焊接速度对7A52铝合金FSW组织及力学性能的影响
2015-07-02李泰岩陈芙蓉张志函
李泰岩,陈芙蓉,张志函
(1.内蒙古工业大学,呼和浩特010051;2.西北工业大学,西安710072)
焊接速度对7A52铝合金FSW组织及力学性能的影响
李泰岩1,陈芙蓉1,张志函2
(1.内蒙古工业大学,呼和浩特010051;2.西北工业大学,西安710072)
目的在保证搅拌速度一定时,针对8 mm厚的7A52铝合金,在不同焊接速度下采用搅拌摩擦焊(FSW)进行焊接试验,研究其焊接接头的显微组织及力学性能。方法利用搅拌摩擦焊机进行对接焊接,焊后制取金相试样观察焊接接头宏观形貌和显微组织,并测定其力学性能。结果7A52铝合金FSW焊接接头焊核区的面积随着焊接速度的增大而增大,当焊接速度为250 mm/min时,焊接接头的焊核区面积最大,焊核区的显微组织都为细小的等轴晶,焊接接头横截面的焊核区呈明显“洋葱环”的形貌,而热力影响区的结构特征则呈现出了较高的塑性变形流线层。焊接接头显微硬度分布都呈现出“W”形变化,在焊接速度为150 mm/min时,焊接接头的平均抗拉强度能达到452 MPa,达到了母材抗拉强度的89%。结论通过对不同焊接速度下7A52铝合金FSW焊接接头的组织和性能进行研究,得到了不同焊接速度下焊接接头组织和力学性能。
7A52铝合金;搅拌摩擦焊;显微组织;力学性能
KEY WORDS:7A52 aluminum alloy;friction stir welding;microstructure;mechanical property
7A52铝合金是我国自行研制开发的一种中强装甲铝合金,由于其密度小、比强度高、比刚度好等优点,被广泛应用于航空航天以及轻型装甲车辆上,特别是用于坦克的炮架和装甲板上[1—2]。随着7A52铝合金的广泛使用,它的一些缺点也逐渐显露出来,采用传统熔化焊时焊缝金属不仅容易产生热裂纹,而且气孔严重,焊缝强度低,使得材料的性能未能得到充分发挥,影响了它作为焊接结构件的进一步推广和使用。
搅拌摩擦焊(FSW)是由英国焊接研究所于1991年提出的一种固态连接方法[3—9],特别适用于低熔点高强度合金的焊接[10—12],它具有无飞溅、无烟尘、不需要添加焊丝、无需保护气体等优点。搅拌摩擦焊技术的出现为高强铝合金的连接提供了一条有效的新途径。
文中主要对不同焊接速度下7A52铝合金FSW焊接接头的组织和性能进行研究。
1 试验
材料规格为200 mm×100 mm×8 mm,初始状态为热轧态的7A52铝合金板材。其化学组成(质量分数)为Zn 4.2%,Mg 2.3%,Fe 0.33%,Mn 0.31%,Si 0.24%,Cr 0.23%,Cu 0.13%,Zr 0.12%,Al为余量;其力学性能如下:抗拉强度Rm=510 MPa,屈服强度Rel=457 MPa,断后伸长率A=12%,硬度为135HV。
首先对试板进行清洗,使用丙酮试剂擦除试板表面的油污及脏污,之后再对试样对接面进行打磨,之后进行试板装配和焊接。焊接设备是北京赛福斯特科技有限公司生产的型号为FSW-RL31-010的数控搅拌摩擦焊焊机。试验中所用的搅拌头是带左旋螺纹的圆锥形的搅拌头。主要参数为:轴肩直径22 mm,搅拌针长度8 mm,焊接倾角2.5°,逆时针旋转,轴向压力25 kN,压入深度0.2 mm,搅拌头转速为600 r/min,焊接速度分别为150,200,250 mm/min。
焊后沿焊缝横向制取金相试样并观察其宏观形貌。采用5%的三酸溶液(HF,HCl,HNO3,H2O体积比为1∶1.5∶2.5∶95)在室温下腐蚀10~20 s,热水清洗,然后用无水乙醇洗净吹干。采用Axio lmager型蔡司光学显微镜观察焊接接头的微观组织。采用HVS-30Z/LCD维氏硬度计对焊接接头各区域的硬度进行测量,其加载载荷为100 g,加载时间为15 s。拉伸试验在WDW-30型微机控制电子万能试验机上进行。
2 不同焊接速度下7A 52铝合金FSW焊接接头的性能结果与分析
2.1 宏观形貌
当搅拌头的形状和尺寸确定以后,若旋转速度一定时,则焊接过程中的产热量是一定的。所以当焊接速度过高时,焊接接头就会得不到足够的摩擦热而使金属产生塑化,这样就容易产生孔洞或底部未焊透等缺陷,从而会严重影响焊缝成形;当焊接速度过低时,焊缝金属温度过高会使得焊缝宽度相应加宽,且晶粒易长大,进而会影响到焊接接头的力学性能。因此,选择合适的工艺参数是至关重要的。
图1是不同焊接速度下7A52铝合金FSW焊接接头的宏观形貌图。从图1可以看出,当旋转速度一定时,焊核区的面积随着焊接速度的增大而增大。当焊接速度为250 mm/min时,焊接接头的焊核区面积最大。这是因为在搅拌摩擦焊过程中,热输入可以分为两个部分:一个是轴肩和搅拌针的摩擦产热,另一个是金属塑性变形过程中的产热,所以焊接速度与热输入不呈线性关系,而是呈现复杂的形态。当焊接速度在一定范围内时,随着焊接速度的增大,塑性变形热在焊缝热输入中所占的比例增加,塑性变形增加的热量大于焊接速度增加减少的热输入,所以随着焊接速度的增大,热输入也相应增加,因此可以看到当焊接速度为250 mm/min时,焊核区的面积最大。
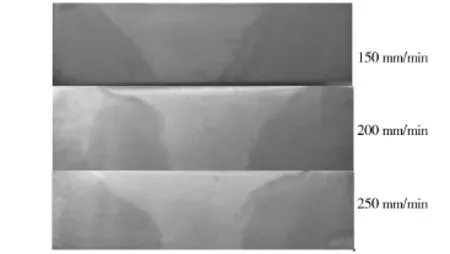
图1 不同焊接速度下7A52铝合金FSW焊接接头的宏观形貌Fig.1 Macromorphology of7A52 aluminum alloy in FSW joints at differentwelding speeds
2.2 显微组织
从图2可以看出,不同焊接速度下焊缝的焊核区晶粒都是细小的等轴晶,由于搅拌头的破碎和再结晶的双重作用使得其组织均匀化。这是因为在搅拌摩擦焊过程中,该区受到了搅拌针的搅拌与摩擦作用,焊缝处的金属经受了强烈的热力作用,使得焊核温度高于沉淀强化相的溶解温度,但又比其熔化温度低。在高温、大变形的条件下,变形晶粒中的位错密度剧烈增大,从而形成了能作为再结晶核心的亚胞状结构,进而在这些再结晶晶核上直接形核,最终获得细小的等轴晶。从图2中还可以明显地看出,随着焊接速度的降低,焊核处晶粒尺寸也在明显变小,当焊接速度为150 mm/min时,焊核区晶粒相对来说比较细小。这是因为在焊接速度为150 mm/min时,由于焊接速度相对较慢,搅拌头与工件摩擦产生大量热,同时由于搅拌头的搅拌作用使得搅拌头附近金属热塑化,焊缝温度上升到再结晶温度。位错密度在搅拌力作用下不断增加,当储能达到一定程度够发生再结晶时,金属内晶核开始不断形成,这是一个在焊接热循环作用下的动态再结晶过程,形成的晶粒还没有长大就在搅拌头的搅拌作用下被打碎,从而形成了更为细小的晶粒。
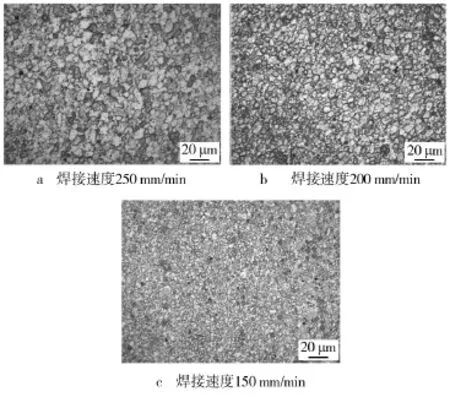
图2 不同焊接速度下7A52铝合金FSW焊接接头焊核区显微组织Fig.2 Microstructure of welded zone of 7A52 aluminum alloy in FSW joints at differentwelding speeds
图3 为焊接速度为150 mm/min时7A52铝合金FSW焊接接头横截面的显微组织形貌,从图3可以明显地看出,7A52铝合金FSW焊接接头横截面的焊核区呈明显“洋葱环”的形貌,它是由一组自内向外扩大的椭圆环构成的。K.N.Krishnan等人[13]经研究认为,洋葱环的形成是由于高速旋转的搅拌头与工件产生摩擦热,使搅拌针周围金属处于热塑性状态,搅拌头沿焊缝运动使热塑化金属沿搅拌头的后退侧被挤向搅拌针后方,并在此堆积。堆积由中心向外扩张,当堆积增加扩张到一定程度,堆积出现分层现象。“洋葱环”是焊缝区金属热塑性流动的结果。图4给出了热力影响区的塑性流线变形结构。热力影响区(TMAZ)的结构特征呈现出了较高的塑性变形流线层,它的形成主要是因为焊核区周围的纤维状的母材组织因受到搅拌头的搅拌作用,产生了显著的塑性变形。

图3 洋葱环结构Fig.3 Onion ring structure
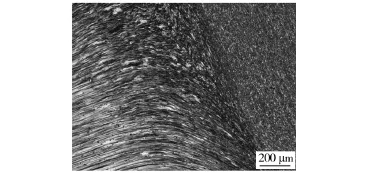
图4 热力影响区的流线变形结构Fig.4 Streamline deformation structure of TMAZ
2.3 显微硬度
图5是不同焊接速度下7A52铝合金FSW焊接接头的显微硬度分布。由图5可见,焊接接头的显微硬度的分布都呈现出“W”形变化,且顶部、中部、底部3个部分的硬度总体上都呈现出“高—低—高—低—高”的分布趋势,即两侧的母材硬度值最高,硬度值在热影响区与热力影响区之间降低,在焊缝几何中心的焊核处,硬度值再次升高。焊接接头显微硬度的变化趋势与其所含有的显微组织和沉淀强化相的分布及大小密切相关。在焊接热循环的影响下,焊接接头各部分的析出相会发生较大的变化。热影响区及热力影响区的部分细小强化相发生溶解,但其余的强化相发生了聚集长大,即发生了过时效,从而使得此区的硬度显著降低;而焊核区的强化相基本上完全溶解,在焊缝冷却过程中,那些很细小的析出相又从基体中析出而使得焊核区的硬度升高。另外,焊核区细小的等轴晶粒还具有一定的细晶强化作用,因此,与热力影响区和热影响区相比,焊核区的显微硬度会有所提高,而热影响区则会因为晶粒粗大、析出相的粗大进而成为接头软化最显著的部位。
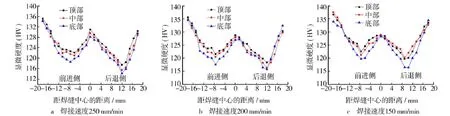
图5 不同焊接速度下7A52铝合金FSW焊接接头的显微硬度Fig.5 Microhardness of7A52 aluminum alloy in FSW joints at differentwelding speeds
2.4 拉伸性能
对试验中所涉及的每种焊接速度下的3个拉伸试样的抗拉强度求平均值,作为每种焊接参数下所得接头的抗拉强度,拉伸试验的测试结果见表1。由表1中的数据可以看出,在焊接速度为150 mm/min时,7A52铝合金FSW焊接接头平均抗拉强度能达到452 MPa,达到了母材抗拉强度的89%;在搅拌头的旋转速度一定时,适当的焊接速度有利于焊接接头获得良好的抗拉强度,且塑性较好,最大伸长率为14.3%。
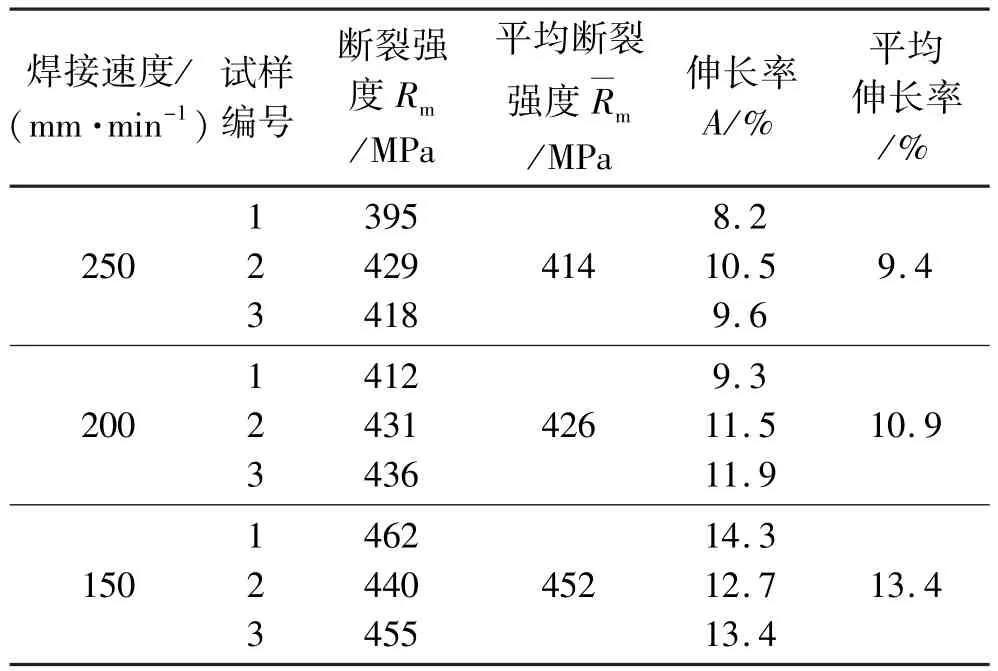
表1 7A 52铝合金FSW焊接接头的拉伸试验结果Table 1 Resu lts of tensile tests for 7A52 alum inum alloy in FSW joints
3 结论
1)在搅拌头旋转速度一定时,观察发现7A52铝合金FSW焊接接头焊核区的面积随着焊接速度的增大而增大。当焊接速度为250 mm/min时,焊接接头的焊核区面积最大。无论在哪种焊接速度下,焊核区晶粒都是细小的等轴晶,且7A52铝合金FSW焊接接头横截面的焊核区呈明显“洋葱环”的形貌,而热力影响区的结构特征则呈现出了较高的塑性变形流线层。
2)不同焊接速度下7A52铝合金FSW焊接接头的显微硬度的分布都呈现出“W”形变化,且顶部、中部、底部3个部分的硬度总体上都呈现出“高—低—高—低—高”的分布趋势,即两侧的母材硬度值最高,硬度值在热影响区与热力影响区之间降低,在焊缝几何中心的焊核处,硬度再次升高。
3)在焊接速度为150 mm/min时,7A52铝合金FSW焊接接头的平均抗拉强度能达到452 MPa,达到了母材抗拉强度的89%,且塑性较好,最大伸长率为14.3%。
[1] ZHAO Jun-jun,WANG Wei-xin,CAI Zhi-hai,et al.Stress Corrosion Cracking Susceptibility of 7A52 Aluminum Alloy [J].Transactions of Nonferrous Metals Society of China,2006,16:1523—1527.
[2] 方家芳,尹志民,黄继武,等.7A52铝合金热加工过程中高温压缩变形行为[J].轻合金加工技术,2006,34(5): 48—52. FANG Jia-fang,YIN Zhi-min,HUANG Ji-wu,et al.Study of High Temperature Flow Behavior of 7A52 Aluminum Alloy [J].Light Alloy Fabrication Technology,2006,34(5):48—52.
[3] 胡波,胡礼木.搅拌针前进阻力的动态测量与分析[J].焊接,2008(11):37—40. HU Bo,HU Li-mu.Dynamic Measurement and Analyses on Forward Resistance of Pin in Friction Stir Welding[J]. Welding,2008(11):37—40.
[4] 杨景宏,张欣盟,夏常青,等.6082-T6铝合金厚板的搅拌摩擦焊[J].焊接,2013(5):25—28. YANG Jing-hong,ZHANG Xin-meng,XIA Chang-qing,et al.6082 T6 Aluminum Alloy Thick Plate of Friction Stir Welding[J].Welding,2013(5):25—28.
[5] COLLIGAN K J,KONKOL P J,FISHER J J,et al.Friction Stir Welding Demonstrated for Combat Vehicle Construction [J].Welding Journal,2003,82(3):34—40.
[6] 王国庆,赵衍华.铝合金的搅拌摩擦焊接[M].北京:中国宇航出版社,2010. WANG Guo-qing,ZHAO Yeng-hua.The Friction StirWelding of Aluminum Alloy[M].Beijing:China Austronautic Press,2010.
[7] 周万盛,姚君山.铝及铝合金的焊接[M].北京:机械工业出版社,2006. ZHOU Wan-sheng,YAO Jun-shan.Aluminum and Aluminum Alloy Welding[M].Beijing:Mechanical Industry Press,2006.
[8] SQUILLACE A,FENZO D A,GIORLEO G,et al.A Comparison Between FSW and TIGWelding Techniques:Modifications of Microstructure and Pitting Corrosion Resistance in AA 2024-T3 Butt Joints[J].JMater Process Technol,2004,152(1):97—105.
[9] 周永杰,孙德超,邢丽,等.5A06铝合金搅拌摩擦焊接头组织和应力腐蚀行为分析[J].国外金属加工,2004,25 (3):45—49. ZHOU Yong-jie,SUN De-chao,XING Li,et al.Microstructure and Stress Corrosion Cracking Behavior of Friction Stir Welded Aluminum Alloy 5A06[J].J Int Met Work,2004,25(3):45—49.
[10]CHEN Kang-hua,HUANG Lan-ping.Strengthening-toughening of7xxx Series High Strength Aluminum Alloys by Heat Treatment[J].Transactions of Nonferrous Metals Society of China,2003,13(3):484—494.
[11]DUMONT M,STEUWER A,DESCHAMPS A,et al.Microstructure Mapping in Friction StirWelds of7449 Aluminium Alloy Using SAXS[J].Acta Metallurgica,2006,54:4793—4801.
[12]FENG A H,CHEN D L,MA Z Y.Microstructure and Cyclic Deformation Behavior of a Friction-stir-welded 7075 Al Alloy[J].Metallurgical and Materials Transactions A,2010,41(5):957—971.
[13]KRISHNAN K N.On the Formation of Onion Rings in Friction Stir Welds[J].Materials Science and Engineering A,2002,327:246—251.
Effect of Welding Speed on M icrostructure and M echanical Properties of 7A52 Alum inum Alloy by Friction Stir W elding
LITai-yan1,CHEN Fu-rong1,ZHANG Zhi-han2
(1.Inner Mongolia University of Technology,Hohhot010051,China; 2.Northwestern Polytechnical University,Xi′an 710072,China)
When the stirring speed was constant,the welding test for 7A52 alloy aluminum with a thickness of 8 mm was conducted using friction stirwelding(FSW)at differentwelding speeds.Themicrostructure andmechanical properties ofwelded jointswere studied.The friction stirweldingmachinewas used for buttwelding,themetallographic specimen was made after welding to observemacro andmicrostructure of thewelding joint,and itsmechanical propertieswere alsomeasured.The area of7A52 aluminum FSW welding joints in the welded zone increased as the welding speed increased,when the welding speed was 250 mm/min,the welding joint area was the biggest.Themicrostructure ofwelded zone was fine equiaxed crystal,the welded zone on the cross section of the welding joint showed obviousmorphology of onion rings,and the structural features of the heataffected zone showed relatively high plastic deformation streamline.The distribution of the hardness ofwelded joints showed a"W"shape change.When the welding speed was 150 mm/min,the average tensile strength ofwelded jointswas452 MPa,reaching89%of the tensile strength of the basematerial.In conclusion,the effects of differentwelding speeds of7A52 aluminum alloy on themicrostructure and the property of the friction stir-welding joint were studied.Themicrostructure and properties of welded joints at differentwelding speedswere obtained.
10.3969/j.issn.1674-6457.2015.05.011
TG453+.9
A
1674-6457(2015)05-0072-05
2015-08-10
李泰岩(1991—),男,内蒙古通辽人,硕士生,主要研究方向为铝合金搅拌摩擦焊。
陈芙蓉(1972—),女,蒙古族,内蒙古人,教授,博士生导师,主要研究方向为材料焊接性。
