基于PLC的调距桨控制系统的设计
2015-06-27马宁,秦珩
马 宁,秦 珩
(南海舰队装备部,广东湛江 524001)
基于PLC的调距桨控制系统的设计
马 宁,秦 珩
(南海舰队装备部,广东湛江 524001)
可调螺距螺旋桨CPP(简称可调桨或调距桨)广泛应用于拖船、渔船、工程船(布缆船、挖泥船等)、调查船、科学考察船、油船、渡船、滚装船、破冰船等。基于PLC的调距桨控制系统使用PLC为主要控制单元,通过程序控制系统各部件工作;辅以HMI为主要显示部件,组成高性能的CPP控制系统。克服了以往的分立元件控制方式下故障多、维修困难的问题,使设备具有集成度高,简单灵活,易于维护的特点。在海洋勘察船上一年多的使用,取得良好的效果,不仅各项性能完全达到设计要求,工作稳定可靠,而且产品维护升级非常方便。基于PLC的调距桨控制系统,将PLC和HMI技术引入船舶CPP智能控制领域,增强了产品功能,降低了产品成本,具有较好的经济效益,同时对推动船舶电气的标准化建设也具有十分重要的意义。
调距桨 PLC HMI
0 引言
可调螺距螺旋桨 CPP(Controllable Pitch Propeller),一般称为可调桨或调距桨,此称呼是相对于定距桨 FPP(Fixde Pitch Propeller)而言的,在推进器中属于高端产品,性能好,价格高。调距桨能够在不改变螺旋桨和主机转向的情况下,仅用改变螺距的方法得到从最大正值到最大负值的各种推力值,既可以省去换向装置,又可减少船舶换向的时间。和单工作制的定距桨不同,它是多工作制机构,有效地协调了船的多工况与单一主机的矛盾,在非设计点的其它工况,均能发挥主机螺旋桨的能力与效率,提高船的性能,和定距桨动力装置相比,可提高约3~5%的综合效率,具有明显的节能效果。
广泛采用调距桨的船型有:拖船、工程船(布缆船、挖泥船等)、调查船、科学考察船、油船、渡船、滚装船、破冰船等。
但是,我国各类船舶装备的调距桨电控系统基本上都是采用模拟电路控制方式,即由分离元件电路板组成的模拟控制电路。这种控制模式有参数易漂移、精度不高、调试点多、故障率高等缺点,维修调试十分困难。各个厂家生产的控制板规格不同,接口电路没有统一的标准,零配件更换困难。
本文以海洋勘察船主推进装置调距桨控制系统为例,探讨了使用PLC结合HMI技术,设计出稳定性高、操作使用方便的CPP控制系统。
1 系统设计
1.1 系统需求分析
结合船舶的实际情况,对CPP控制系统需求分析如下:
1)本系统要求能够在驾驶室、集控室操纵控制调距桨及主机转速;对调距桨的控制应使集控室比驾驶室优先。两部位间设置联锁机构,同一时间只能在一个部位进行操纵;
2)驾驶室与集控室之间应能迅速方便的进行切换,切换时间一般不大于3 s;控制部位之间进行切换时,调距桨的原工况应保持不变,各控制部位设有操纵部位的指示信号;
3)每个部位均设有操纵台,操纵台上设有操纵手柄、螺距表、主机转速表、操作开关及状态指示报警灯;
4)控制箱面板设置一台HMI,便于使用、管理和维修维护;
5)螺距失控时系统发出声光报警信号;
6)调距桨控制角度范围:+100~0~-100(相对值),转速控制范围:125~200 r/min;
7)全程变距时间:35±1 s(含电控及液压动作时间);
8)具备调距桨负荷控制功能;
9)具备调距桨恒速控制功能;
10)本系统应具备一定的抗干扰能力,也不应产生正常工作所不允许的传导感应和辐射干扰,各系统之间应能电磁兼容;
上述功能能够最大限度的发挥调距桨的作用,可平稳精确控制舰船的航速,非常有利于船舶的战术性能的发挥。系统同时具备完善的安全保护功能,能有效的保护主机的安全运行。
1.2 调距桨控制系统工作原理
调距桨控制系统组成如下:
1)驾驶室操纵台(含左机和右机)
2)集控室操纵台(含左机和右机)
3)艉轴舱操纵台(左机)
4)艉轴舱操纵台(右机)
5)主控制箱(集控室)
6)备用控制箱(艉轴舱)
7)传令车钟(驾驶室和集控室)
8)螺距反馈装置(艉轴舱)
9)转速测量装置(艉轴舱)
10)负荷测量装置(主机舱)
11)调速比例阀及电磁阀箱(集控室)
12)螺距测量指示装置(集控室)
其功能框图如图1所示。
结合图1,CPP控制系统工作过程如下:PLC控制系统根据(驾驶室或集控室)操纵手柄的指令,按照预先编制的程序,同时对调距桨和主机转速进行控制。控制系统具有负荷控制功能,负荷控制可在船舶外部航行条件(风、浪、洋流等)发生变化时,保持主机已调定的负荷,保证操控手柄的安全操作,使主机不会有超负荷的危险。
主控制系统和备用控制系统采用独立供电方式。主控制系统由总配电板的380 V输出,经7LP、8LP电力分电箱到主机变压器转换为220 V;备用控制系统由总配电板的220 V直接供电。
为安全考虑,在意外情况下调距桨控制系统能够继续使用,控制系统还配有独立的螺距备用控制装置和备用的驾驶室传令钟装置。
1.3 主要材料选型
1)控制器(PLC):选用欧姆龙的CP1HXA40DT-D型可编程控制器主机, 主要性能如下:
电源:DC24V
控制方式:存储的程序方式
程序语言:梯形图
指令长度:1~7步/指令。
指令执行时间:基本指令:0.10 μs以上,专用指令:0.15 μs以上。
公用处理时间:0.7 ms。
程序容量:20 K步。
子程序编号最大值:256
跳动编号最大值:256
定时器:4,096位:T0~T4095
计数器:4,096位:C0~C4095
DM区:32K字:D0~D32767
跟踪存储器:4,000字(500个样本用于追踪数据,最多为31位和6字。)
线性驱动器输入:两轴用于相位A、B和Z
线性驱动器输出:两轴用于CW和CCW
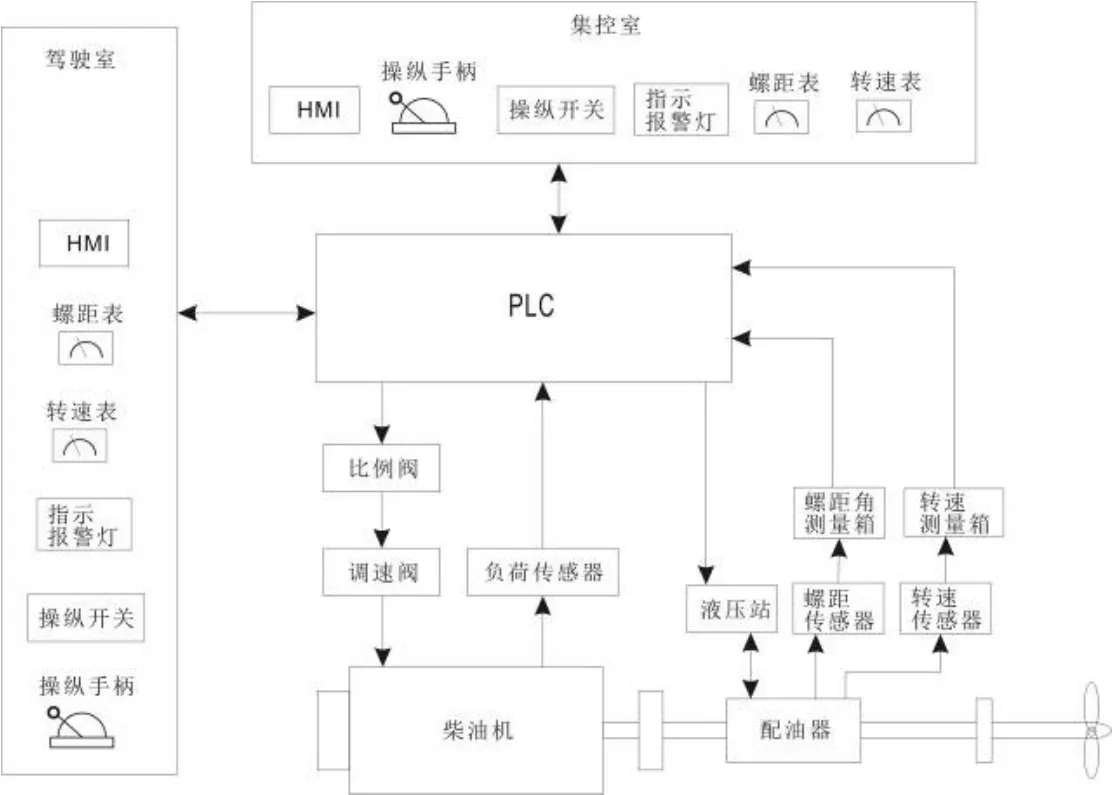
图1 系统方框图
2) HMI:选用威纶10寸TK6102I型液晶显示触摸屏,主要性能如下:
显示类型:10”TFT
分辨率(WxH dots):800 x 480
显示色彩:65536
显示亮度(cd/m):300
对比度:500∶1
触控类型:4线模拟电阻式
触控精度:Active Area Length(X)±2%, Width(Y)±2%
Flash储存器:128 MB
DRAM:64 MB
处理器:32 Bit RISC 400 MHz
COM连接:Com1∶ RS-232/RS-485 2w/4w, Com3∶ RS-485 2w
输入电源:24±20%VDC
软件:简体中文版EB8000 V4.42或更新版
3)转速测量模块:选用HXG-253N型转速测量模块
4)比例阀驱动板:选用HXG-253P型比例阀驱动板
5)放大板:选用HXGOS.PCB螺距表指示放大板。
2 螺距控制功能实现
2.1 螺距控制原理
驾驶室或集控室操控台上的操纵手柄轴带动一支高精度信号发生器(由精密电位器产生),将手柄信号即调距桨角度指令信号送给PLC的A/D通道1。同时,调距桨配油器内部的螺距反馈精密电位器给出一个实际螺距角度信号送往PLC 的A/D通道2,PLC接收到这两个信号后,结合主机转速等其他状态信息综合判断运算后,输出控制信号驱动正车或倒车电磁阀工作。电磁阀接通正车/倒车油压油路,通过轴内的液压缸带动桨叶转动,产生一调距桨角度,使之与操纵手柄指令一致,从而完成调距桨的控制。控制示意图如图2。
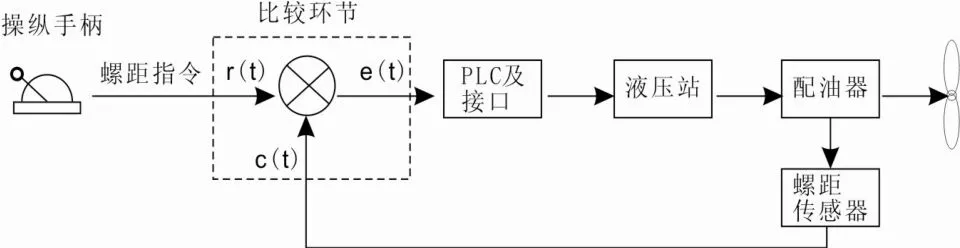
图2 螺距控制原理示意图
PLC模拟量闭环控制系统模型如图2所示。图中虚线部分由PLC的基本单元加上模拟量输入/输出扩展单元来承担,执行机构由液压站和配油器承担,被控对象为调距浆,检测变送由螺距传感器来完成。PLC模拟量闭环控制系统工作过程为,由PLC采样来自指令元件的模拟信号r(t)和检测变送器的反馈c(t),同时将采样的信号转换为数字量,运算后得到差值e(t),存在指定的数据寄存器中,经过PLC运算处理后输出c(t)给执行机构。
2.2 控制算法的设计
螺距角度控制为前馈加闭环控制,前馈控制可以使螺距角度快速到达设定值,提高了系统的响应速度。而闭环控制可以调节由位置干扰引起的螺距角度波动,螺距角度闭环控制采用了位置式 PID 算法,实现螺距角度精确控制。公式(1)即为位置式 PID算法。

式中,u(k)—第k 次采样时刻控制器的输出值;
e(k)—第k 次采样时刻控制器的输入(e(k )=r(k )-c(k )常常是设定值与被控量之差);
Kp—控制器的比例放大系数;
Ki—控制器的积分系数;
Kd—控制器的微分系数。
该公式依据控制器输出与执行机构的对应关系,通过调整比例、积分和微分三项参数,使得调距桨控制系统获得良好的闭环控制性能。
3 转速控制功能实现
3.1 转速控制原理
由驾驶室或集控室操控台上的操纵手柄输出的指令信号同时被PLC解释为转速信号,PLC在接收到这个信号后,综合当前控制模式开关量状态,以及柴油机的负荷状态和柴油机的转速等外部条件,适时调整柴油机的转速。其工作原理如图3所示。
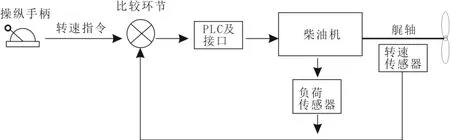
图3 转速控制原理示意图
系统进入转速控制时,将启动转速控制程序。软件在每个扫描周期执行一次转速控制程序,输出的电压信号由公式2计算得出。
式中,Q——输出信号,经D/A单元转换为电压信号,控制转速比例阀。
Ph——输入信号,操纵手柄的指令,电压信号,经A/D单元转换为数字信号。
Pf——输入信号,转速的反馈电压,经A/D单元转换为数字信号。
f1——转速比例阀系数1,由PLC的输出精度和参考电压计算得出。
f2——转速比例阀系数2,也称为校准系数,与手柄的电压信号以及系统输出误差相关。
Dmin——最小输出值。
使用编程语言将公式(2)写入PLC控制软件,作为子程序以备调用。实际的转速控制程序比较复杂,在使用公式(2)的同时,需考虑几个方面的因数,其工作过程如下:
1)首先,判断是正车位还是倒车位;
2)再判断转速是否大于200 rpm;
3)下面以正车位,转速小于200 rpm为例说明程序的处理过程。转速如果大于200 rpm,则不可调整转速。至于倒车位,控制流程相同,只是使用的转速比例阀系数不一样。
4)从A/DCH1读取驾控手柄的输入信号,减去设定的“调速+ 死区”,得到差值DU(DU=Ph-Pf),再与“调速+ 死区”进行比较;
5)当驾控手柄的输入信号<“调速+ 死区”时,DA输出最小值Dmin,驱动转速比例阀;
6)当驾控手柄的输入信号≥“调速+ 死区”时,运用公式2计算输出信号,DU(DU=Ph- Pf)先乘以转速比例阀系数f1,再除以转速比例阀系数f2;
7)结果加上最小值Dmin,通过DA输出,驱动转速比例阀。
4 HMI人机界面设计
工作主界面是系统工作时最常用的界面。根据系统需要,在EB8000软件上设计CPP控制主界面如图4所示。
主界面的左边设有19个位状态指示灯,分为两列摆放。最左侧位状态指示灯用于指示驾控室控制下的9种控制方式;右边位状态指示灯用于指示集控室的控制方式和主机工作状态。
主界面的中部是3个棒图元件,前两个棒图元件分别用于指示驾控手柄和集控手柄的位置,另外一个棒图元件用于指示调距桨的螺距状态。
主界面的右边是6个表针元件。分别用于指示艉轴转速、主机负荷、调速气压、齿条表、螺距微调和负荷限制。
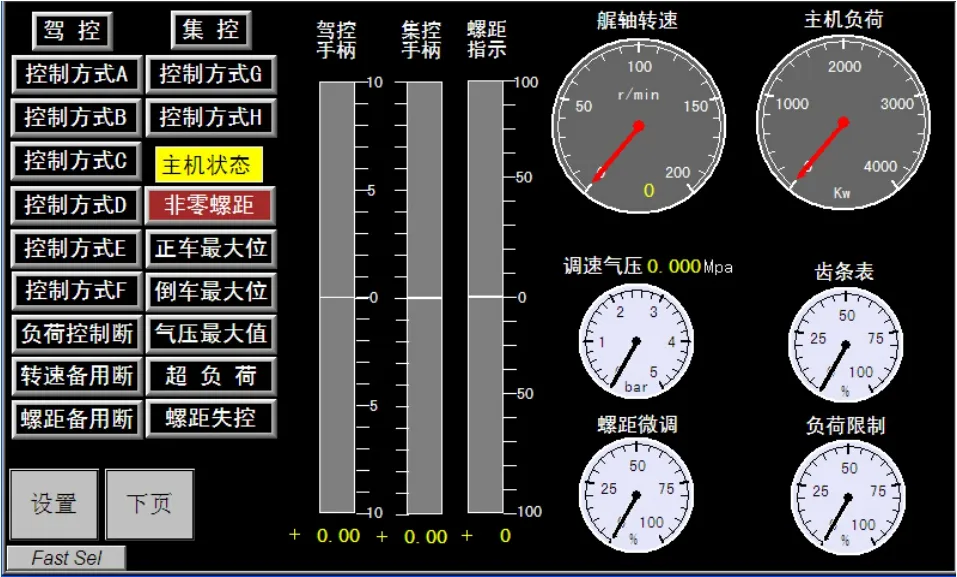
图4 工作主界面
5 结论
本文介绍了基于PLC和HMI的调距浆控制系统的设计和实现的要点。该设备与以前的分离元件电路板产品相比,具有集成度高,性能稳定,操作简单方便的特点。
该产品在海洋勘察船上投入使用一年多时间,系统运行稳定,工作可靠,抗干扰能力强,硬件结构简单。PLC和HMI都是标准化产品,配件供货方便,系统维护快捷简单。HMI显示界面清晰、美观,主题突出,性能稳定可靠,这些优点使得该产品在船舶CPP自动化控制中有很大的应用前景。
本文的创新点在于将PLC和HMI技术引入船舶CPP智能控制领域,增强了产品的功能与性能,降低了产品成本,提高了产品的可维护性,具有较好的经济效益。
[1] 梁伟. 船舶机舱自动监测报警控制系统设计[D].大连理工大学硕士论文, 2002:1.
[2] 王琪. 船舶机舱监测报警系统的应用现状及发展趋势[J]. 机电设备, 2007,6∶ 32-35.
[3] 龚玉林. 船舶机舱报警系统的软件设计[D]. 大连海事大学硕士论文, 2008:1-4.
[4] 战兴群, 赵隽, 张炎华等. 机舱监测报警系统研制[J]. 船舶工程, 2001,3∶ 42-46.
[5] 周林,殷侠等. 数据采集与分析技术[M]. 西安电子科技大学出版社, 2005:253-267.
[6] 闫世杰. 船舶信号[M]. 人民交通出版社, 2006:26-82.
The Design of the Pitch Control System Based on PLC
Ma Ning, Qin Heng
( Facility Department of South China Sea Fleet, Zhanjiang 524001, Guangzhou, China )
Controllable pitch propeller( CPP) is widely used in tug, fishing boats, engineering ships (cable laying ship, dredger, etc.), boat surveys, scientific investigation ship, oil tanker, ferry and RO ro ships, icebreakers and others. Using PLC as main control unit, CPP control system controls components through the program, and forms high performance CPP control system with HMI as the main display components. It overcomes the problems of many faults and maintenance difficulty in former control method, which makes the equipment have high integration, simple and flexible, and easy to maintain. It gets good results for the system used in marine survey ship more than a year. It meets the design requirements. The operation is stable and reliable, and product maintenance and upgrade is very convenient. Based on PLC, intelligent control of ship CPP enhances the function, reduces the cost and gets better economic benefits. It also has a very important significance to promote the construction of ship's electrical standardization.
CPP; PLC; HMI
TP273
A
1003-4862(2015)08-0061-05
2015-06-08
马宁(1983-),男,工程师。研究方向:轮机工程。