用于生产汽车冲压件的冲压线选型原则
2015-07-18周文战陈冠宇一重集团大连设计研究院有限公司辽宁大连116600
周文战 陈冠宇(一重集团大连设计研究院有限公司,辽宁 大连 116600)
用于生产汽车冲压件的冲压线选型原则
周文战陈冠宇
(一重集团大连设计研究院有限公司,辽宁大连116600)
本文通过列表对比不同冲压线的特点,给汽车厂按实际情况选择不同的冲压线提供参考,并根据一具体车桥冲压线选型实例讲述选型过程。
冲压线;汽车厂;压力机;车桥
为适应汽车工业的快速发展,冲压设备也不断技术进步。但对于国内汽车厂,尤其是中小汽车厂,选择合适的冲压设备能促进企业不断发展。本文主要讲述如何根据汽车厂的实际情况选择不同的冲压线型,并根据具体实例讲述选型过程。
表1为冲压线型与对应特点表。
从表1中可以看出,对于批量小、产能需要低、投资低的冲压线可以采用油压机冲压线,油压机的投资相当于机械压力机的1/3。现在国内新增冲压线的主流为机械压力机冲压自动线,投资中等,柔性好,可靠性高。高速机械冲压线一般采用双臂机械手传输,投资较高,生产节拍较快。大型覆盖件的冲压线发展方向为伺服冲压线,这种冲压线比较节能,但前期投资较大。中小型件的冲压线发展方向为机械多工位压力机冲压线。对于汽车结构件发展方向为高强钢板热成形冲压线,高强钢板能降低车辆重量,提高安全性能。对于等截面汽车纵梁,发展方向为数控冲加辊压,但对于变截面的梁,仍需要使用压力机。
某汽车厂需要生产车桥,采用上下半壳冲压然后焊接的方法,材料厚度5mm,拉深量为130mm。以下按冲压线首台压力机为机械压力机、高速油压机、伺服压力机进行分析对比。
方案1:
采用普通双点机械压力机作为拉深工序的压力机。1600t压力机能量和力满足冲压车桥件的要求,但压力机工作区滑块速度大于用户要求的40mm/s。机械压力机当节拍低的时候,飞轮可释放能量小,做功能力下降。在满足压力机释放工作能量800kJ的时候,压力滑块在下死点前130mm的拉伸速度为350 mm/s。在满足1600t压力机释放工作能量400kJ的时候,压力滑块在下死点前130mm的拉伸速度为200 mm/s。在下死点前130 mm处,压力机负载能力为840t。在下死点前30 mm处,压力机能力为1600t。首台压力机造价1500万左右。
方案2:
采用2台1000t高速油压力机,压力机节拍、能量及力满足车桥件的要求,同时压力机工作区滑块速度可调,可以小于40mm/s,也可以按接近机械压力机的速度运行。油压机可以在工作区0 ~130mm每个位置发出1000t的力。这个方案价格为两台油压机共800万左右。
方案3:
1600t压力机采用机械伺服压力机,压力机能量及力满足车桥件的要求,同时压力机工作区滑块速度可调,可以小于40mm/s,也可以按机械压力机的速度运行。这种压力机能耗小,维护量低,但价格为2000万元左右。
对于车桥冲压线后续压力机,落料和整形工序机械压力机稳定性和可靠性相比油压机优有较大优势。
综合性价比,用户最终选定线首采用2台1000t油压机,线尾采用4台机械压力机的混合冲压线布局冲压车桥。
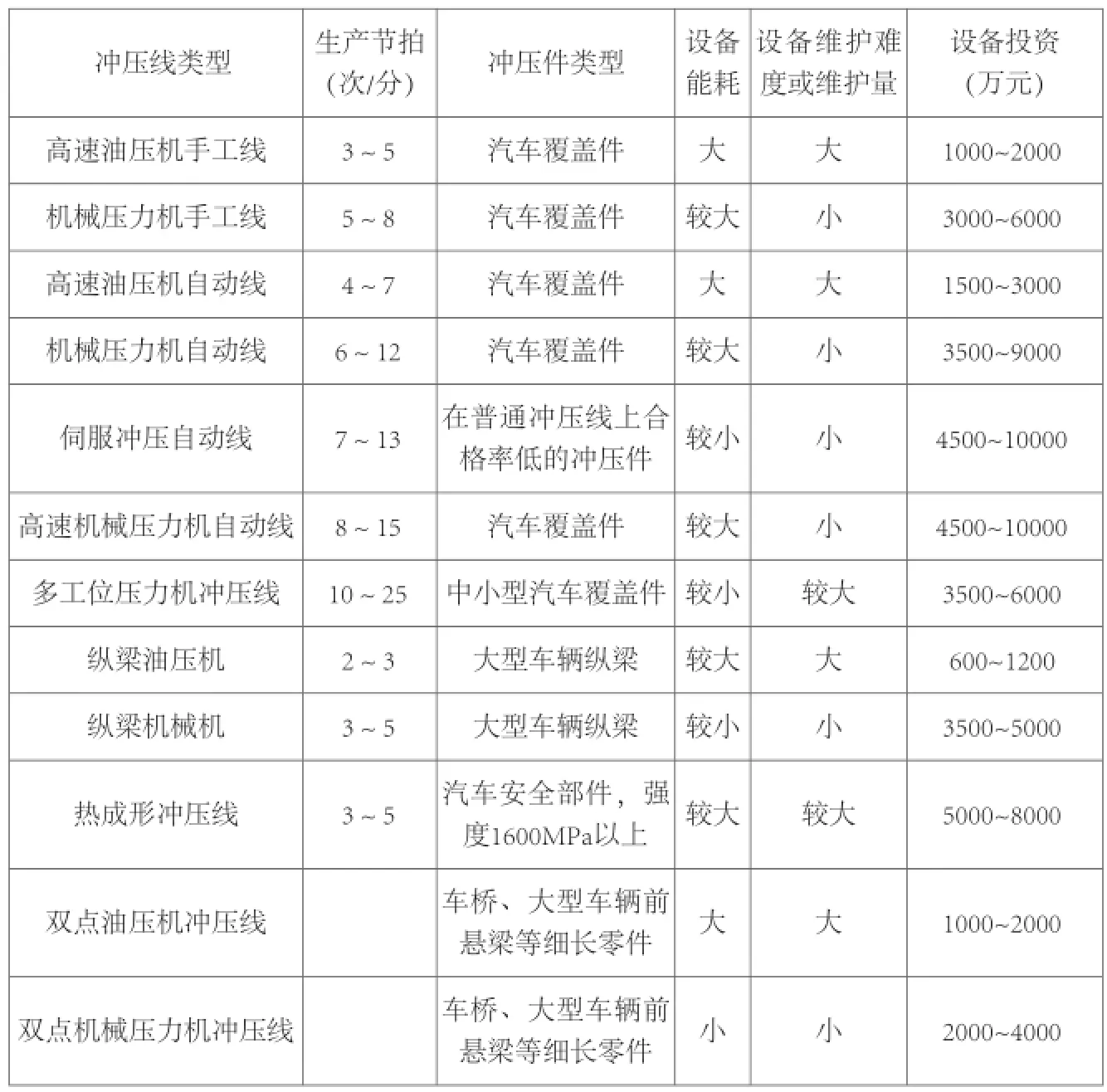
表1 冲压线型与对应特点表
[1]张正杰.汽车覆盖件冲压生产车间的规划与设计[J].金属加工:热加工,2012 (05):6-9.
[2]陈立新,郭文彦.工业机器人在冲压自动化生产线中的应用[J].机械工程与自动化,2010(03):133-135.
TG388
A
周文战(1979年4月-)男,高级工程师,在职工程硕士学位,目前从事冲压自动线设计与开发。
