浅谈紫坪铺水电厂3号发电机集电环严重电化腐蚀处理及预防策略
2015-06-27马跃利冯延红
马跃利,冯延红
(1.四川省紫坪铺开发有限责任公司紫坪坪铺水力发电厂,四川都江堰 611830;2.四川省紫坪铺开发有限责任公司水库调度中心,四川成都 610091)
浅谈紫坪铺水电厂3号发电机集电环严重电化腐蚀处理及预防策略
马跃利,冯延红
(1.四川省紫坪铺开发有限责任公司紫坪坪铺水力发电厂,四川都江堰 611830;2.四川省紫坪铺开发有限责任公司水库调度中心,四川成都 610091)
紫坪铺水力发电厂对3号机组集电环严重电化腐蚀采取处理措施后,投入运行监测发现各碳刷电流分布均匀,碳刷、集电环运行未出现温度偏高及碳刷打火现象。在技术不断发展的推动下,状态检修管理、机网和谐等方面的需求,对设备的可靠性和自动化程度提出了更高的要求。为此,需要掌握产生事故的可能性、严重性以及诱发因素等具有共性的客观规律;熟知设备的情况,抓住具有个性的特点,多角度、多层次分析,采取必要的、可操作的、有效的措施,提高设备可靠性和自动化程度,确保设备安全稳定运行。
水轮发电机;集电环;电化腐蚀;处理及预防
集电环机械磨损、电化腐蚀、碳刷冒火花、温度升高是运行中常见的现象,由此引发的碳刷及刷握烧毁,集电环损伤、机组定转子绝缘下降乃至发电机被迫停运的事件屡见不鲜。如何有效控制集电环、碳刷等设备异常和安全运行风险,需要深入分析原因,制定有效的措施及可行的预防策略。
1 概述
四川省紫坪铺水力发电厂位于岷江上游,距成都市60 km,是岷江干流梯级水电厂的最后一级,是以灌溉、供水、防洪、发电等多目标开发的水资源工程。该工程库容11.12亿m3,具有不完全年调节能力,电站装有4台立式混流水轮发电机组(SF190-40/10800),单机容量190 MW,总装机容量760 MW,设计多年平均发电量为34.17亿kWh,通过一回500 kV线路接入主网,具有调峰、调频和事故备用等重要作用。2005年10月底,首批机组(3、4号机组)同时投产,电站按照无人值班、少人值守设计,具备五遥(遥调、遥信、遥控、遥测、遥视)和AGC(自动发电控制)、AVC(自动电压控制)等功能。
发电机组励磁方式为可控硅全控整流桥自并励静止励磁,机组额定励磁电压405 V,额定励磁电流为1 380 A,空载励磁电压155 V,空载励磁电流740 A。每台机安装32只碳刷,每极8组 (双孔刷握),每组2只碳刷,即每极16只,碳刷尺寸为64 mm×32 mm×32 mm,3号机组碳刷型号为NG16(上海摩根新材料)。其他机组采用SCHUNK—E468型碳刷,额定运行时,碳刷电密为8.4 A/cm2。采用的碳刷额定电流为8~11 A/ cm2,短时最大允许电流为12 A/cm2。
2 运行背景
(1)截止2013年8月20日,3号机组累计发电量57.61亿kWh,利用小时数30 323.9 h,运行小时数42 688.7 h,C级检修13次,B级检修2次。
(2)运行期间经受了2008年“5·12”汶川8.0级大地震的考验(电站距震中17 km,距地震断裂带仅9 km,地震对主辅设备造成了不同程度的破坏。)
(3)水轮发电机组均按照210 MW设计制造,铭牌单机容量为190 MW,实际运行均在190 MW及以下运行。
(4)电站位于成都负荷中心,水头变化幅度大(上游水位高程817m至877 m区间运行,不完全年调节水库)。受供水影响,机组运行工况复杂,负荷调节较频繁,2006年8月AGC投入运行,2013年7月31日开始AVC功能投入运行。
(5)AVC运行时,高峰时段迟相运行,机端电压靠上限,低谷时段进相运行,电压靠下限,两种工况大部分时间在顶值限制运行。励磁变、集电环、碳刷、定子铁芯端部温升明显变化。
(6)2013年3月3号机C修前,1至4号发电机组均采用SCHUNK—E468型碳刷,运行中碳刷磨损消耗较快,负极滑环表面粗糙,滑环维护工作量较大。通过漫湾电站使用NG16与E468型碳刷的对比资料并咨询主设备厂家以及设计单位,基于现场E468碳刷磨损消耗较快,滑环室碳粉粉尘堆积影响设备运行,建议更换使用NG16碳刷。2013年3月3号机C修中进行了更换。
3 故障现象
2013年8月20日5时25分,监控系统上微机报出“3号机组强励动作、复归”信息,此时,3号机组机端电压为13.7 kV,励磁电压为245 V,励磁电流为605 A,无其他报警信息。中控值班人员通过工业电视系统看到3号机滑环室有间断弧光,现场巡回人员发现3号机组集电环罩内有弧光及拉弧声响,立即执行停机。停机前,3号机有功出力为148 MW,无功出力进相为35 MVar。停机检查发现集电环室内有刷握铜熔渣,负极8组刷握边缘烧熔或变形,刷握内碳刷大部分发卡,其中5只碳刷恒压弹簧熔接在刷握上,7只碳刷刷辫熔断,其他刷辫绝缘层过热碳化;负极碳刷粉化明显,负极碳刷对应的集电环(以下简称负极集电环)严重电腐蚀,集电环架及绝缘块均有灼伤痕迹,正极碳刷对应集电环(以下简称正极集电环)及碳刷基本完好。

图1 3号机组集电环发生环火后接触面灼伤,负极接触面严重电化腐蚀
4 原因分析
3号机组投运近8年时间,负极集电环表面在机械摩擦、电气腐蚀以及运行工况、油雾、碳刷、刷握、弹簧等多方面因素的综合作用下,导致其表面粗糙并出现条痕。在运行过程中引起集电环表面与碳刷接触不良并逐渐恶化,直至碳刷与集电环表面发生放电拉弧现象,最终导致负极集电环严重电腐蚀、碳刷及刷握烧损的后果。
(1)集电环与碳刷为动静接触,二者又相互影响。集电环和碳刷间接触面的磨损分为无电流作用下的机械磨损和在电流作用下的电气、机械磨损两种情况。
①无电流作用下的机械磨损。集电环与碳刷接触,二者相对运动摩擦形成磨损消耗。若碳刷含有硬质颗粒,必然会对集电环表面进行擦刮,造成集电环表面不光滑,反过来对碳刷表面加大磨损;若碳刷质量较好,碳粉易附着在集电环表面形成良好的润滑效果,使集电环、碳刷表面亮滑,二者机械磨损较小。
②在电流作用下的电气、机械磨损。在电弧、放电的作用下,局部高温会使集电环极面局部熔化、脱落,碳刷也会在高温下出现结构松化,因电气腐蚀而脱落,同时,由于接触面的损坏加大了机械磨损程度。正负极滑环表面的磨损情况表现出因电流方向不同出现极性差别。正极碳刷对应的集电环表面电气磨损和机械磨损都很小,极面比较光滑;负极碳刷对应的集电环电气磨损、机械磨损都很大,极面粗糙并呈沟痕状。
(2)机组集电环的磨损情况与“阳极蒸发、阴极粉化”机理相吻合(在电弧作用下,正极(阳极)表面局部灼热而蒸发出“金属蒸汽”使阳极表面损蚀,也称之为“阳极蒸发”;负极(阴极)受正离子撞击和高温作用发射电子,使阴极表面也遭受破坏,被称之为“阴极粉化”。当电流由碳刷流向集电环时,碳刷作为正极其表面在高温作用下发生微小程度的“阳极蒸发”,碳粒石墨离子迁移到集电环表面,使其形成亮滑的镜面,机械磨损较小;当电流由集电环流向碳刷时,集电环作为正极,其表面因“阳极蒸发”而电蚀严重,金属粒子粘附在碳刷接触面上,集电环极面严重磨损而出现条痕,机械磨损进一步增大)。正极集电环表面比较光洁,具有亮滑的石墨镜面,碳刷的端面也很光滑,而负极集电环表面呈现多道沟痕,深约1 mm,碳刷接触面同样存在条痕,碳刷消耗较快,其他因素也对滑环及碳刷的运行形成一定的影响。
①工况因素。运行工况复杂,紫坪铺水库为不完全年调节,机组水头变幅大约为60 m,电站处在成都负荷中心,特别是AGC、AVC功能投入运行时,有无功调节频繁。小负荷、振动区运行工况较多,加大了碳刷、集电环的机械磨损。
②油雾因素。运行中上导油槽油雾溢出,油雾与碳粉混合成碳泥,集聚在刷握内及集电环表面,将影响碳刷的自由窜动和集电环表面光滑,加大了碳刷的消耗,同时也影响其散热,形成恶性循环。
③碳刷因素。紫坪铺电站机组设计制造留有一定余量,在实际运行中,碳刷电密较小,运行温度较低,可能不利于氧化膜的形成。运行中每个碳刷的电流、温度没有得到有效监视和控制。各种工况下碳刷电密是否在额定范围、运行温度是否有利于氧化膜的形成缺乏量化数据的支撑,也是增加集电环、碳刷磨损与腐蚀的可能原因。
④刷握因素。刷握结构、刷孔加工工艺、扇热性能、高温变形、刷孔内局部高点和毛刺等情况容易使碳刷发卡,将影响碳刷的自由窜动。
⑤弹簧因素。恒压弹簧长时间运行,弹性疲劳老化,可能会造成每个碳刷的压力不均匀。压力过小,碳刷与集电环接触面不稳定,易起弧,加大了电气腐蚀;压力过大,刷面的硬粒加重会使集电环表面的摩擦、机械磨损增加。
⑥位置因素。紫坪埔电站机组为立式混流机组,集电环水平安装,上环为集电环正极,下环为集电环负极,运行中上环集电环及碳刷磨损的粉尘和颗粒沉积到下环,加大了下环的磨损和电腐蚀程度。
(3)碳刷磨损消耗和集电环损蚀原理相同,各种影响因素相互作用,同样存在机械磨损和电气腐蚀问题。
①机械磨损。集电环表面的光洁度、碳刷的材质、弹簧压力等因素都可能影响碳刷机械的磨损程度。
②电气腐蚀。因碳刷卡涩、间断与集电环接触引起或碳刷的电流过大引起碳刷打火,导致碳刷结构松化,受氧化腐蚀而脱落;励磁系统过负荷,弹簧压力不够,碳刷与集电环接触面较小等导致碳刷温度高、电气磨损加剧。
③机械磨损、电气腐蚀。碳刷在刷握内有卡涩现象,碳刷表面附着金属或硬质颗粒,运行中将发生机械磨损、电气腐蚀而损坏碳刷。
④另外,受运行温度影响,温度过高过低都会加大碳刷磨损。而引起碳刷发热的因素由三部分组成:碳刷自身电阻发热,碳刷接触压降发热和磨擦发热。
碳刷自身电阻发热功率:W1=I2R碳刷接触压降发热功率:W2=I△E磨擦发热功率:W3=Fv
式中 I为流过碳刷的电流;R为碳刷电阻;△E为接触压降;F为碳刷压紧力;V为碳刷与滑环的相对运动速度。
由表1可见,紫坪铺水力发电厂机组长时间小负荷运行工况励磁电流较小,滑环和碳刷运行温度偏低,大部分时间在60℃以下运行(技术标准要求在60℃ ~90℃范围运行为佳),不利于集电环氧化膜的形成,加剧了碳刷的磨损(表1)。
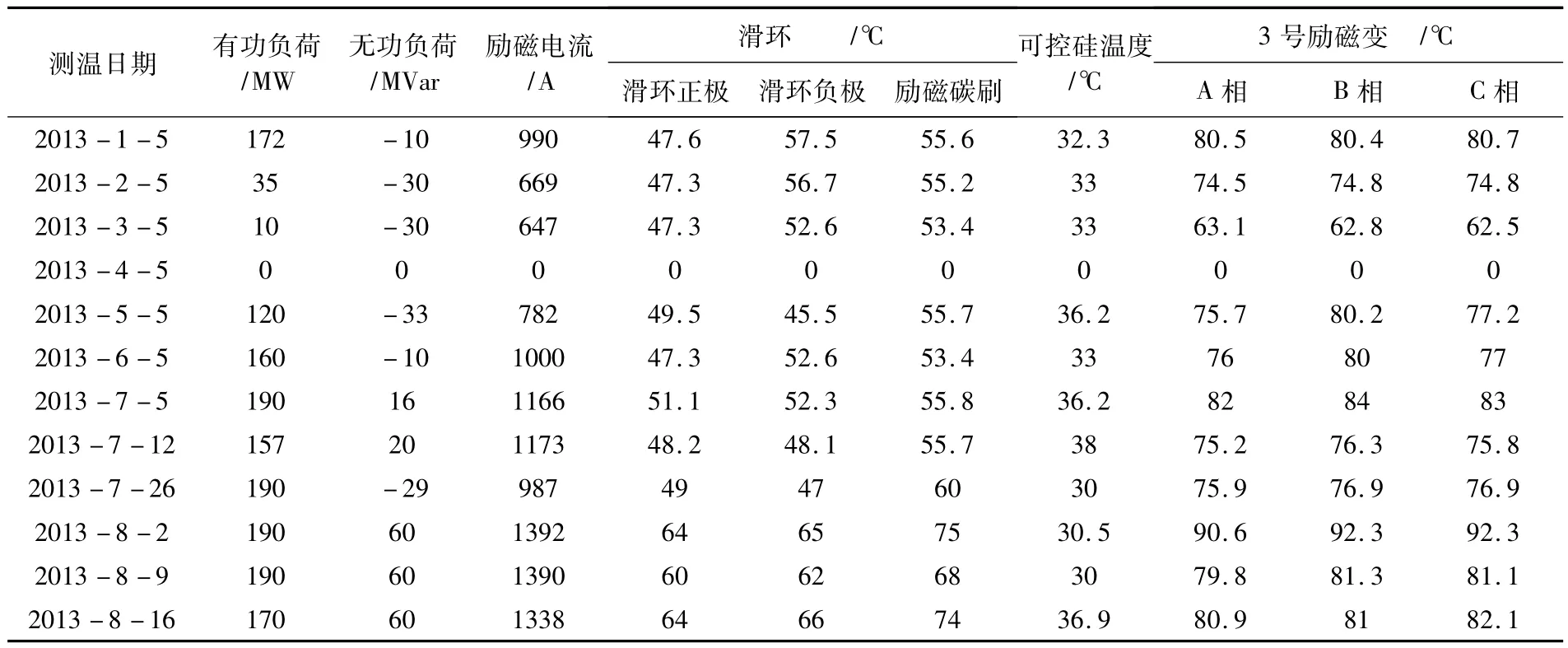
表1 3号机组励磁系统测温记录
5 处理措施
(1)将集电环装配整体返厂进行车削处理,装夹牢固,偏心尽可能小,车削过程中控制进刀量和切削速度。车完后进行磨光、抛光工艺处理,表面粗糙度达到标准要求。
(2)对集电环沟型槽槽边进行倒角处理,返回现场后,再次修磨,剔除局部高点或毛刺,清除研磨碎屑,集电环散热沟槽及槽边光洁无残留物。
(3)对集电环进行耐压试验和绝缘测试,5 000 V耐压1 min,正极集电环绝缘电阻为500 MΩ,负极集电环绝缘电阻为400 MΩ,数据合格。
(4)更换全部碳刷、刷握、恒压弹簧,用白布蘸酒精擦拭集电环、支架。
(5)碳刷安装时修磨刷握内表面,使之光滑平整,检查并调整碳刷与集电环接触良好,碳刷在刷握内无卡阻。
(6)检查励磁引线,穿轴引线牢固,刷架间连接螺栓紧固可靠,采取防松动措施。
(7)转子引线接引后彻底清扫滑环室,对转子绝缘进行整体绝缘测试,1 000 V摇表测试绝缘电阻为646 MΩ,数据合格(标准≮0.5 MΩ)。
6 预防策略
6.1 技术层面
(1)严格碳刷安装工艺。禁止同时使用不同厂家、不同型号、不同批次的碳刷。否则碳刷阻值偏差较大,会使电流分配不均,导致个别碳刷电流超限,加速磨损,也会使其它的碳刷运行更加恶劣;对每个碳刷及刷握进行检查,保证碳刷装入刷握内能够自由移动,各方向均不能有卡死现象。碳刷与刷握内壁的间隙在0.1~0.3 mm之间,以避免碳刷和刷握之中因间隙过大产生摆动;调整恒压弹簧,保证每个碳刷的压力基本一致(160-200 g/cm2);检查碳刷与集电环接触情况,保证碳刷与集电环为垂直接触或逆向倾斜2.5°。
(2)发电机运行时励磁电流低于额定值时,可根据实际情况在保证碳刷电密在允许范围内,允许适量减少碳刷,但须保证碳刷额定电流在允许范围。集电环氧化膜形成的温度在60℃ ~90℃为佳,氧化膜有助于减缓碳刷的磨损。
(3)根据集电环表面的磨损腐蚀情况可定期或不定期倒换极性,避免负极集电环表面磨损、腐蚀的恶化。
(4)运行中集电环表面如果出现划痕,应及时采取措施对集电环表面进行精加工、打磨、抛光。检修中需要对集电环及刷架部件绝缘(C级检修)和交流耐压(B级及以上检修)进行隐患排查治理。
(5)当碳刷磨损至1/3碳刷长度时需要更换碳刷,新碳刷需要进行预安装,过松过紧均不允许;运维中还需注意刷握松动情况,避免碳刷出现卡阻,导致接触电阻增大而过热;对于恒压弹簧疲劳、压力减小,使碳刷接触不稳定,易出现打火、拉弧时需要及时更换。
6.2 管理层面
(1)完善维护管理、检修管理、日常巡检等方面的管理制度。
(2)注重技术培训,提高从业人员业务技能。
(3)加强监视、监测、检查,及时消除隐患和缺陷。
(4)优化运行方式,尽可能避开振动区运行。
(5)在产品采购环节严控碳刷、刷握、弹簧质量;选择具有良好集流性能、硬度适中、损耗小、能在集电环表面能较快形成一层均匀、适度和稳定氧化膜、使用寿命长的碳刷。
(6)制定应急处置预案。
(7)注重运行数据的收集整理分析,掌握设备安全运行规律,为维护、检修提供决策依据。
6.3 运行环境
(1)可安装碳粉收集装置,随时清理磨损掉的碳粉,改善运行环境。
(2)也可对油槽的密封进行改进,可采用无间隙密封,减少油槽油雾溢出量,减轻油雾对碳刷、集电环的影响。
(3)还可在集电环室内设计安装上导油槽吸排油雾装置,减少油雾附着在碳刷集电环工作面及刷握内。
7 结语
紫坪铺水力发电厂对3号机组集电环严重电化腐蚀采取处理措施后,投入运行监测发现各碳刷电流分布均匀,碳刷、集电环运行未出现温度偏高及碳刷打火现象。在技术不断发展的推动下,状态检修管理、机网和谐等方面的需求,对设备的可靠性和自动化程度提出了更高的要求。为此,需要掌握产生事故的可能性、严重性以及诱发因素等具有共性的客观规律;熟知设备的情况,抓住具有个性的特点,多角度、多层次分析,采取必要的、可操作的、有效的措施,提高设备可靠性和自动化程度,确保设备安全稳定运行。
TV7;TM312
B
1001-2184(2015)05-0144-04
马跃利(1970-),男,山东莒县人,毕业于东北水利水电专科校电力工程专业,厂长,高级工程师,现于四川省紫坪铺水力发电厂从事生产管理;
(责任编辑:卓政昌)
2015-09-23
冯延红(1970-),女,青海西宁人,结业于东北水利水电专科学校电力工程专业,助理工程师,现于四川省紫坪铺开发公司水库调度中心从事水库调度.
