一种实现840Dsl数控系统远程监控的方法
2015-06-27胡天明
李 涛,胡天明,李 欢
(宜昌长机科技有限责任公司,湖北 宜昌 443003 )
一种实现840Dsl数控系统远程监控的方法
李 涛,胡天明,李 欢
(宜昌长机科技有限责任公司,湖北 宜昌 443003 )
结合国内数控机床远程监控的现状,介绍了西门子840Dsl数控系统的基本结构、OPC技术的工作原理,阐述了一种基于OPC技术的西门子840Dsl数控机床远程监控的方案和调试方法。通过现场调试,成功实现了KEPServerEX服务器、客户端与西门子840Dsl数控系统的通信,并通过客户端实时读写该数控系统的各种信息,完成了对西门子840Dsl数控机床的远程实时监控。
数控系统;OPC技术;数据读写;远程监控
0 引言
随着数控机床智能化技术的快速发展,运用远程监控技术实现数控机床的实时监控已成为机床行业发展的必然趋势[1]。在国内,有些销售商提出采用PC机的超级终端或聊天软件的终端进行远程协助。但此类方法也只能完成简单的连接和查看,并不能实现对数控系统机床数据的访问。
针对此情况,结合提供OPC技术的西门子840Dsl数控系统,设计实现了一种基于840Dsl数控系统远程监控的方法。该方法能够通过以太网口连接840Dsl系统,成功实现与此系统的信息传递,能够实现远距离的实时监测和控制机床的启停等相关操作。该方法的应用将在很大程度上减少售后服务人员的工作量,加强企业管理的全面性,减少制造型企业对数控机床的维护成本,为企业智能化发展奠定坚实的基础。
1 840Dsl 数控系统结构框架
SINUMERIK 840Dsl 是西门子推出的一款基于Windows平台的中高端系统,这款系统的优势在于拥有高度统一的结构,并且为客户配备了可二次开发的人性化人机界面,以及全面的通信功能模块[2]。
SINUMERIK 840Dsl系统的高效性、创新性、兼容性以及集成结构的紧凑、强大,使它成为中高端数控系统应用的最佳选择,其硬件结构图如图1所示。
2 OPC技术及工作原理
OPC全称是Object Linking and Embedding for Process Control[3-4]。OPC技术能够将底层驱动程序和上层应用程序有效区分,运用同种接口实现不同设备数据的互访。图2所示为OPC各层级之间关系图,图3所示为后台控制端和远程机床之间的COM连接图。
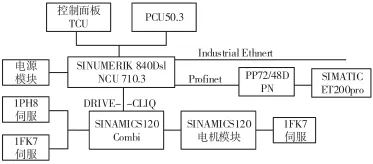
图1 SINUMERIK 840Dsl数控系统硬件结构图
3 840Dsl数控机床远程监控方案实现过程
3.1 远程监控框架结构
该监控方法主要由840Dsl数控系统(含有OPC服务器)和OPC客户端应用程序两部分构成[5]。西门子840Dsl数空系统自带S7-300 OPC服务器,此处S7-300主要用来提供机床的运行数据,并用于响应客户端传递的命令。图4所示为实现远程监控的基本框架图。图5所示为客户端与服务器端互联结构图。
该方法可以实现对840Dsl数控系统NCU中各种系统变量的读取,如X、Y轴坐标位置值,C1、C2轴旋转角度等。实现对数控机床的实时监控。
3.2 840Dsl数控机床远程监控配置过程
3.2.1 通道创建
840Dsl数控机床服务器端与KEPServerEX客户端数据传输的过程实际上是一个交互过程,其具体配置过程如下:
(1)新建通道New Channel,启动KEPServerEX 5 Configuration软件,启动图标后出现如图6主界面。
(2)在菜单栏中选择“文件”,再选“新建”用以创建一个全新的项目工程。
(3)单击工具栏 “New Channel”,新建一个通道并根据系统参数进行命名,名称可以根据实际机床的系统型号进行命名,以便于客户端判定具体机床信息。
(4)选择连接网络所需的驱动“Device driver”,此处选择“Siemens TCP/IP Ethernet”,并选择设备所用的网络适配器“Network Adapter”,这里选择“Default”。
此后步骤均可缺省单击“完成”。
如需修改通道参数,可通过单击或者双击右键通道名修改。可修改参数有General、Network Interface、Write Optimizations,如图7所示。
3.2.2 设备创建
新建设备New Device,单击软件界面“Click to add a device”进行设备设置,进入设备创建界面对话框,如图8所示。
选择设备模型“Device model”, 默认情况下是“S7-200”,840Dsl系统模块相对应的设备模型是S7-300,所以这里选择“S7-300”。
选择设备ID “Device ID”, 这里指的是所要连接的PLC设备的IP地址,如图9所示为新建设备的IP地址配置。默认情况下为255.255.255.255,这里将840Dsl IP地址设为:192.168.215.1。
Scan Mode 这里选择默认模式“Respect client specifies scan rate”。
设置通信的时间参数“Timing”,此处保持默认设置不变,单击“下一步”。
设备数据库、通信参数、S7通信参数等参数均可自动创建,默认设置。
首先,本实验进行了单因素分析,即不同电流大小、乳化剂用量、引发剂用量对聚甲基丙烯酸甲酯的分子量和分子量分布的影响,然后得到最小分子量分布指数的聚甲基丙烯酸甲酯的制备条件如下:引发剂3 g,乳化剂4 g,电流0.2 A,反应时间8 h,反应温度30°C,分布指数1.946 86.
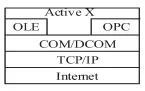
图2 OPC各层级架构图
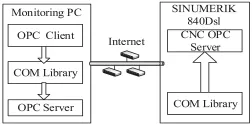
图3 COM连接图
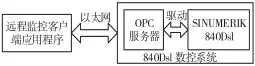
图4 远程监控基本架构图
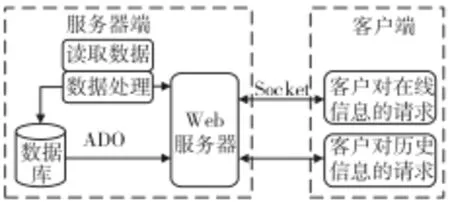
图5 客户端与服务器端互联结构图

图6 客户端软件主界面
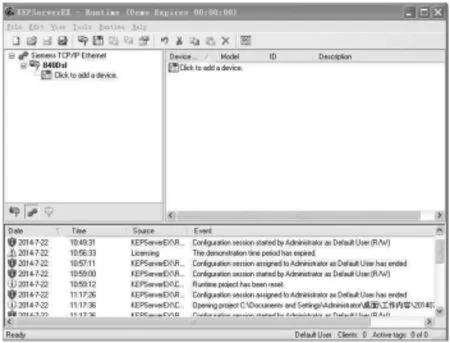
图8 新设备创建界面
在S7通信参数中,CPU Slot(1~31)即实际连接的PLC的CPU所在的槽位,应该与STEP7中的对应设置一致;设置字节顺序“Byte Order”,这里保持默认设置不变,单击“下一步”,其中,Big Endian表示大端模式,Little Endian表示小端模式。
STEP 7 项目文件程序导入地址,这里保持默认设置不变,单击“下一步”。
3.2.3 新建标签
单击软件界面“Click to add a static tag”,或者工具栏“New Tag”增加一个标签。设置Tag属性,这里以急停为例做如下设置:Name=急停,Address= I32.0,Description=急停,Data type=Boolean,其他各项保持默认值不变,单击“确定”或“应用”,如图10所示。
用户可通过右键单击->Properties或者双击标签名称修改标签参数。这里设置了13个标签,分别对X轴、Y轴、Z轴、急停、液压、径向静压、端面静压等端口进行了连接测试。
3.2.4 设定机床参数测试
对设置完成的Kepware server服务器进行测试,首先启动西门子840Dsl数控系统,查看PLC的内部寄存器地址,它与图10中的Address所赋的值必须一样,否则OPC client 访问不到。点击工具栏中的“Quick Client”选项对OPC server 进行测试。测试界面如图11所示。
当图11中的“Quality”变为“Good”时,表明OPC server 已经和西门子S7-300PLC正确连接,且从图中的“Value”中获取该温度值。
该方法的机床现场测试如图12所示。在监控程序运行时,服务器、客户端能正确按照指定的参数进行数据采集,并实时在客户端界面上显示状态信息。能够通过客户端创建与系统匹配的变量,改变相应的指令或数据,控制数控机床的运动状态或修改系统相关参数。在FANUC数控系统中,也可以采用该方法实现对机床实时数据的监测,但需要FANUC提供必要的技术授权。
4 结束语
基于OPC技术的840Dsl数控机床远程监控方法充分利用了以太网通信特性,能够实现即时传输数据,适用于大中型需要在车间组网的企业[6]。该方法经现场测试,达到了预期的监测效果,实现了通过以太网远程控制数控机床的目标,对于实现数控机床远程控制和管理有借鉴意义,具有很广的应用前景。
[1] 杨家荣,徐志明,王昌富. 基于OPC技术的数控机床远程监控技术研究[J]. 制造技术与机床, 2010(7)∶52-55.
[2] 西门子. SINUMERIK 840Dsl 简明调试手册[Z]. 2013.
[3] 日本OPC协会. 基于OPC应用技术入门[EB/OL]. (2011-07-02)[2014-01-05].http∶//www.docin.com/P-227642467.html.
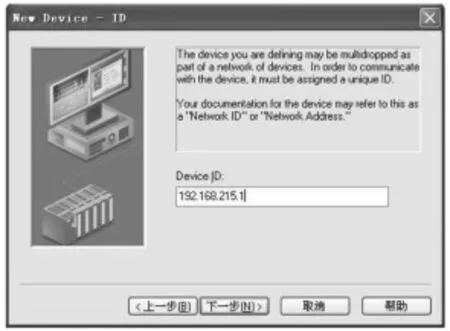
图9 新设备IP地址配置
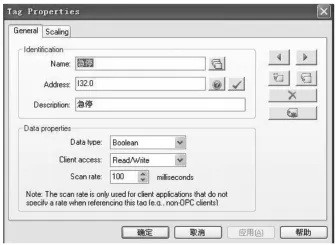
图10 新建标签属性对话框
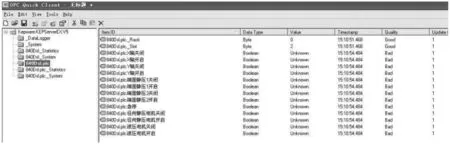
图11 给定及系统参数测试图
[4] 敖茂尧,覃贵礼,林雯. 基于OPC 技术的数控机床数据采集应用研究[J]. 广西轻工业, 2009,25(3)∶64-66.
[5] 王嘉,苏红旗,刘清志,等. OPC技术在油田生产组态管理系统中应用的研究[J]. 计算机技术与发展, 2007,5(17)∶49-51.
[6] 蔡翔云,郑小虎,姜麟. OPC规范及开发应用[J]. 昆明理工大学学报, 2002,27(3)∶1-3.作者简介:
李涛(1987-),男,硕士研究生,工程师,主要研究方向:数控机床系统软件设计。
胡天明 (1978-),男,硕士研究生,副高级工程师,主要研究方向:数控机床系统设计与管理。
李欢(1987-),男,硕士研究生,主要研究方向:齿轮算法设计与研究。

图12 测试界面
让工业设计更智能:通过SitaraTMAM437x工业用单芯片实现连接、控制与通信
日前,德州仪器 (TI)宣布推出全新的SitaraTM AM437x 工业开发套件 (IDK)。AM437x IDK可帮助开发人员实现电机控制工业系统设计的差异化和优化,同时还有助于评估基于ARM® Cortex®-A9内核的高集成度Sitara AM4379与AM4377处理器的多协议、工业通信以及反馈接口功能。
随着互连驱动解决方案这一趋势的不断发展,智能工业系统正在开始采用数字电机反馈系统。这样的数字化搭配工业用以太网通信可以通过降低通信和控制之间的延迟帮助工厂和能源部门实现更高的效率。AM437x IDK将电机控制反馈与为变频器、伺服系统驱动或交流驱动提供单芯片驱动解决方案且经过认证的工业以太网协议进行了整合。除了电机控制应用,此套件还有助于诸如可编程逻辑控制器 (PLC)以及人机界面 (HMI)等其他工业自动化应用的开发。AM437x IDK集成了经过认证并随时可以投产的工业通信协议,为开发人员提供了易于使用的工业系统解决方案平台。
“自动化系统对于工厂的生产力会产生积极的影响,通过快速且可靠的网络通信,产量将会得到显著的提高。”TI市场经理Punya Prakash说道,“凭借四核PRU,Sitara AM437x处理器可提供最高的集成度,从而帮助工业单芯片驱动解决方案实现多协议通信与反馈接口。”
(TI公司供稿)
A method of realized 840Dsl CNC system remote control and supervisory
Li Tao, Hu Tianming, Li Huan
(Yichang Changji Machine Technology Co., Ltd., Yichang 443003, China)
Combined with the present situation of the CNC machine remote monitoring, this paper introduced the basic frame of SIEMENS 840Dsl CNC system, the principle of OPC technology, and expounded the programmed and debugging method of 840Dsl CNC system remote control and supervisory based on OPC technology. After debugging, the KEPServerEX server, the client and the SIEMENS 840Dsl CNC system communication are realized. Through client real-time reading and writing the different information of CNC system, SIEMENS 840Dsl CNC machine remote real-time control and supervisory system is realized.
CNC system; OPC technology; data read and write; remote control and supervisory
TP312
:A
:1674-7720(2015)07-0005-04
2015-01-14)
