冲压精益生产的运用和研究
2015-06-21古惠南钟剑刘兴灵广州汽车集团乘用车有限公司
文/古惠南,钟剑,刘兴灵·广州汽车集团乘用车有限公司
冲压精益生产的运用和研究
文/古惠南,钟剑,刘兴灵·广州汽车集团乘用车有限公司

古惠南,副总经理,分管生产制造、品质及技术领域,广汽生产方式的主要创建人之一,其主持的《自主开发的VTML系列发动机及其技术》、《基于跨平台模块化架构的汽车正向开发技术研究与应用》荣获中国汽车工业科技进步奖。
精益生产通用的解释是指通过系统结构、人员组织、运行方式和市场供求等方面的变革,使生产系统能快速适应客户需求的不断变化,并能使生产过程中一切无用、多余的东西(被称为“浪费”)被精简,最终达到包括市场供销在内的生产的各方面最好结果的一种生产管理方式,是衍生自“丰田生产方式”的一种管理哲学。与传统的生产方式不同,其特色是“多品种”,“小批量”。精益生产方式的优越性,体现在产品开发、协作配套、营销网络以及经营管理等各方面,到生产制造系统,是当前工业界最佳的生产组织体系和方式之一。
关于精益生产方式的探讨
精益生产方式的基本思想
精益生产是彻底地追求生产的合理性与高效性,能够灵活地生产适应各种客户需求的高质量产品的生产管理技术,其核心是关于生产计划和控制以及库存管理的基本思想。在管理上,精益生产的目标追求包括以下几个方面。
⑴“零库存”。精益生产方式追求“无库存”生产,认为库存是企业的“祸害”,是导致生产成本增加的“罪魁祸首”,是最大的浪费。一方面库存提高了生产经营的成本;另一方面库存掩盖了企业的问题。
⑵快速对应市场(顾客)变化。构建市场变化需求与生产经营间的拉动关系,使生产制造系统能快速应对千变万化的客户需求。
⑶企业内外环境和谐统一。成功的关键是把企业的内部活动和外部的市场需求和谐地统一于企业的发展目标和经营方针。
⑷“以人为本”的管理。非常强调员工的重要性,把员工的智慧和创造力视为企业最宝贵的财富和未来发展的原动力。做到充分尊重员工、重视培训、共同协作。
几种生产方式的对比
⑴推进式生产方式。它是最传统的生产经营方式,是按产品构成清单对所需的零部件规格和数量进行计算,得出每种零部件的投入产出计划,按计划发出生产和订货的指令。每一生产车间都按计划生产零部件,将实际完成情况反馈到制定生产计划的部门,并将加工完的零部件送到下一道工序或下游生产车间。推进式生产方式的特点包括:1)工序间缺少必要的信息沟通,计划部门与每一道工序之间有独立的信息流,而工序与仓库之间、上下工序之间不存在信息流;2)信息流和物流是分开的,上工序不需要考虑下工序是否需要本工序生产的零部件。推进式生产方式示意图,如图1所示。
⑵大批量生产方式。大批量生产方式源于美国,目前大部分欧系企业使用较广泛,强调市场导向,优化资源配置,每个企业以财务关系为界限,优化自身的内部管理。而相关企业,无论是供应商还是经销商,则以对手相对待。大多数企业均进行大批量、少品种的集中化生产,企业之间的竞争主要来自产品成本和销量上的竞争。

图1 推进式生产方式示意图
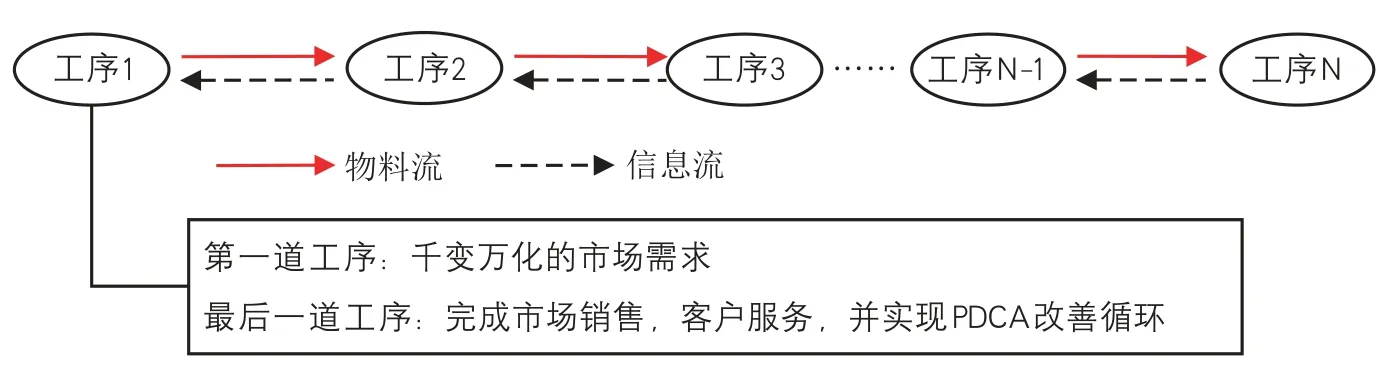
图2 拉动式生产示意图
高库存是大批量生产方式的特征之一。由于设备运行的不稳定、工序安排的不合理、较高的报废率和生产不均衡等原因,常常出现供货不及时的现象,库存被看作是必不可少的“缓冲剂”。
⑶拉动式生产方式。生产计划部门只需把生产计划下达到最后一道工序,最后一道工序对其上工序提出所需物料的要求,上工序根据要求生产,通过这样的“后工序拉动,前工序补充”的方式一直延续到采购部门和供应商。
需求的开始点是由市场需求信息决定产品的组装,然后由产品组装来推动零件的加工。每一道工序、每一个车间分别向它的前一道工序或上游车间提出需求和工作指令,上一道工序和上游车间完全按照这些指令来进行生产,实现物料流和信息流的传递,完成生产和销售。拉动式生产示意图如图2所示。
精益生产方式成功的关键是把企业的内部生产经营管理活动和外部的市场需求紧密统一,实现销售与生产部门、销售与设计部门、生产与零部件供应商之间的全面拉动,各部门根据生产管理部门的生产安排,平准化生产,可实现“多品种,小批量”生产模式。
制造行业常见的问题及解决出路
对大多数制造企业来讲,在开发和制造初期,会遇到人员效率低下、库存量加大、问题点恶性循环,导致成本降不下来,合资企业价格不断下探,企业生产压力越来越大,对自主品牌,尤为明显。这是一个共性的问题点。制造行业常见的问题包括:产能不够无法满足市场需求;生产成本太高;问题重复发生,每日忙于救火,不断恶性循环;人员效率低下;研发能力不够,量产时浮现大量问题;库存太高,积压资金;供应商无法准时保质保量交货;质量无法满足客户要求。
面对日益激烈的市场化竞争,自主品牌如何克服内、外部的问题而取得生机,寻求一条适合企业本身的生产方式是迫切需要解决的,在该生产方式的带领下,获得“高品质、低成本”的产品和服务,企业才会越走越远,才不会被“冰山”所撞倒。经过结合美系、欧系、日系等汽车的调研分析,结合国内自主品牌企业的实际情况,我们得出的结论是:最基本的出路是,坚持“客户就是上帝”,满足千变万化的市场化的客户需求。推行“准时化”的精益生产方式,其目的是以最优品质、最低成本和最高效率对市场需求作出最迅速的响应。
要实现“准时化”的生产方式,我们要解决以下两个问题:
⑴平准化。将要生产的商品(按市场顾客的实际需求)的种类与数量平均化,是实现准时化的前提条件。这是对外(如对于制造部门而言,对外就是销售策划部门)的改善诉求。平准化示意图如图3所示。
⑵自工序稳定—持续改善。什么样的流程就产生什么样的绩效。只有以改善作为手段,把问题点作为起点,消除工序与工序间的一切浪费,改进流程(设备、模具,工艺等)、提高效率,才能有效益。持续改善,是个永恒的课题,贵在坚持不懈。这是对内(如对于冲压而言,对内就是冲压领域的模具、设备、生产工艺领域)的改善诉求。
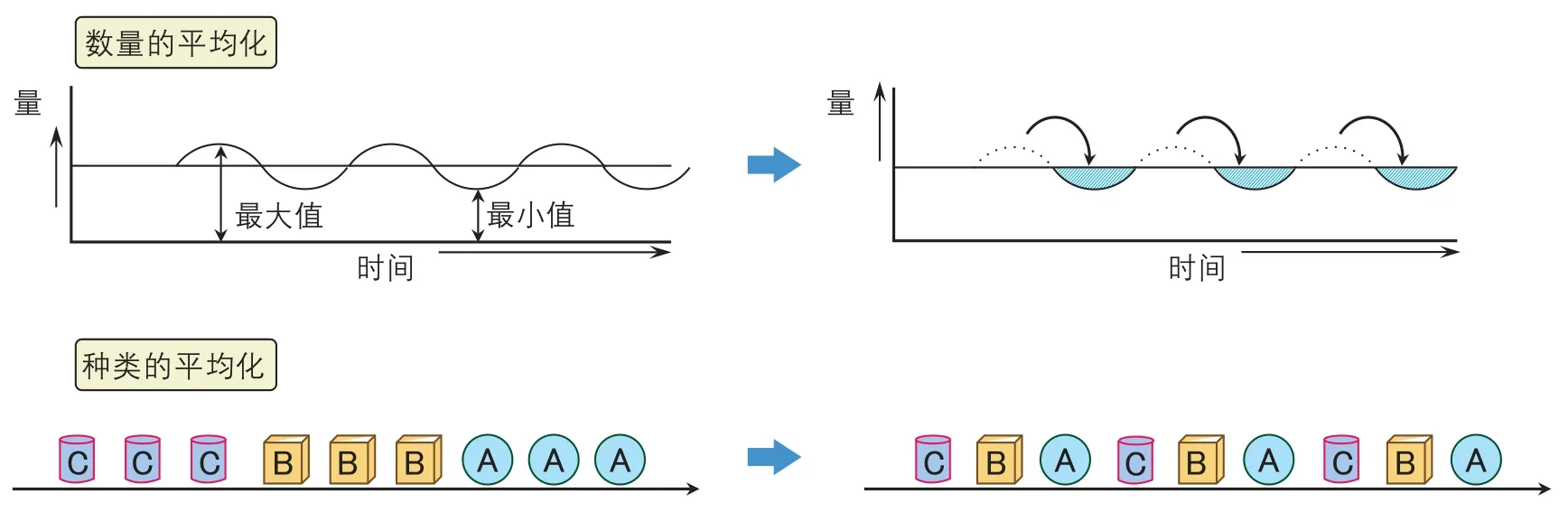
图3 平准化示意图

图4 GPS系统规划图
广汽生产方式
广汽生产方式(Gacmotor Production System,以下简称为“GPS”),是传祺自主品牌经过五年的奋斗与探索,在充分研究世界先进生产方式并结合中国经济发展的要求及自主品牌自身特点的基础上创新性提出来的。它是广汽人多年造车实践的结晶,对于广汽汽车制造水平的提升及企业未来发展都具有高度的指导意义。系统地说,GPS包括:一个目标、两大支柱、一种方法、一个基础和一个核心。具体地说,“一个目标”是实现完美的品质、最短的交货期和最低的成本,“两大支柱”是“止呼待”和“准时化”,“一种方法”是广汽工作方法,“一个基础”是GPS赖以生存的广汽企业文化,“一个核心”是“以人为本”。GPS系统规划图如图4所示。
2015年重点推进自工序完结改善活动,在标准作业、流程化等环节与新车型导入充分结合,改善模具、设备,推进“止呼待”工作手法,最终实现“准时化”生产。
GPS在冲压领域的应用
冲焊拉动式生产方式
拉动式生产方式最主要的特征是在工序间建立生产信息传递的信息流,使前工序能及时准确的了解后工序的需求情况,进行没有浪费的补充生产。通常使用的信息载体是看板,是实现后工序领取、前工序补充生产的工具(或道具)。根据使用的用途和工序区分,分为“领取看板”和“生产(材料和零件)指示看板”,如图5所示。冲压拉动式生产工艺图,如图6所示。
自工序完结活动的开展
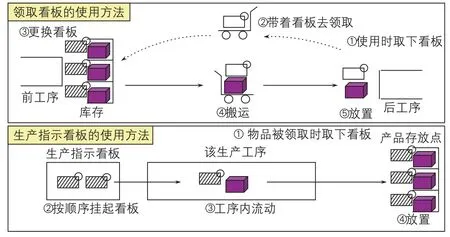
图5 拉动式生产看板类型
完成好自工序的工作,不制造不良品,不让不良品流到后工序称之为自工序完结。它的来源是“在工序内打造品质”的思想,即“产品品质不是检查出来的,而是生产制造出来的”,是实现“止呼待”的基本要求之一。自工序完结活动包括制造产品生产现场的工序完结,也包括设计开发、生产准备和间接部门工作人员的业务工序完结。因此,不仅要追求产品的实物质量,也要追求图纸、工艺图、报告书等的质量,生产现场以外的所有部门都要开展自工序完结活动。自工序完结度由“良品条件整备率”与“标准作业遵守率”共同组成,如表1所示。
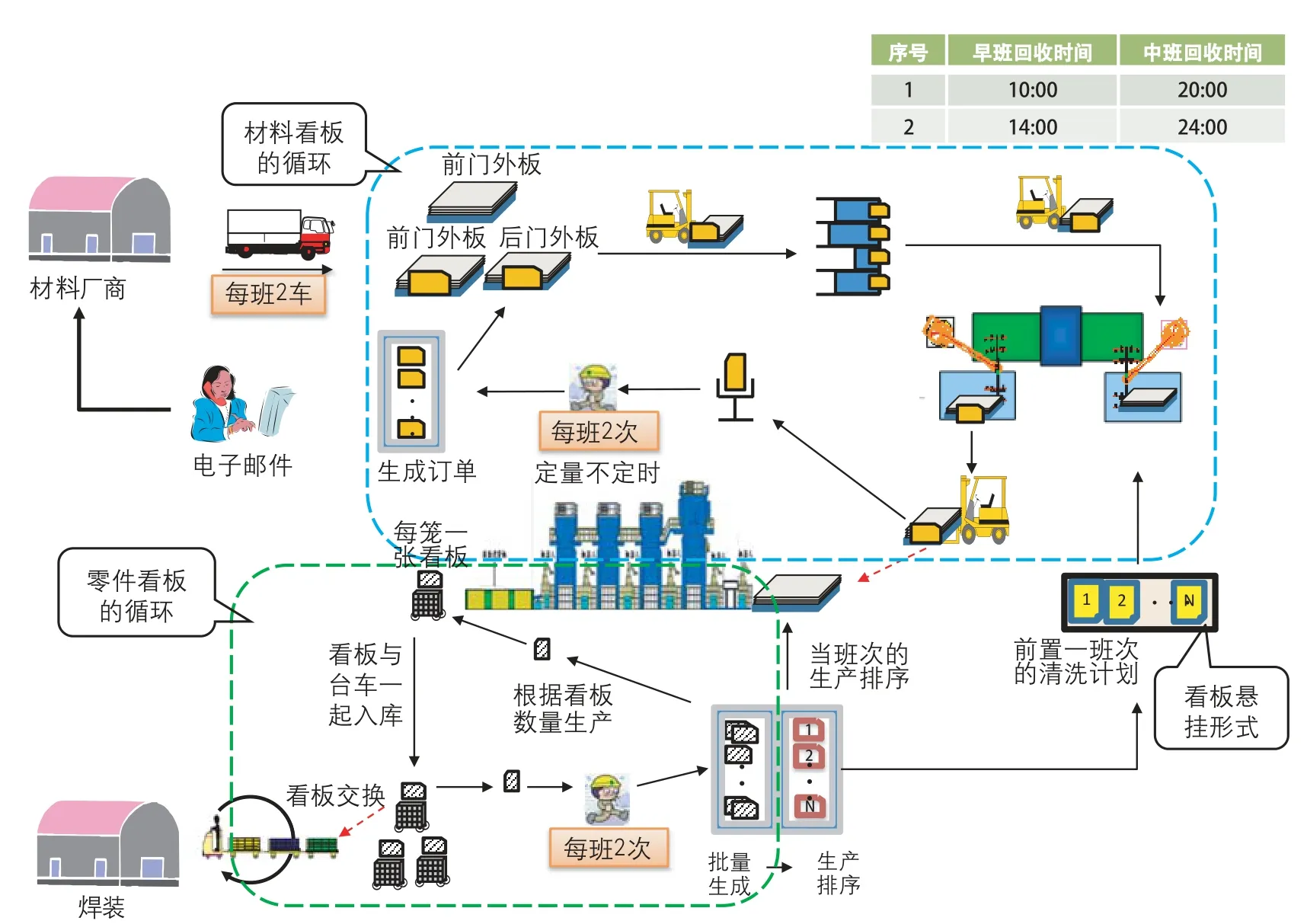
图6 冲压拉动式生产工艺图
冲压精益生产管理总结及持续改善
冲压精益生产管理总结
冲压生产模式由建厂初期的大批量生产安排,改善为拉动式生产方式,已初步建立物料流和信息流一体的价值链模型。具体的成效体现在下面几点:
⑴材料订单优化,周期时间缩短1天。联合物流、采购、材料供应等部门,确认材料看板拉动订单采购,优化准时化流程,采购周期由3天缩短为2天。
⑵采用顺序拉动,削减材料库存15%。通过改善,无需新增材料架即可满足5车型以下存放需求,节约成本约11万元,材料库存量削减约15%。
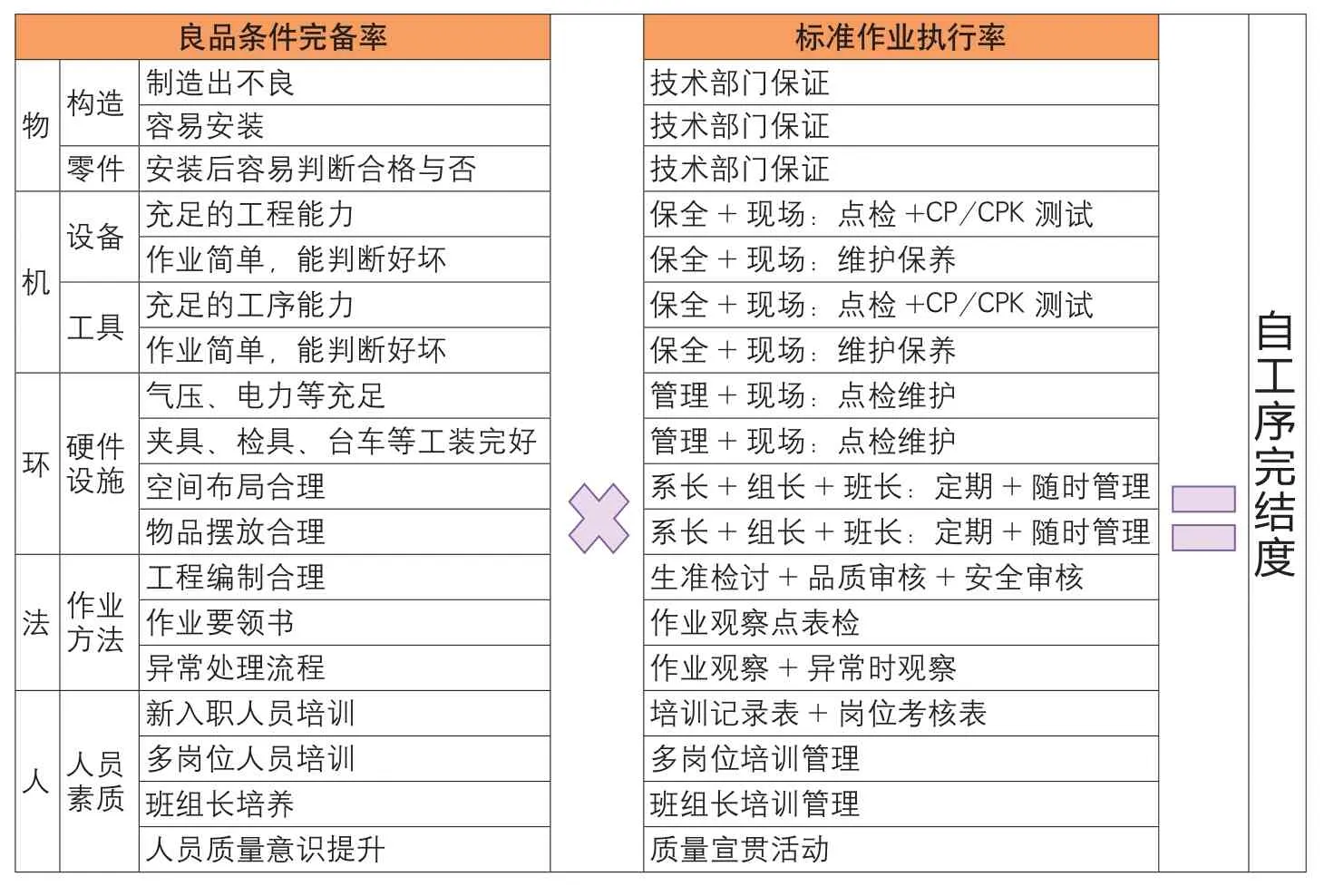
表1 自工序完结度的构成
⑶功能集约,提高完成品库存区利用率。
⑷“少人化”的实现。冲压实现由“3班3倒”,改善为“2班2倒”的生产模式。
后续持续改善课题
总结和创立GPS只是一个阶段的起点,没有终点,根据现有各工艺生产的实际情况,持续改善重点课题。
⑴完善平准化生产。市场需求与制造生产均衡拉动,逐步完善制造领域根据市场需求而安排生产,提供市场实际需求的产品,减少库存。内部制造平准化,继续改善“小批量”生产投入,实现多车型平准化生产。
⑵完善“止呼待”流程。继续推进自工序完结度,标准化作业改善,重点改善作业者的劳动负荷,提高人员效率,以此完善“止呼待”的流程标准化。坚持不懈推行GPS生产方式,培养人才,过程中逐步改进员工意识,在日常作业每一个环节中做到“止呼待”。
结束语
广汽乘用车公司坚持“为亲人造好车,让世界充满爱”的造车理念,整合全球优势资源开创“传祺模式”,汲取丰田、本田的精益生产经验,尊重每个员工的价值和创造力,建立广汽特色的研发制造模式,发挥国企平台,民企效率,合资流程的三大优势,打造世界品质的中国汽车。广汽生产方式首先在制造领域冲焊车间及总装车间进行应用,从2013年开始到2014年,一年多时间里,不断总结优化。伴随着广汽乘用车二十万辆产能扩改造完成,现GPS已经推广应用到公司全领域,通过广汽生产方式的应用,企业库存量下降近50%,运输成本大幅下降,最重要的是产品不良率的削减,人员效率的提升,最终体现到企业整体效益不断提升。
