非标斜楔机构在汽车侧围外板模具中的应用
2015-06-22杨庆波一汽轿车股份有限公司
文/杨庆波·一汽轿车股份有限公司
非标斜楔机构在汽车侧围外板模具中的应用
文/杨庆波·一汽轿车股份有限公司
非标斜楔机构和标准斜楔机构都是汽车覆盖件模具中常见的重要机构,它的作用是将单一冲压方向转换为其他冲压方向,广泛应用在斜楔冲孔、斜楔修边、斜楔翻边、斜楔整形等冲压工艺中,作为直接对产品进行斜冲孔、斜修边、斜翻边、斜整形等冲压工艺的重要工作部件,其设计的合理性是汽车覆盖件模具完成成形、分离工艺的关键。
非标斜楔不同于标准斜楔,标准斜楔的应用形式来源于标准手册,而非标斜楔的设计和灵活应用需要发挥设计者的聪明才智,是模具设计的重点和难点,需要丰富的设计经验。汽车覆盖件模具中整体侧围外板的冲压工艺及模具结构最为复杂,本文以轿车整体侧围外板上边梁修边、翻边工艺为载体,对非标斜楔机构的几种典型结构的特点进行分析、总结。
汽车整体侧围外板的共性
汽车外观质量受汽车车身覆盖件质量的影响,而汽车整体侧围外板是汽车覆盖件中最为重要的冲压件,汽车整体侧围外形尺寸大,形面几何形状复杂,表面质量要求最高。
图1是轿车整体侧围外板上边梁,其中的红线区域需要进行修边及翻边处理。其修边、翻边的冲压方向与模具的冲压方向不一致,呈一定的角度,需要采用非标斜楔机构来完成修边、翻边工艺。下面分别以修边、翻边工艺为例,对分工序分体非标斜楔机构、同工序整体非标斜楔机构及同工序分体非标斜楔机构的设计及应用进行详细介绍。

图1 轿车整体侧围外板上边梁
分工序分体非标斜楔机构
以图1中的某车型整体侧围外板上边梁为例,在修边、翻边工艺中采用分工序分体非标斜楔机构时,其结构类似,所以,下面仅以修边工艺为例,介绍分工序分体非标斜楔机构的设计及应用。
结构形式
图2中红色实体为非标斜楔(吊楔),其呈间隔式布置,整条上边梁剩余未修边的部位(黄色实线框内的区域)要在其他工序内设计两个同样的非标斜楔完成。上边梁分为两道工序完成整个区域的修边,两道工序中非标斜楔修边镶块刃口要有3~5mm的重叠区域。
分工序分体非标斜楔(吊楔)机构的优缺点
优点:模具结构、冲压工艺设计简单;模具加工制造简单,精度易保证;模具装配简单,装配精度高;模具调试与维修简单。
缺点:模具工序多,制造周期长,成本高,冲压件易出现表面质量缺陷。而且,两工序中非标斜楔修边刃口接刀重叠区域,易产生质量缺陷(坑、包、波浪等),还存在二次剪切(产生修边毛屑),此类缺陷修复困难,但又是整车评审不允许出现的质量缺陷。
同工序整体非标斜楔机构
以图1中的某车型整体侧围外板上边梁为例,在修边、翻边工艺中采用同工序整体非标斜楔机构时,其结构类似,所以,下面仅以翻边工艺为例,介绍同工序整体非标斜楔机构的设计及应用。
结构形式
图3中黄色实体为非标斜楔(翻边工艺),其为整体结构,在一道工序中采用一个整体非标斜楔一次完成翻边工艺。
同工序整体非标斜楔机构的优缺点
优点:模具结构、冲压工艺设计简单;模具加工制造简单;工序集中,模具制造成本低。
缺点:整体非标斜楔单体尺寸大,造成装配困难,精度难保证;模具调试与维修难度大。
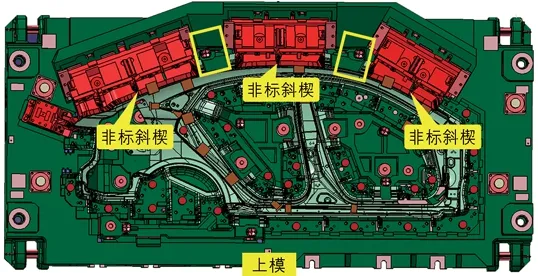
图2 分工序分体非标斜楔的设置
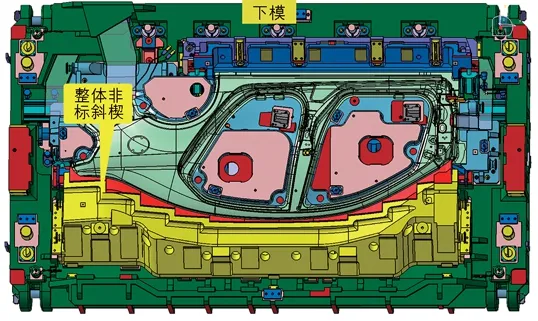
图3 同工序整体非标斜楔的设置
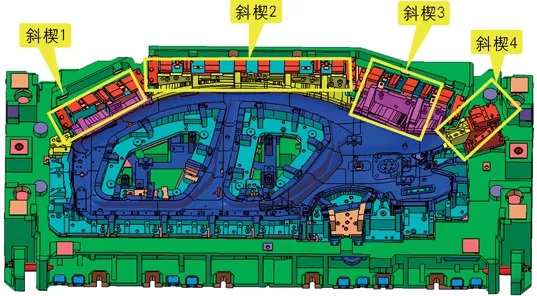
图4 修边工艺中同工序分体非标斜楔的设置
同工序分体非标斜楔机构
仍以图1中的某车型整体侧围外板上边梁修边、翻边工艺为例,介绍同工序分体非标斜楔机构的设计及应用。但是在修边、翻边工艺时采用的同工序分体非标斜楔机构却在接刀结构上存在差异,所以要分别介绍。
修边工艺中同工序分体非标斜楔机构的结构形式
图4中黄色框为修边工艺中的非标斜楔,其为分体结构,非标斜楔呈相邻式布置,在一道工序中采用分体非标斜楔一次完成修边工艺,相邻非标斜楔的修边镶块刃口采用特殊结构进行过渡,避免非标斜楔运动时与修边镶块刃口产生碰撞。
相邻两非标斜楔修边镶块刃口的接刀结构及运动方向如图5所示。此处采用特殊的修边镶块刃口结构,避免非标斜楔(吊楔)在运动过程中发生修边镶块刃口相撞,实现修边刃口的完美对接,避免了分工序多次修边造成的冲压件修边质量缺陷。
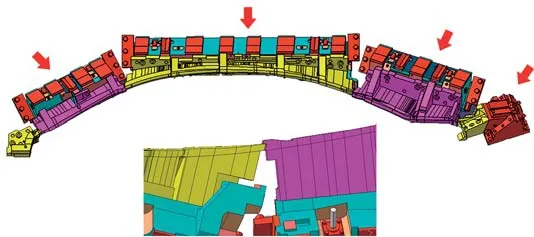
图5 修边镶块刃口的接刀结构及运动方向
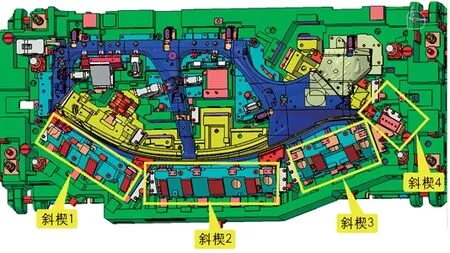
图6 翻边工艺中同工序分体非标斜楔的设置
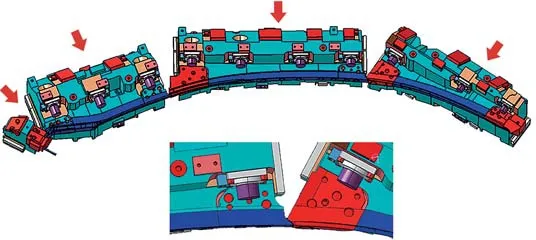
图7 翻边镶块刃口的接刀结构及运动方向
翻边工艺中同工序分体非标斜楔机构的结构形式
图6中红色框为翻边工艺中的同工序分体非标斜楔。与修边工艺类似的是,其也为分体结构,非标斜楔呈相邻式布置,在一道工序中采用分体非标斜楔一次完成翻边工艺,相邻非标斜楔的翻边镶块刃口采用特殊结构进行过渡,避免非标斜楔运动时与翻边镶块刃口产生碰撞。
相邻两非标斜楔翻边镶块刃口的接刀结构及运动方向如图7所示。这种特殊的翻边镶块刃口结构,可以使非标斜楔在运动过程中避免与翻边镶块刃口相撞,实现翻边刃口的完美对接,避免了分工序多次翻边造成的冲压件翻边表面质量缺陷。
同工序分体非标斜楔机构的优缺点
优点:模具装配简单,加工精度高;工艺集中,工序少;模具制造成本低;采用特殊的接刀结构,冲压件面品质量高。
缺点:模具结构、冲压工艺设计复杂;模具加工难度大;结构特殊,模具调试与维修难度大。
结束语
本文以轿车整体侧围外板上边梁修边、翻边工艺为例,着重阐述了三种典型的非标斜楔结构,供同行参考,设计者可以根据产品形状、冲压工艺、模具结构的需要,对上述三种典型结构进行组合,设计出最佳的模具结构和冲压工艺方案。