。曲柄的转动通过连杆的平面运动转化为同一运动平面内的另外一个转动。曲柄连杆机构的作用是在发动机做功行程,把嫩料嫩烧后气体作用在活塞顶上的燃气压力,转变为曲轴的旋转转矩,以便对外做功。曲柄连杆机构是在高温、高压、高速和有化学腐蚀的条件下工作的,由于曲柄连杆机构是在高压下作变速运动,因此,它在工作中的受力情况很复杂,其中主要有气体、作用力、运动质量的惯性力、旋转运动件的离心力以及相对运动件的接触表面所产生的摩擦力等。
3 曲柄连杆机构定位工装工作原理
曲柄连杆定位工装工作原理如右图所示。
该工装主要有基本工装、曲柄连杆机构、底板座三大部分组成,基本工装8和座板9焊合而成,两个支架板6、7分别开有导向槽长孔,曲柄连杆机构和底板座通过螺栓紧固在一起。曲柄连杆机构由工件1、2、3、4、5组成,分别由螺栓连接,便于运动和拆卸。
在工作时,扳动操纵手柄1,曲柄连杆机构开始运动,推动4和5分别向中间和两边运动,将被加工件放入基本工装8上,然后再动操作手柄,夹紧工件,就可以很准确的冲弯工件,这种加工方式操作灵活方便,工作效率高。对于不同长度的工件,可通过扳动手柄1让4和5向两边移动进行调整,这样就不会出现冲弯出来的产品两边不对称。
4 工艺特点分析
曲柄连杆定位是一种高效金具冲弯成型工装,它是部分电力金具冲弯定位技术的发展,又称为特殊冲弯定位。具有如下突出的工艺特点和优点。①工作载荷小。由于是两边同时向中间定位,工作载荷很小。②设备重量轻。由于工作载荷小,所以设备重量轻、体积小及投资低。③生产率高。定位可以大大提高产品的对称度,减轻矫型过程中的工作量。④产品精度高。产品尺寸精度高、表面粗糙度小,尺寸波动小,产品质量好、合格率高,具有显著的节材效果。⑤生产成本低。由于生产效率高,节省材料及能源,金具变形量小,因此工装寿命高,以及设备折旧费也比较低等,使产品成本平均下降27%左右。⑥易于实现机械化、自动化生产等。
5 关键技术点
5.1 曲柄连杆机构自身的设计及加工。
5.2 曲柄连杆结构与现有冲弯工装的结合。
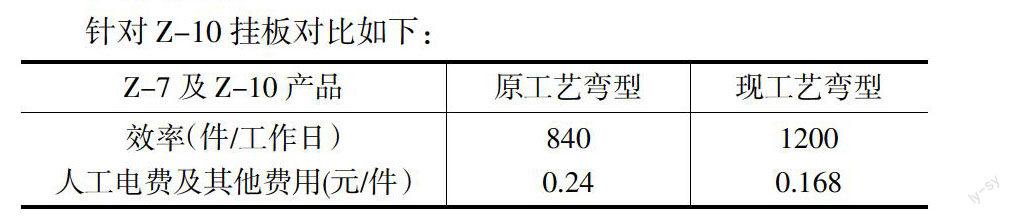
6 成本分析
针对Z-10挂板对比如下:
[Z-7及Z-10产品\&原工艺弯型\&现工艺弯型\&效率(件/工作日)
人工电费及其他费用(元/件)\&840
0.24\&1200
0.168\&]
7 實施效果
Z-7与Z-10产品2012.1.1-2012.12.31生产情况如下:
Z-7共生产27002件;
Z-10共生产10400件。两种产品共37402件。
用原来工艺共需要46.52天生产完。
弯型及人工费用共为:46.52X9X8+0.24X37402=11721.6元。
现在工艺共需要31.17天生产完。
弯型及人工费用共为:31.17X9X8+0.168X37402=8527.8元。
共节约费用=11721.6-8527.8=3193.8元。
总结:针对Z-7及Z-10产品按2012年一年产量计算,共可以节约成本3193.8元。此工装冲弯的产品对称性好,加工位置符合要求,在实际生产中得到了很好的推广和应用。
8 小结
通过对此工装的分析、研究和总结,认为在冲弯金具的生产过程中,采用曲柄连杆机构定位工装是可行的,而且非常合适,因其具有干出的产品高效节能、质量稳定、合格率高,并且工装寿命长、操作简便、经济效益显著等优点,相信曲柄连杆结构与现有冲弯工装的结合,将会焕发新的光彩。
参考文献:
[1]谭本忠.汽车发动机构造与维修图解教程[M].北京机械工业出版社,2008.3.
[2]张荣清.模具设计与制造[M].高等教育出版社,2002.
[3]吕思科,周宪珠.机械制图[M].北京理工大学出版社,2008.8.
[4]濮良贵,纪名刚.机械设计[M].高等教育出版社,2006.5.
[5]董吉谔.电力金具手册[M].中国电力出版社,2010.1.
作者简介:王荣华,男,1985.10.29,陕西西安,助理工程师,学士,机械设计制造及其自动化,技术设计与制造。
