三元乙丙橡胶汽车门框密封条析出物分析与胶料配方优化
2015-07-29郝伟刚李春雷赵文婧张宝正
郝伟刚,姚 松,李春雷,赵文婧,张宝正
(1.诺博橡胶制品有限公司,河北 保定 072550;2.长城汽车股份有限公司技术中心,河北 保定 071000;3.河北省汽车工程技术研究中心,河北 保定 071000)
汽车密封条是一种特殊的密封制品,其利用高弹性与车身为主的耦合体组合,以实现介质密封(如防水、防尘、挡风)和环境隔离(如减振、降噪、保温、隔热)。不同汽车密封条装配于车身不同部位,以独立元件形式发挥作用,性能各异[1]。随着汽车工业的发展,人们对汽车饰件的功能提出了更高的要求。汽车密封条不仅应具有密封性,还应具有装饰作用,达到美观要求(如植绒和喷涂)[2]。经喷涂的汽车密封条表面应光滑、均匀、洁净且无色差,不能出现气泡、起皮、堆积、斑点以及影响密封性的伤痕等质量缺陷[3]。
我公司制备的一款与中档运动型多用途汽车配套的三元乙丙橡胶(EPDM)汽车门框密封条(表面喷涂亚光黑色喷涂材料),在冬季存储超过10 d 后,密封条表面析出大量白色蜡状物质。密封条刚生产时未发生该现象,但随着存储时间延长,析出物逐渐增多,严重影响产品的外观和质量。
本工作分析EPDM 汽车门框密封条表面析出物产生的原因,探讨密封条胶料配方改进方案,为解决此类问题提供借鉴经验。
1 实验
1.1 原材料
三元乙丙橡胶(EPDM),牌号S552,韩国SK综合化学公司产品;活性氧化锌,牌号630,台湾陆昌化工有限公司产品;硬脂酸,牌号SA-1801,嘉里油脂化学工业(天津)有限公司产品;加工助剂L-24,昆山亚特曼化工有限公司产品;聚乙二醇(PEG-4000),天津鹏升精细化工有限公司产品;石蜡油,牌号P-3002,北京艾迪尔复合材料有限公司产品;硫化剂S-80,台翔橡胶(深圳)有限公司产品;吸湿剂GR,德国Kettlitz-Chemie 公司产品;喷涂材料WT-91-023,斯塔尔(苏州)精细化工有限公司产品。
1.2 主要设备与仪器
160 L 密炼机,大连橡胶塑料机械股份有限公司产品;22 英寸(558.8 mm)和24 英寸(609.6 mm)开炼机,威福兴机械(上海)有限公司产品;YS-75-150D 型密炼机、YS-MR-18 型和YSMR-22 型开炼机,宜兴阳昇机械有限公司产品;Φ90/Φ75 挤出机,北京天朗橡塑设备有限公司产品;TENSOR 27 型红外光谱仪,德国布鲁克光谱仪器公司产品。
1.3 胶料配方
经测试,确定密封条析出物的熔点在50~55 ℃之间。加热密封条至60 ℃以上时,析出物消失。密封条胶料中加工助剂L-24 的熔点为49~55 ℃,PEG-4000 的熔点为50~60 ℃,与析出物熔点接近。同时进一步分析,EPDM 为非极性橡胶,其与配合剂和极性橡胶的相容性较差,加工性能不佳,因此在EPDM 胶料中常添加加工助剂。加工助剂L-24主要起润滑作用,与EPDM 不相容,其通过迁移到胶料表面产生润滑效果,以改善胶料的挤出和注射成型性能[4]。因此,本研究考察加工助剂L-24 和PEG-4000对密封条析出物的影响。胶料配方见表1,1#配方为生产配方,添加加工助剂L-24 和PEG-4000,2#配方未添加加工助剂L-24,3#配方未添加PEG-4000。

表1 胶料配方 份
1.4 制备工艺
胶料混炼分4 段进行。
一段混炼在160 L 密炼机中进行混炼,密炼室初始温度80 ℃,转子转速40 r·min-1。混炼工艺为:生胶、氧化锌、硬脂酸、加工助剂L-24、PEG-40002/3 填料与61 份石蜡油,转子转速降至30剩余1/3填料和30份石蜡油→排气(120℃)→排胶(150 ℃)。
二段混炼在558.8 mm 与609.6 mm 开炼机上进行。混炼工艺为:一段混炼胶→在609.6 mm 开炼机上薄通在558.8 mm 开炼机上混炼均匀→下片→停放待用。
三段混炼在YS-75-150D 型密炼机中进行,密炼室初始温度50 ℃,转子转速32 r·min-1。混炼工艺为:1/2 二段混炼胶硫化剂和促进剂→剩余1/2 二段混炼胶排气→排胶(80 ℃)。
四段混炼在YS-MR-18 型与YS-MR-22 型开炼机上进行。混炼工艺为:三段混炼胶在YSMR-22 型开炼机上混炼下片→在YS-MR-18型开炼机上混炼均匀→停放4 h。
混炼胶在Φ90/Φ75 型挤出机中挤出,再进行微波硫化、热风硫化、水冷、等离子处理、喷涂、固化、冷却、打码、打孔、收容,制成密封条。
1.5 性能测试
红外光谱测试按照JY/T 001—1996 进行,胶料物理性能测试按照相应国家标准进行。
2 结果与讨论
2.1 红外光谱分析
在8 ℃下停放15 d 后,1#配方和3#配方胶料表面析出白色蜡状物质,2#配方胶料表面无析出物。对加工助剂L-24、PEG-4000、喷涂材料以及1#配方和3#配方胶料的析出物这5 种试样进行红外光谱测试。5 种试样的红外光谱如图1~5 所示。
从图1~5 可以看出:1#配方与3#配方胶料析出物的光谱吸收峰基本吻合,可以推断2 种析出物的组分基本一致;析出物与加工助剂L-24 光谱 在波 数2916 cm-1,2848 cm-1和1463 cm-1附近出现—CH2吸收峰,在波数719 cm-1附近出现吸收峰;析出物与喷涂材料光谱在波数1261 cm-1和2962 cm-1附近出现—CH3吸收峰,在波数1092 cm-1和1018 cm-1附近出现S—O—Si吸收峰,在波数799 cm-1附近出现Si—C 吸收峰;析出物与PEG-4000 光谱的吸收峰差别较大。

图1 加工助剂L-24 的红外光谱
因析出物取样时采用壁纸刀片刮密封条表面,试样会携带部分喷涂材料。通过红外光谱分析,可以推断析出物组分为加工助剂L-24 与少量喷涂材料的混合物,不含PEG-4000。
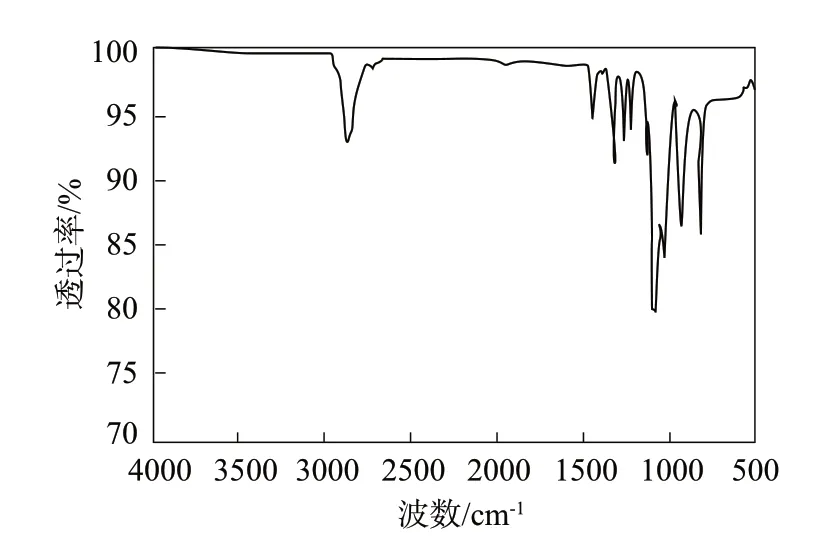
图2 聚乙二醇PEG-4000 的红外光谱

图3 喷涂材料的红外光谱

图4 1#配方胶料析出物的红外光谱
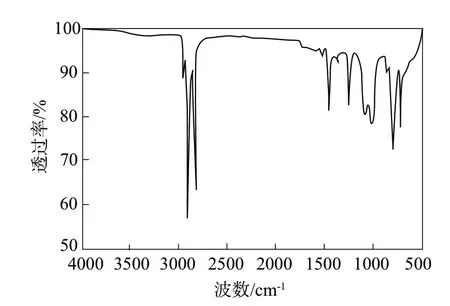
图5 3#配方胶料析出物的红外光谱
2.2 配方改进
根据上述结果,本工作对密封条胶料配方进行了改进,将1#配方的加工助剂L-24 用量由4 份减至2 份。配方改进前后胶料性能见表2。
从表2 可以看出:与改进前配方胶料相比,改进后配方胶料硫化特性相当,物理性能和耐热老化性能变化不大,均满足企业标准要求;改进后配方胶料在室温下停放30 d 后表面无任何析出物。经多次试生产,改进后配方胶料制备的密封条在停放和使用中均未出现析出物。

表2 配方改进前后胶料性能
3 结语
对于使用加工助剂L-24 的EPDM 汽车门框密封条的胶料,在满足混炼工艺要求的情况下,建议加工助剂L-24 的用量不超过2 份,或与润滑剂并用,以避免单一加工助剂过量而导致析出。
