自动化隧洞衬砌混凝土预制管片生产线选型研究及应用
2015-07-25陈胜莲
陈胜莲
(山西省水利建筑工程局 山西太原 030006)
0 引言
近年来,随着超长隧道TBM掘进技术和地铁盾构技术的推广应用,混凝土预制管片作为护盾式掘进机配套施工工艺,具备以下特点:①实现了掘进和支护同时进行,加快了掘进进度,提高了TBM工作效率,TBM月平均进尺可达600~800 m(最高日进尺可达113 m);②施工安全、环境好,TBM施工作业工作人员始终在护盾和已衬砌的管片的保护下有效地进行;③成洞条件好,衬砌面光滑平整。
国内甘肃引大入秦、山西省万家寨引黄工程、新疆达坂工程、青海引大济湟工程、甘肃引洮工程、陕西省引红济石工程、山西省中部引黄工程、晋中东山供水工程以及国内大中城市地铁项目中大量应用该项技术,在应用中混凝土预制管片生产的进度和质量直接关系到工程的施工安全和成型质量。
1 自动化混凝土预制管片生产线介绍
在近20年国内长隧洞TBM施工和地铁施工进展中,涌现出各种不同形式的混凝土预制管片生产线,而根据生产工艺分析主要分为以下三种混凝土预制管片生产线:①单模固定窑蒸养式生产线,②特定温度控制流水蒸养窑生产线,③动态温度控制POP窑流水生产线。
下面根据三种生产线的不同特点进行介绍。
1.1 单模固定窑蒸养式生产线特点
单模固定窑蒸养式生产线由固定蒸养窑、钢筋笼入模吊机、混凝土拌和站、混凝土吊罐、混凝土吊罐专用吊机、真空吸盘、管片出模吊机、翻片机等组成,主要工作集中在固定蒸养窑位置进行,模具不需要移动,但物料运输和作业人员均需要频繁移动,蒸养窑的养护温度需要根据养护要求作动态单独控制,见图1,单模固定窑蒸养式生产线布置图。
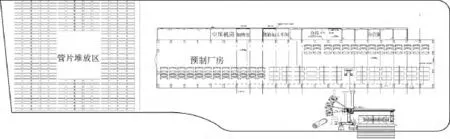
图1 单模固定窑蒸养式生产线布置图
1.2 特定温度控制流水蒸养窑生产线特点
特定温度控制流水蒸养窑生产线由特定温度控制流水蒸养窑、管片脱模区、模具清理区、刷脱模剂区、钢筋笼入模区、合模区、混凝土浇筑和振捣区、模具搬运小车、混凝土拌和站、钢筋笼入模吊机、真空吸盘、管片出模吊机、翻片机等组成,主要工作在排成一排的管片脱模区、模具清理区、刷脱模剂区、钢筋笼入模区、合模区、混凝土浇筑和振捣区、模具搬运小车运行区进行,作业人员在固定工位作业,物料在固定位置投放,模具随生产线作流水循环移动。蒸养窑温度分预养区、主养区和降温区,每个区域的温度相对固定。见图2,特定温度控制流水蒸养窑生产线布置图。
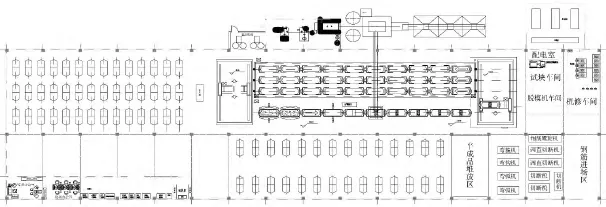
图2 特定温度控制流水蒸养窑生产线布置图
1.3 动态温度控制POP蒸养窑流水生产线特点
动态温度控制POP蒸养窑流水生产线由POP蒸养窑、管片脱模区、模具清理区、刷脱模剂区、钢筋笼入模区、合模区、混凝土浇筑和振捣区、模具搬运小车、混凝土拌和站、钢筋笼入模吊机、真空吸盘、管片出模吊机、翻片机等组成,主要工作在排成一排的管片脱模区、模具清理区、刷脱模剂区、钢筋笼入模区、合模区、混凝土浇筑和振捣区以及模具搬运小车回转运输区进行,作业人员在固定工位作业,物料在固定位置投放,模具先进后出、后进先出呈堆栈和POP状态作流水循环移动。蒸养窑的养护温度需要根据养护要求作动态单独控制。见图3,动态温度控制POP蒸养窑流水生产线布置图。
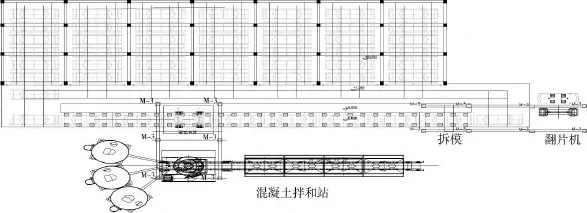
图3 动态温度控制POP蒸养窑流水生产线布置图
2 混凝土预制管片生产线的优缺点及适用范围
2.1 单模固定窑蒸养式生产线的优点和缺点
优点:
(1)不需要建设流水生产线,需要场地面积小,布置简单;
(2)模具不需要移动,因此也不需要移动或搬运小车;
(3)投资少。
缺点:
(1)单模固定窑场地分散,工作人员需要频繁移动;
(2)物料运输需要多台桥式起重机完成,厂房建设需要考虑桥式起重机的交叉运行;
(3)混凝土蒸养需要对单个模具独立控制,控制单元多而分散;
(4)单模固定窑密封性差,浪费蒸汽较多,同一管片不同部位蒸养效果相差较大;
(5)多个模具同时作业时,由于桥式起重机交叉运行会发生一定的相互干扰;
(6)一旦厂房建设完成,能够容纳的模具数量和生产规模即已固定,无法根据工程的需要进行动态调整;
(7)作业人员和桥式起重机频发移动,运行效率低下,不便于现场管理。
2.2 特定温度控制流水蒸养窑生产线的优点和缺点
优点:
(1)工作人员只需要在固定工位进行作业,不需要频繁移动作业;
(2)物料运输只需要在固定工位投放,不存在交叉运输相互干扰;
(3)蒸养窑蒸养温度只需要设置预养、主养和降温三个特定温度控制区,温度控制简单;
(4)生产线呈流水作业,运行效率较高,便于现场管理。
缺点:
(1)蒸养窑两端为开放式,蒸汽消耗量较大;
(2)一旦厂房建设完成,能够容纳的模具数量和生产规模即已固定,而且即使生产少量管片,也需要全部模具循环运行,无法根据工程的需要进行动态调整;
(3)流水作业线和蒸养窑占地面积较大,需要建设场地面积较大;
(4)必须在蒸养窑两端分别布置一台模具搬运小车才能保证流水线的循环作业;
(5)模具在蒸养过程需要不断移动模具,会在一定程度减缓混凝土的终凝。
2.3 动态温度控制POP蒸养窑流水生产线的优点和缺点
优点:
(1)工作人员只需要在固定工位进行作业,不需要频繁移动作业;
(2)物料运输只需要在固定工位投放,不存在交叉运输相互干扰;
(3)模具可全部投入生产,也可仅仅一个、一套或几套投入生产,生产能力可根据TBM的施工进度进行动态调整;
(4)生产线呈流水作业,运行效率较高,便于现场管理;
(5)模具在蒸养窑处于静止状态,有利于混凝土的终凝;
(6)蒸养窑密封好,同时处于蒸养状态的蒸养窑较少,可大大节省蒸养成本;
(7)现场施工成本较低;
(8)适用范围广,可轻松改造用于生产PCCP管、地铁站、厂房、轨道板等预制构件。
缺点:
(1)流水作业线和蒸养窑占地面积较大,需要建设场地面积较大;
(2)必须布置搬运小车回转通道,并根据日生产强度考虑配置一台或多台搬运小车;
(3)混凝土蒸养需要对每个蒸养窑独立控制,控制单元较多而分散。
2.4 混凝土预制管片生产线适用范围
(1)单模固定窑蒸养式生产线适用范围:
施工布置场地紧张,日生产强度较低,前期资金紧张投入少的项目。
(2)特定温度控制流水蒸养窑生产线适用范围:
TBM设备成熟稳定,工程地质条件较好,施工布置场地不受制约,工程资金充足,日生产强度相对稳定的项目。
(3)动态温度控制POP蒸养窑流水生产线适用范围:
施工布置场地不受制约,工程资金充足,TBM设备性能未知、工程地质未知、日生产强度难以预测的项目。
3 自动化混凝土预制管片生产线的应用实例
国内自动化混凝土预制管片生产线应用实例见表1。
4 结论
经过国内几十个工程验证总结,自动化混凝土预制管片动态温度控制POP蒸养窑生产线由于工艺改进,胶凝材料可节省约1%,工作效率提高约50%,成本节约约3.27%,劳动力可减少33%,具有良好的经济效益推广价值,市场前景看好。
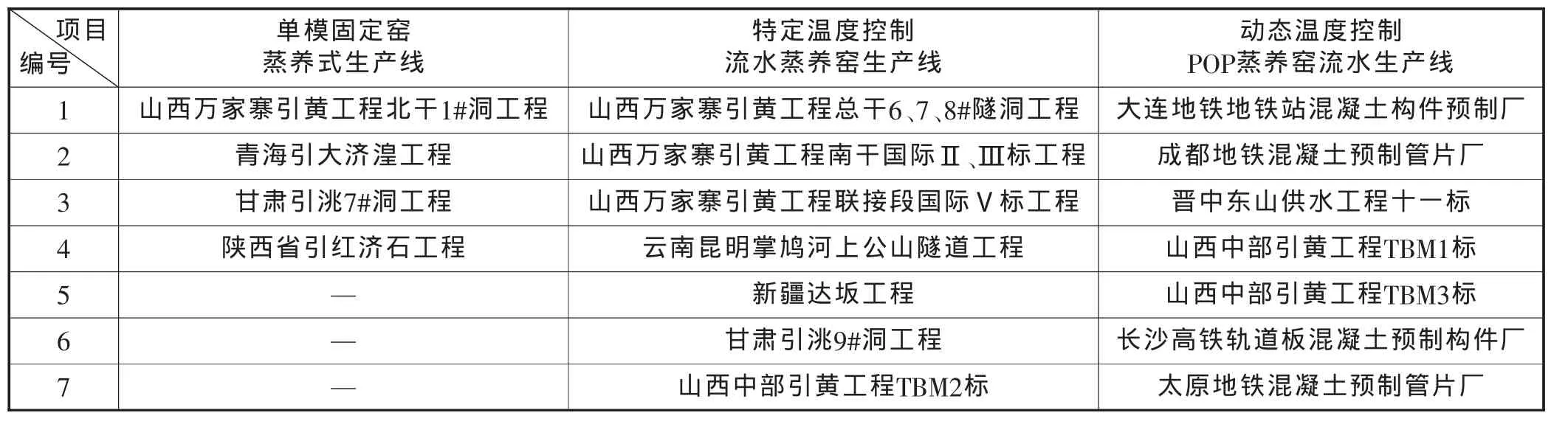
表1 自动化混凝土预制管片生产线国内应用实例