大截面多芯预制分支电缆的制造
2015-06-15马俊香祝永林
马俊香 祝永林
摘要:文章介绍了大截面多芯预制分支电缆的结构设计和生产制造,以及成品预制分支电缆的试验要求,使大截面多芯预制分支电缆的设计和制造更加精良。
关键词:预制分支电缆;大截面;多芯;分支连接体;制造;试验 文献标识码:A
中图分类号:TM247 文章编号:1009-2374(2015)21-0080-02 DOI:10.13535/j.cnki.11-4406/n.2015.21.040
在大量高层及超高层建筑的现代化及城镇化建设进程中,由于预制分支电缆与传统封闭母线槽相比不仅造价可降低20%~30%,且供电安全可靠,安装简便,环境要求低,还具有抗震、气密、耐火等优良电气性能,故而在高层及超高层建筑中作为动力和照明供电用干线得到了越来越广泛的应用,其型号规格也由起初的单芯发展到大截面多芯,普通型到低烟无卤耐火型。本文旨在讨论大截面多芯预制分支电缆的生产制造。
1 生产前的准备工作
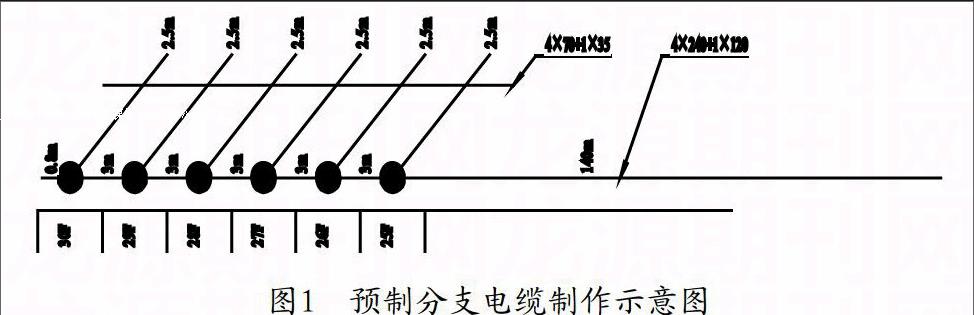
生产前先依据用户提供的供配电系统图及楼层楼高剖面图等资料,确定分支电缆的单元数(组数)、每单元主干电缆与分支电缆的长度(应注意考虑分支连接体内所需的分支电缆长度,可为连接体长的80%)、每单元分支电缆连接体个数及每单元相邻分支连接体间的距离(一般与楼层高度一致,特殊情况除外),并绘制分支电缆制作示意图,示意图应力求简单明了,使操作工一看便知,利于指导生产实际。
例:现有建筑高30层,每层3m,电缆需从25层开始逐层分支。电缆型号规格为ZR-FZYJV-0.6/1kV4×240+1×120/4×70+1×35,主干长155.8m,各支线长2.5m,每层一分支连接体,由下往上,共6个分支连接体,第1个连接体自140m处开始,制作示意图如图1所示:
根据预制分支电缆规格,备齐所需附件,如压接用“C”形铜管、安装提升用吊具、绝缘处理用绕包带等。本例分支连接体共6个,所以分支电缆导体压接240/70截面需选用T288型C形铜管24只(4×6),120/35截面需选用T154型C形铜管6只(1×6)。C形铜管的选用原则是根据主分支电缆的导体截面之和来选择其型号,使用数量则根据连接体数量和对应的绝缘线芯数来统计核算。用于制作预制分支电缆的电缆本体应符合GB/T12706.1中额定电压0.6/1kV铜芯电缆的要求。经检查合格后,可先将主干电缆展开,按制作示意图将分支连接体在主干电缆上一一定位,分支电缆则可按3.0m一根进行分割,一共6根。配备、分割主干与分支电缆时,一定要控制好尺寸,长度应准确,以保证制造出的预制分支电缆符合用户的实际使用要求。
2 护套和绝缘的剥离
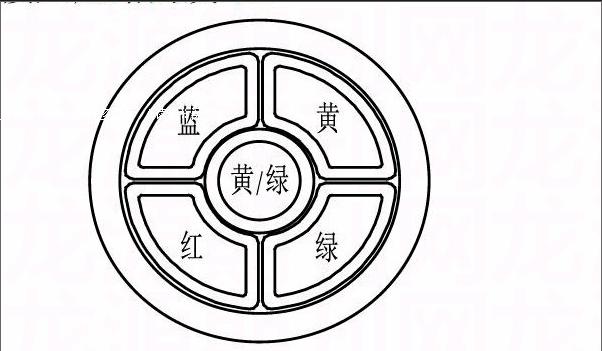
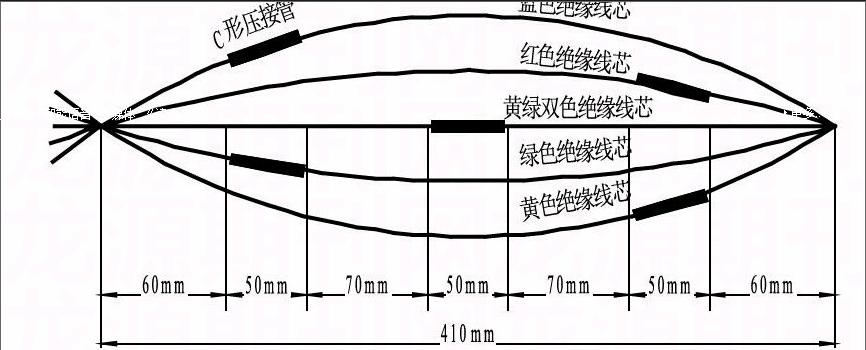
分支连接体定位好后,即可开始护套和绝缘的剥离工作。一般设计制造ZR-FZYJV-0.6/1kV4×240+1×120/4×70+1×35的这类分支电缆时,绝缘线芯采用黄、绿、红、蓝及黄/绿双色识别,主干和分支的导体主截面设计为紧压瓦形结构,黄/绿双色的导体结构为紧压圆形,按黄、绿、红、蓝线芯围绕着黄/绿双色线芯结构进行成缆(电缆本体横断面示意图见图2),导体设计为瓦形的好处是电缆结构紧凑、外径小、成本低。所以连接体部位的主干线芯绝缘剥离时,采取黄、红相对,绿、蓝相对剥离,黄/绿双色就在正中剥离,剥离的绝缘间相距70mm,主线芯间隔离着黄/绿双色线芯,这样可以保证足够的绝缘性能,杜绝导体压接处短路的发生。
3 导体压接
导体压接是制造预制分支电缆的关键环节之一,要压接到位,并作好绝缘处理。一般采用液压模具冷压接,依次将主干电缆的黄、绿、红、蓝及黄/绿双色绝缘线芯与分支电缆的黄、绿、红、蓝及黄/绿双色绝缘线芯对应通过C形铜管连接在一起。压接后C形铜管合口处应修平修齐、无裂缝、尖角等缺陷,对因压接产生的毛刺、飞边应用什锦锉刀、砂纸打磨光滑。导体压接好后,在压接处用辐射交联聚乙烯绝缘热收缩膜缠绕数层,注意应使表面平整。
4 注塑(分支连接体制作)
注塑流程为预热、合模、注塑、开模。注塑前,应将成型模腔擦拭干净,根据电缆型号选用相应的材料,设置好注塑时间以及注塑机各区温度,以使注塑后的连接体紧密、光滑、美观、塑化良好。注塑机预热时间到后,将整理圆整的线芯放入成型模腔,使之处于模具的正中位置,各方面都调整到位后合模注塑,注塑后约1~2分钟开模,注意在放水冷却时,不要碰撞注塑成型的连接体,以免变形损坏。为提高生产效率,在冷却的同时,可开始下一个连接体的注塑。
5 收线上盘
由于大截面分支电缆连接体部位较大,弯曲半径应以连接体处的最大直径计算,其收线盘为专用大轴心收线盘。
6 成品检验
分支电缆出厂试验项目和要求:主干与分支导体导通试验应保持连续、分支连接体外观检查应光滑、紧密、无变形、无裂纹,分支方向应统一,分支数和分支相的识别应符合标准与用户要求、分支连接体浸水电压试验应经受3.5kV、5min不击穿、分支连接体浸水绝缘电阻试验应≥200MΩ。
最后,由以上制造环节可知,预制分支电缆制造工艺流程可总结如下:
7 结语
多芯预制分支电缆虽然已是成熟产品,但大截面多芯预制分支电缆的制造还是比较复杂,有一定的技术含量,尤其是大截面多芯预制分支电缆在现代化的高层建筑应用较多,对其质量要求丝毫马虎不得,其气密性、电气安全性等指标必须符合标准规定。希望本文能起抛砖引玉之用,以期将大截面多芯预制分支电缆制造得更加精良。
参考文献
[1] JB/T10636-2006额定电压0.6/1kV(Um=1.2kV)铜芯塑料绝缘预制分支电缆[S].
作者简介:马俊香(1970-),女,江苏扬州人,安徽华能电缆集团有限公司工程师,研究方向:电线电缆。
(责任编辑:秦逊玉)
