超声波探伤在铝合金中厚板检测中的应用
2015-06-27马玉蕊
马玉蕊
((中色科技股份有限公司,河南 洛阳 471039)
超声波探伤在铝合金中厚板检测中的应用
马玉蕊
((中色科技股份有限公司,河南 洛阳 471039)
文章介绍了铝合金中厚板内部的常见缺陷,比较了超声波探伤铝合金中厚板的常用方法,展望了铝板超声波探伤未来的发展。
铝合金中厚板;缺陷;超声波;探伤
铝合金中厚板是指厚度≥6mm 的铝合金板材,其中的7××× 系、2×××系以及6×××系中厚板则广泛应用于航空航天和交通运输等领域。随着我国航空航天及交通工业的高速发展和现代化的进程,此类铝合金板材的需求量急剧增加。
航空航天及交通运输领域,对铝加工材料的要求非常严格,材料中任何微小的缺陷都可能造成整体机械性能的大大降低,甚至会导致严重事故。由于我国铝加工设备和加工工艺存在不稳定性,铝合金板在生产过程中难免会出现各种缺陷,为确保这些重要用途铝合金板材的性能,根据下游客户的要求,在中厚板生产过程中会进行超声波A级或AA级探伤。本文主要介绍超声波探伤在铝合金中厚板检测中的应用。
1 铝合金中厚板缺陷
7××× 系合金属Al-Zn-Mg-Cu系超高强铝合金,2×××系合金是Al-Cu-Mg系高强高韧铝合金,6×××系合金是Al-Mg-Si系铝合金,均属热处理可强化铝合金,具有较高的比强度及优良的综合性能。此类铝合金板典型的生产工艺是:熔炼→铸造→均热→铣面→加热→热轧→淬火→拉伸→时效→探伤。这类板材生产工艺复杂,其成品容易出现一些缺陷,其中最主要的缺陷包括细孔隙、裂纹、分层以及过烧。
细孔隙一般是由于熔炼中氢气含量高引起的,裂纹和分层与合金中较高的杂质Fe、Si含量,以及氧化物夹杂有关;2×××系和7×××系合金最容易发生过烧,这是由于其热处理温度与其过烧温度接近,当合金在较高温度热处理时会发生过烧。这些缺陷如果不是位于板材表面或是延伸到板材的侧面和端面,肉眼很难发现。
以上缺陷对板材疲劳强度、韧性影响很大,必须通过检查将不合格的板材剔除出来,而超声波探伤可以有效的检测出这些缺陷。
2 铝合金中厚板超声波探伤
在目前的超声波探伤中,大量使用的是基于压电效应的脉冲反射式超声波探伤。其中包括纵波、横波、瑞利波、兰姆波探伤。纵波探伤主要能发现和探测面平行或较大的稍有倾斜的缺陷,适合于铝合金板材探伤。
脉冲反射式纵波探伤其原理是使用超声波扫描被检板材,如遇到不同声阻抗介质的界面,便有声能反射回来,即缺陷信号或界面信号显示在检验装置的荧光屏上,以示出其位置和当量大小,按耦合介质的不同分为接触探伤和水浸探伤。
2.1 探伤方法的比较
脉冲反射式接触探伤是铝合金板材探伤最基本的方法,用探头直接接触板材进行探伤,使用直接接触法应在探头和被探测板材表面涂一层耦合剂作为传声介质,常用的耦合剂有机油、甘油等。这种方法多为手动检测,操作方便,适合现场检验,成本较低;同时入射声能损失少,灵敏度高。其缺点是操作人员的劳动强度大,受人为因素影响较大,不利于实现自动化操作。
脉冲反射式水浸探伤是铝合金板材探伤中最常用的方法,此法以水作为耦合剂,使探头发射的声波经过一段水后再进入工件探伤。水浸法的优点是:(1)探头与板材不接触,因此超声波的发射与接收都比较稳定,不像接触法中灵敏度受到油膜厚度、接触压力和表面光洁度等因素的影响;(2)被检测板材的界面回波信号比发射脉冲信号窄得多,能量弱的多,就被检测板材而言,这大大缩小了盲区,从而与非液浸法相比,能探测比较薄的板材。普通的接触法能检测的板材的最小厚度为10mm,水浸法能检测的最小厚度为6mm;(3)容易实现自动化操作,可以检查大规格的板材,目前板材最大宽度可达3500mm,最大长度可达39000mm。
水浸探伤法根据板材和探头浸没方式可分为全没液浸法、局部液浸法和喷流式局部液浸法等三种方式,其原理见图1。实际铝板材检验中只使用第一种方法,主要因为其它两种方法的精度不高。
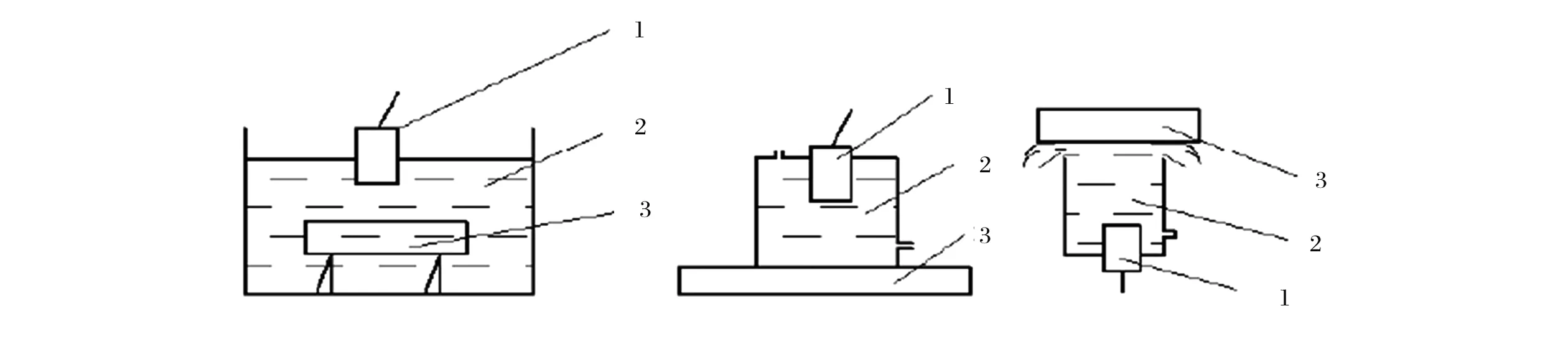
1-超声波探头;2-水;3-被检查板材图1 水浸探伤法Fig.1 Schematic illustration of immersion ultrasonic testing
水浸法也有不足,因为声束指向性差,对探伤不利,特别是对倾斜入射的声束,为了保证恒定的入射角和不致出现其它干扰波形,多采用聚焦的方法来改善指向性。由于声束在某一深度范围内直径变窄,声强增高,可以提高局部区域的灵敏度及横向分辨力,在C扫描检测中可以提高图像的分辨率。
近年来用于铝合金板材探伤的水浸式探伤仪装备有相控阵聚焦探头。超声相控阵的关键是,通过压电换能元件规则排列以及对每个元件的发射时间和相位加以控制,达到不更换探头即可动态改变波束位置和方向的目的。相控阵聚焦技术的原理如图2 所示,控制相控阵各阵元发射信号的时间延迟,使其发射的声波在焦点处同相,超声波束在焦点处同相叠加,振动达到最大值即形成聚焦。改变各阵元激发的延时规律,可以改变焦点位置和波束指向,形成在一定空间范围内的扫描聚焦 。
实际生产中探伤先是以一般模式扫查,使用固定焦点聚焦技术,在自动模式下覆盖全部铝板表面,同时对发现的缺陷标注,扫查速度可达300 mm/s。当发现缺陷时再进行缺陷评估再扫查,使用多个闸门和相控阵聚焦技术,对缺陷进行精确扫查。这种技术已经可以满足更高级别的AAA级的检验。
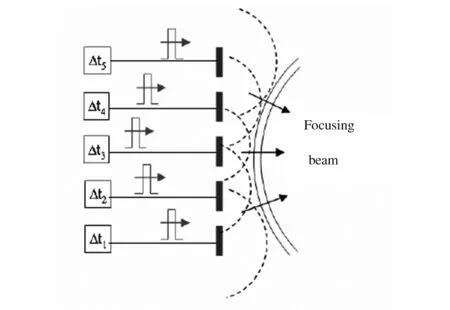
图2 相控阵聚焦原理Fig.2 Schematic illustration of focusing with phased array
2.2 探伤缺陷的评定
依据《GB/T 6519-2000 变形铝合金产品超声波检验方法》,先调整检验系统的灵敏度,通过扫查,将来自被检件超声波反射信号幅度与规定的人工平底孔反射信号比较,评定所发现的缺陷和底波波形变化,将评定的结果与验收等级进行比较来评定被检件的质量。AA级、A级、 B级验收时,其允许的缺陷当量应符合表 1规定。
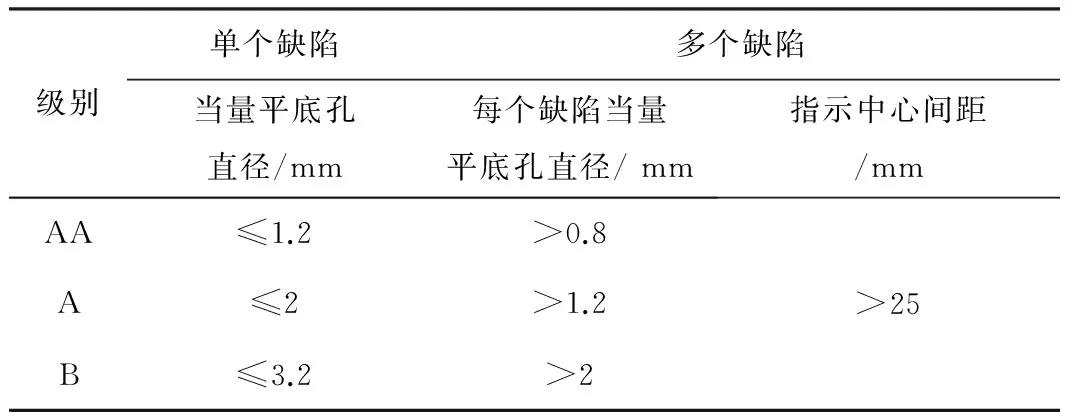
表1 缺陷当量
3 发展展望
新兴的超声波技术有激光超声和电磁超声等。激光超声是目前国内外研究最活跃的非接触超声换能方法,具有时间和空间上的高分辨力,为快速和远距离的非接触超声波检测创造了条件。
电磁超声使用电磁超声换能器(EMAT),由于待测试件本身就是换能器的一部分,因此EMAT无需声耦合剂。 EMAT可以通过改变线圈的绕制方式以及外加磁场的方向来产生横波、纵波、导波等多种类型的超声波,有利于提高缺陷检测的精度。
这些新兴的技术使检测更加快速、准确、可靠,必将在今后铝合金中厚板探伤中发挥积极作用。
[1] 超声波探伤编写组.超声波探伤[M]. 北京:电力工业出版社,1980.241-242.
[2]肖亚庆等.铝加工技术实用手册[M]. 北京:冶金工业出版社,2005.177.
[3]东北轻合金有限责任公司. GBT 6519-2000. 变形铝合金产品超声波检验方法[S].
[4]王志银.铝合金薄板焊缝的超声检测与缺陷定位[D]哈尔滨:哈尔滨工业大学,2008,8.
[5]段伟亮.铝合金厚板电磁超声缺陷检测方法研究[D]哈尔滨:哈尔滨工业大学,2011,2.
Application of Ultrasonic Flaw Detection in Inspection of Aluminum Alloy Plate
MA Yurui
(China Nonferrous Metals Processing Technology Co., Ltd., Luoyang 471039, China)
The paper presented common defects in aluminum alloy medium plate, it summarized conventional ultrasonic examination methods for flaw detection, and it provided the perspective on the development of ultrasonic flaw detection.
aluminum alloy plate; defect; ultrasonic; flaw detection
2014-11-11
马玉蕊(1983-),女,硕士,工程师,主要从事有色金属加工工程设计。
TG339
A
1671-6795(2015)02-0033-03
