降低变截面类铸铁件综合废品率
2015-07-18江保家许昌电气职业学院河南许昌461000
江保家(许昌电气职业学院,河南 许昌 461000)
降低变截面类铸铁件综合废品率
江保家
(许昌电气职业学院,河南 许昌 461000)
摘要:某公司生产的变截面类铸铁件综合废品率比较高,严重影响铸件质量和生产进度,通过改进铸造工艺和模型制作方法,提高了铸铁件质量,同时也提高了生产进度,降低了综合废品率和生产成本。
关键词:变形;缩松;铸造工艺;铝制模型;模板
与我院建有校企合作关系的某烟机公司铸造分厂生产的变截面类铸铁件品种分为圆筒类和鼓轮气阀类两类共17种(如图1所示)。
我们对该厂2013年度下半年的废品进行了统计,调查结果见表1。
依据调查情况,我们作出了变截面类铸铁件废品缺陷统计表,见表2。由变截面类铸铁件缺陷统计表可知,变截面类铸铁件变形、缩松占88%,这是我们当前降低废品率要解决的主要问题。为此,我们对引起变截面类铸铁件变形和缩松的原因进行了分析,确定产生的主要原因是:(1)模型老化导致铸件变形影响零件尺寸精度;(2)铸造工艺设计不合理导致铸件缩松现象。
问题找到以后,我们采取了新的措施:
(1)制作新的模型:为保证铸铁件的成品率和不影响生产进度,我们先挑选了一个比较有代表性的变截面类鼓轮气阀(YJ29B.3.6-7)进行试制。(如图2所示,是改制前的鼓轮座木制模型和芯盒。)

表1 2013年下半年变截面类铸铁件质量调查表 (单位:件)

表2 变截面类铸铁件废品缺陷统计表

表3
我们首先根据零件图设计出制作铝制模型的木制模型尺寸,进行木制模型制作。由木制模型铸出铝制毛坯,再按照图纸尺寸要求进行机械加工,制出铝制模型。然后将加工后的铝制模型固定在定型单面模板上面,并且设计出定型浇注系统,配制出芯盒(如图3所示)。
最后制作出铸铁件毛坯,校验铝制模型尺寸,符合尺寸后铸出了12件YJ29B.3.6-7铸件。根据跟踪机械加工后反馈的信息,除1件出现气孔经焊补后可以使用外,其余全部合格。因此,对所有变截面类鼓轮气阀共12种进行模型更新,全部制作成铝制模型,使模型精度达到了一级模型精度,从而保证了铸件的尺寸精度。

图1 鼓轮座类 、圆筒类铸铁件示意图
(2)重新设计工艺:由于原变截面类圆筒类5种铸铁件高度都在500mm左右,在设计模型时,根据机械加工要求模型拔模斜度设计为上面为8mm、下面为5mm,并且铸造工艺设计为直径大的部分在上面,造成了铸件变截面部位形成厚大(8mm),浇注后该部位最后凝固形成缩松。如图4所示为原铸造工艺简图。
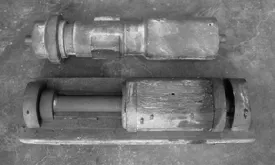
图2
为此我们经过研讨确定,采用形似铸造的方法,将该类铸件的机械加工量减小到最低,也就是根据铸件拔模斜度要求设计为上面4mm、下面3mm加工余量,然后改变造型方向,将直径小的部分放在上面,加速有缺陷的部位的凝固速度(图5为改进后的铸造工艺简图),这样既保证了铸件的尺寸精度,又降低了机械加工余量。
目标值检验:我们对2014年3月份到10月份生产的变截面类铸铁件进行了机械跟踪调查,调查结果见表3。
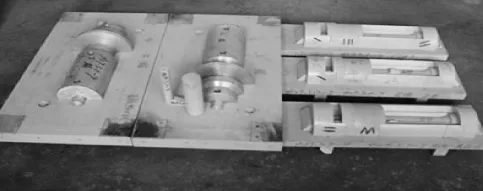
图3 改制后的铝制模板和芯盒
结语
通过采取改进措施以后,我公司生产的变截面类铸铁件综合废品率的大幅度下降,由17.2%降低至5.6%,节约了大量机械加工费用,缩短了生产周期,加快了生产进度,因此可带来可观的间接经济效益。
固定措施:
(1)修改、完善变截面类铸铁件的铸造工艺(模型设计、制作),在工艺部门存档,作为今后的作业指导性文件。
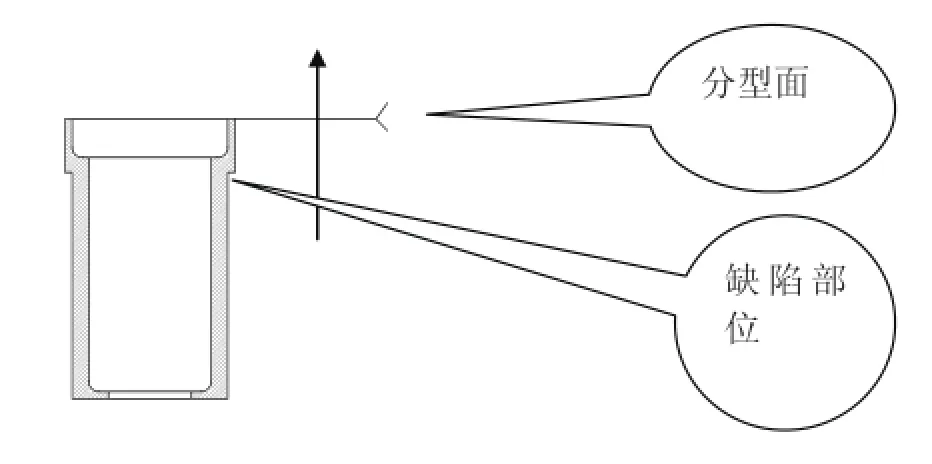
图4
(2)结合《铸造分厂质量管理和考核办法》,严格各工序的考核,提高全员质量意识和铸件质量。
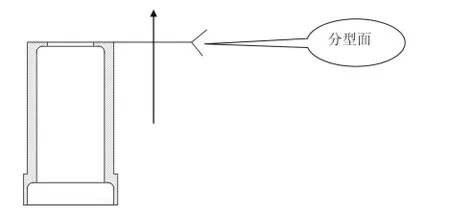
图5
参考文献
[1] 中国机械工程学会铸造分会.铸造手册(铸造工艺)[M].北京:机械工业出版社,2013.
中图分类号:TG25
文献标识码:A
