影响PVC-U型材焊角强度的研究
2015-06-24王永兵胡海金李本立
王永兵,胡海金,李本立
(西安高科建材科技有限公司,西安 710075)
影响PVC-U型材焊角强度的研究
王永兵,胡海金,李本立
(西安高科建材科技有限公司,西安 710075)
通过实验对PVC-U型材配方中碳酸钙、ACR等成分的变化,配方体系中的润滑平衡以及同一配方下不同工艺调整,从而得出影响PVC-U型材焊角强度的关键点。
型材焊角强度; ACR; 碳酸钙; 润滑平衡; 挤出工艺
PVC-U型材焊角强度能反映产品的综合性能,产品的焊角强度提高,对于成窗使用寿命有较大帮助。该文通过配方中碳酸钙、ACR等原材料的成分变化[1,2],配方体系中润滑平衡及同一配方不同工艺的调整的实验,找出影响型材焊角强度的几个关键控制点,以提高PVC-U型材焊角强度。
1 PVC-U型材配方中不同原料用量变化对型材焊角强度影响
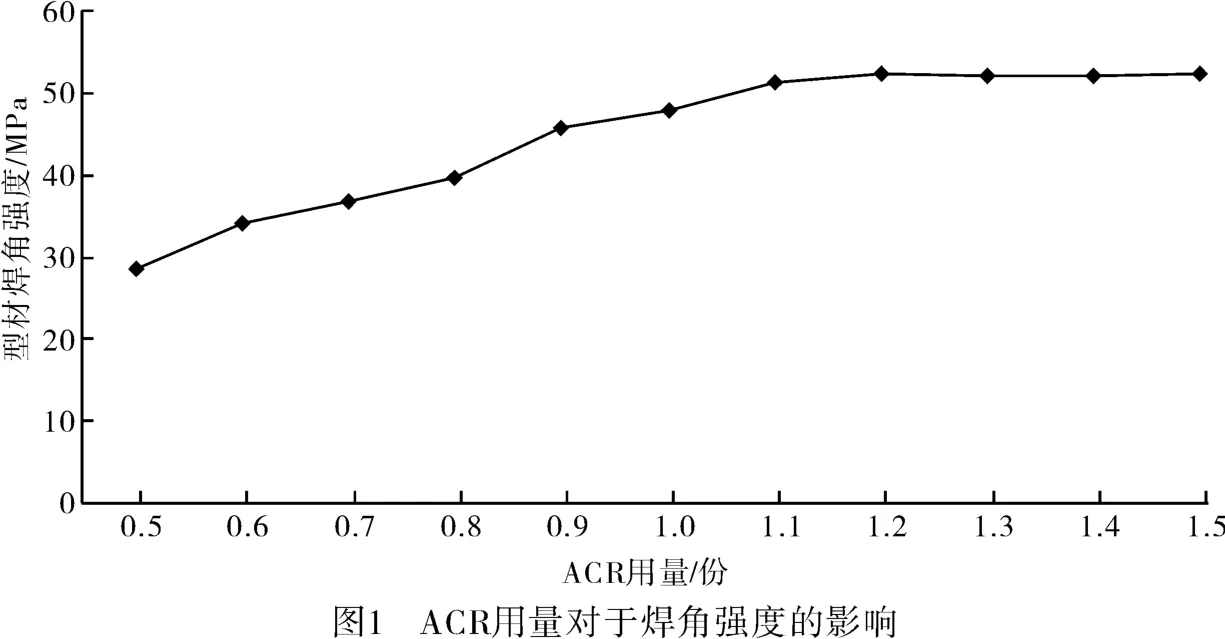
1.1 不同ACR用量对型材焊角强度的影响
试验用特性粘数在7 m L/g的ACR,在配方其他成分用量不变的情况下,ACR用量按照每0.1份用量逐步递增,在相同的工艺条件下进行试验取样。从表1实验结果可以看出,随着ACR用量的增加,型材焊角强度明显提高,但是增加到一定量后,再增加用量对焊角强度的影响就不明显。

表1 不同ACR用量的焊角强度检测结果
1.2 不同碳酸钙用量对型材焊角强度的影响
在配方其他成分用量不变的情况下,碳酸钙用量按照每2份用量逐步递增,从10~24份,在相同的工艺条件下进行试验取样。从表2可以看出,随着碳酸钙用量的增加,型材焊角强度明显降低[3]。

表2 不同碳酸钙用量的焊角强度检测结果

2 内、外润滑平衡对于型材焊角强度的影响
PVC-U型材配方中润滑平衡体系,对于型材产品的稳定挤出及焊角强度等产品性能影响较大,对照物料在转矩流变仪上的转矩流变曲线与实际生产过程中物料的表现特征,可以判断润滑体系是否符合平衡状态的标准。
润滑平衡的标准是从生产实际出发制定的,在生产过程和试验中总结以下四点来考察润滑平衡。
1)内、外润滑均不足:特点是熔体粘度较大,塑化扭矩较大,熔体粘壁现象严重,表现在“转子”上熔融试验料不好清理。严重的有可能提前热分解,试样表面光滑性较差,制品力学性能较低。表现在生产过程中就是树脂混合物提前塑化、分解,主机真空观察口处树脂混合物表面不光滑,主机真空缸里小分子物质多,有时会堵塞主机真空设备。型材内腔发泡严重,焊角强度值低。
2)内、外润滑剂均过量:塑化扭矩较小,有析出现象,表现在生产过程中,型材表面光滑度很好,严重时用手擦拭型材表面有油样感觉,型材焊角强度值低。
3)内润滑剂较少、外润滑剂较多,塑化时间明显地延长,塑化扭矩有所增大,生产中型坯较硬,长时间得不到塑化,产生的废料较多,生产出的型材表面有涂油的感觉,型材变脆,焊角强度值低。
4)内润滑剂较多,外润滑剂较少,塑化时间明显地缩短,有较严重粘附模具现象,生产中经常会出现模具糊料、粘料等现象,型材表面有黄线产生,焊角强度值很低。
总之,在生产过程中,配方的设计要根据生产的实际情况来确定内、外润滑剂的用量,达到润滑体系的平衡,才能生产出焊角强度值高的型材[4]。
3 同一配方下不同工艺对于焊角强度的影响
在同一配方情况下,塑料型材的挤出工艺如主机转速、喂料转速及主机融温、融压、扭矩和电流等对于型材焊角强度也会有所影响[5]。
3.1 挤出机主机低转速、高扭矩对焊角强度的影响
3.1.1 挤出工艺情况
在杰亦斯65双螺杆挤出机上进行试验,产品为单腔80框,挤出工艺见表3,试验以主机转速不变,各区温度设定不变,逐步提高喂料转速,每次提高1 r/min,每次试验调整喂料转速后,稳定生产24 h,取样测量颜色,记录各项工艺参数。
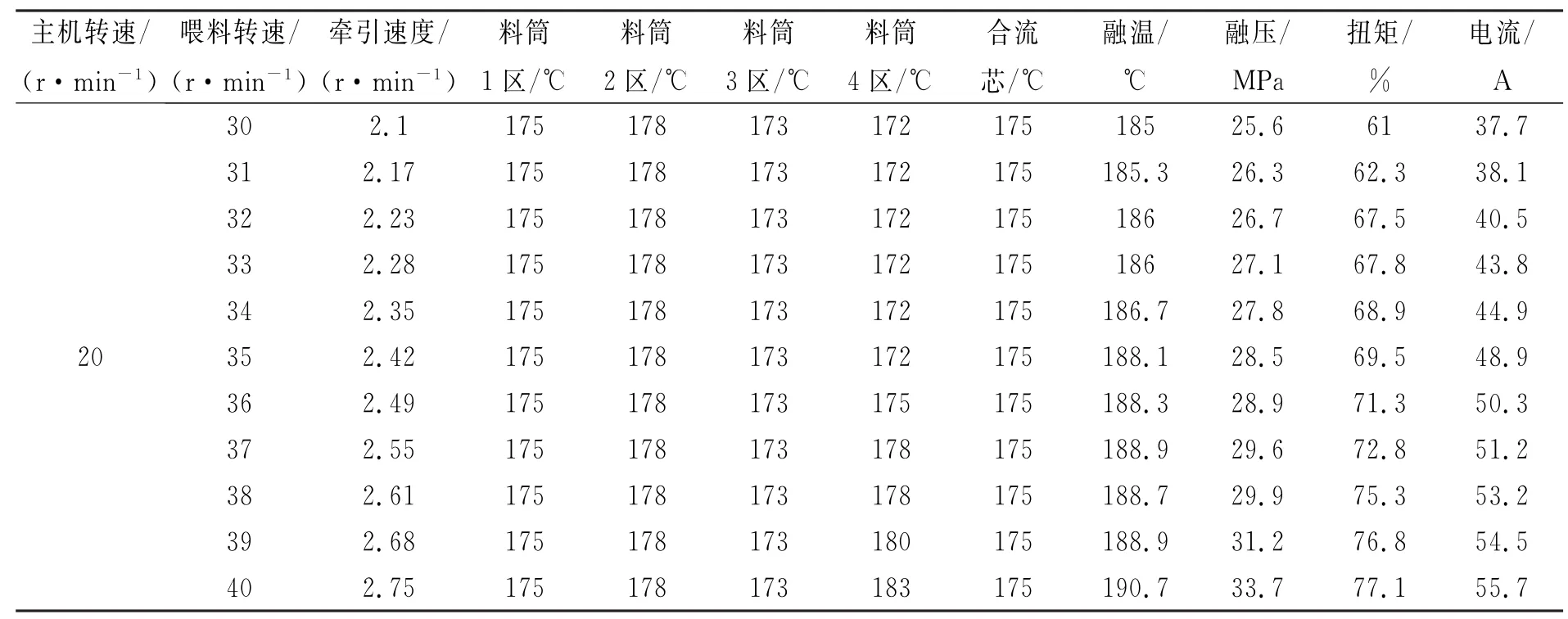
表3 型材挤出工艺
从表3可以看出,主机转速不变,随着喂料转速增加,保证型材壁厚前提下,牵引速度随着喂料的增加而增加,融温、融压、扭矩和电流随着喂料转速的增加而上升,料筒4区温度前期随着主机转速增加而升高。
3.1.2 型材力学性能检测情况
从表4可以看出,在主机转速不变时,喂料转速从30 r/min增加到40 r/min时,焊角强度平均值是逐渐增加的,其他指标都合格。

表4 型材力学性能检测结果
3.1.3 结论和说明
在挤出机转速较低时,型材焊角强度会随着主机喂料转速增加而升高;工艺参数一般控制在:熔融温度: 185~195℃,融压:25~35 MPa,扭矩:65%~85%;完全满足生产需要和理化检测要求。
3.2 挤出机主机高转速、低扭矩对焊角强度的影响
3.2.1 挤出工艺情况
在杰亦斯65双螺杆挤出机上进行试验,产品为单腔80框,挤出工艺见表5,试验以喂料转速不变,各区温度设定不变,逐步提高主机转速,每次提高1 r/min,每次试验调整主机转速后,稳定生产24 h,取样测量颜色,记录各项工艺参数。

表5 不同主机转速情况下的挤出工艺参数的变化
从表5可以看出,喂料转速不变,随着主机转速增加,牵引速度是不变的,融温、融压、扭矩和电流随着主机转速的增加而下降,料筒4区温度前期随着主机转速增加而升高,后期随着主机转速增加而降低。
3.2.2 型材力学性能检测情况
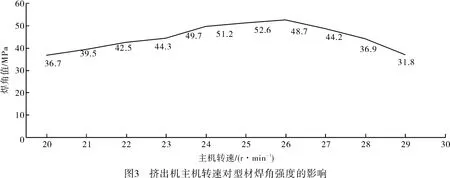
从表6可以看出,主机转速从20 r/min增加到26 r/min时,焊角强度平均值是逐渐增加的,但是主机转速从27 r/min增加到30 r/min时,随着主机转速的增加,干混料在螺杆中出现过塑化现象,型材内筋发泡情况严重,焊角强度下降。
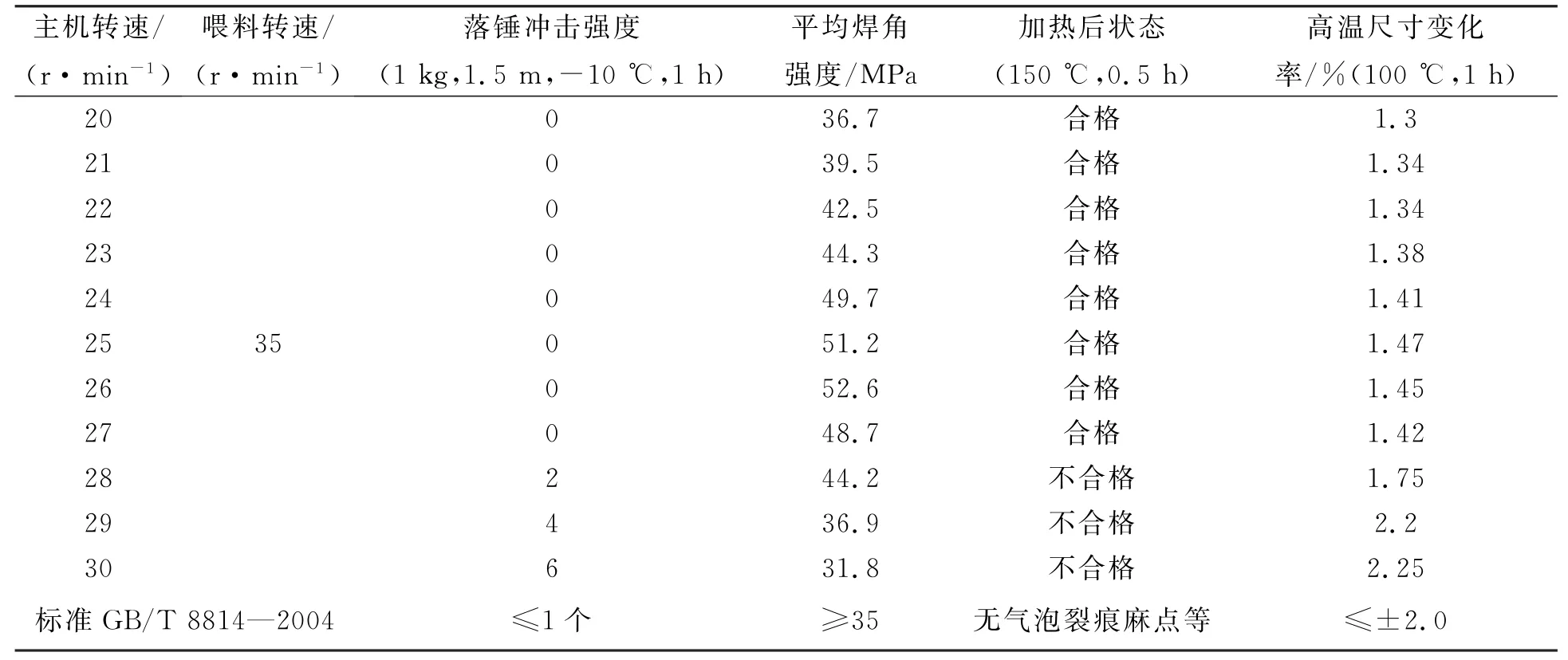
表6 型材力学性能检测结果
3.2.3 焊角强度趋势图
3.2.4 结论和说明
结论:在喂料转速不变,提高主机转速对型材的各项理化指标都有促进作用,但是随着主机转速提高是有一定的范围,喂料和主机配比控制在1.35~1.45之间,电流控制在40 A左右,扭矩控制在64%左右,熔融温度:185℃左右,融压:30 MPa左右,型材的焊角强度值高,其他各项理化指标优良。
4 结 论
a.在配方中增加ACR用量,减少碳酸钙含量,都能够有效地提高型材焊角强度值。
b.在配方设计中内、外润滑平衡能生产出焊角强度值高的型材。
c.同一配方采用低转速、高扭矩工艺调整方法或者高转速、低扭矩工艺调整方法都能起到提高型材焊角强度值的作用。
[1] 魏帮劳,杜精风.提高PVC-U异型材焊角强度的配方研究[J].化学建材,2001(1):10-12.
[2] 宋方海.提高PVC门窗焊角强度应注意的几个问题[J].化学建材,1999(4):37.
[3] 黄克伟,李 平.影响PVC门窗焊角强度的因素[J].科技致富向导,2013(5):11.
[4] 童吉琼.影响塑料门窗焊角强度的因素分析[J].门窗,2014(5):44-46.
[5] 田 萍.浅析影响型材焊角强度的因素及解决措施[J].太原科技,2007(10):21-22.
Impact Strength of Welding Angular Profile of PVC-U
WANG Yong-bing,HU Hai-jin,LI Ben-li
(Xi'an Gaoke Building Materials Technology Co,Ltd,Xi'an 710075,China)
Through the experiment of PVC-U profile formula of the change of the composition such as calcium carbonate,ACR,formula of lubricating balance and adjust the same formulation under different process,this paper calculated the impact angle of welding strength profile of PVC-U key points.
profile angle of welding strength; ACR; calcium carbonate; the lubrication balance; extrusion process
10.3963/j.issn.1674-6066.2015.05.017
2015-08-14.
王永兵(1970-),工程师.E-mail:bingyw284@sohu.com