基于PLC的SCARA码垛机器人控制系统
2015-06-15童向亚胡洪钧吴绍龙
童向亚,朱 舟,胡洪钧,吴绍龙
(福建农林大学 机电工程学院,福州 350002)
基于PLC的SCARA码垛机器人控制系统
童向亚,朱 舟,胡洪钧,吴绍龙
(福建农林大学 机电工程学院,福州 350002)
设计了以西门子S7-200 PLC为控制器的新型工业码垛机器人控制系统。系统采用西门子Smart系列触摸屏作为人机交互界面,结合西门子EM253定位模块和SINAMICS V80伺服驱动系统,精确实现码垛机器人的位置控制。完成了控制系统软件部分的主程序、手动模式与自动模式程序编写以及人机交互界面的设计。该控制系统具有成本低廉、安全性和稳定性高以及硬件系统结构紧凑等特点。
PLC;控制系统;位置控制;触摸屏
随着我国经济和科学技术的飞速发展,机器人在码垛、焊接、喷涂、搬运和测量等多个行业都有广泛的应用;但目前许多工业机器人控制系统采用的是封闭结构的专用控制器,生产成本高、通用性差、不便扩展和维护,已越来越不适应现代制造业的生产需求。因此,研究开发开放式机器人控制器,以降低成本,使机器人能够像个人计算机一样普及,将成为机器人发展的一个重要方向[1-2]。
1 系统硬件平台构建
SCARA码垛机器人的控制系统是一个典型的以位置控制为目标的运动控制系统,其硬件结构由Smart Line 1000 IE、S7-200 PLC、EM253定位模块两个、V80驱动系统四个、位置和速度检测单元以及相应的执行机构等组成,控制系统结构以及实物如图1和图2所示。

图1 控制系统拓扑框图
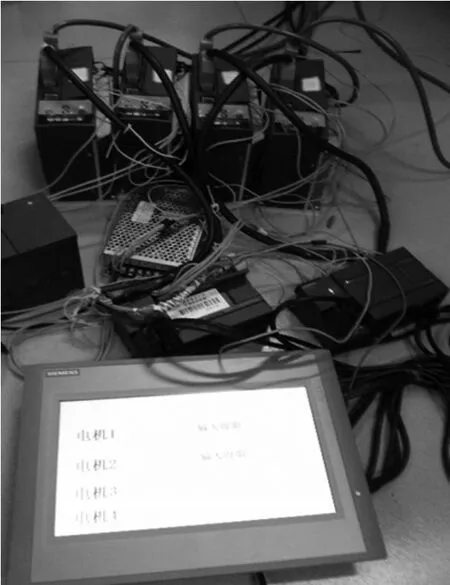
图2 控制系统实物图
SCARA机器人有3个旋转关节和1个移动关节。其中:3个旋转关节的轴线相互平行,可在平面内进行定位和定向;移动关节用于完成末端件的垂直升降运动。手腕参考点的位置P由两旋转关节的角位移θ1、θ2和移动关节的位移ZH决定,即P=f(θ1,θ2,ZH),如图3和图4所示。
SCARA机器人的目标是实现多轴空间定位,即机械手的每个动作都可分解为多个方向运动的综合。多个方向运动即需多个运动轴,而每个运动轴都是一个伺服电机,它们的运动和速度的实时控制都是通过控制器发送脉冲给驱动器实现的,可以达到系统的联动[3]。

图3 Scara机器人关节坐标系

图4 Scara机器人运行效果图
1.1 控制器
选择S7-200系列PLC作为SCARA码垛机器人的控制器。选择CPU226作为该控制器CPU单元,该单元具有六种功能拓展模块,自带脉冲发送功能,具有高可靠性、高适应性等特点[4],参数如表1所示。

表1 CPU226CN部分性能参数
1.2 伺服驱动系统
采用SINAMICS V80作为SCARA机器人的伺服驱动系统。该系统包括伺服驱动器和伺服电机两部分,其中伺服电机带有编码器。伺服驱动系统通过脉冲输入接口接收从上位控制器发来的脉冲序列,用来进行机器人运动关节的速度和位置控制,通过接收来自控制单元发出的数字信号来控制驱动器的运行和状态的实时输出。
1.3 人机交互界面
我们使用西门子Smart Line 1000 IE作为人机交互界面,其丰富的画面对象库、高效和智能的组态方式、强大的变量和报警管理,可创建出可视化和智能化的操作和监控界面。
1.4 EM253定位模块
由于码垛机器人共有四个运动轴需要控制,为降低控制系统成本,增加拓展性,我们采用CPU226结合EM253位控模块控制步进电机和伺服电机的速度和位置,如图5所示。图5中,EM253通过扩展的I/O总线实现与S7-200通信,运用STEP 7-Micro/WIN完成对位控模块的组态,其组态信息存储在S7-200的V存储区中,且作为智能模块出现在I/O组态中[5]。

图5 定位模块和CPU226配置方式
2 软件系统构建
SCARA码垛机器人的作用是将生产线上的物料搬运到目标地点,并按要求将多个物料整齐地堆垛成一个稳定的、预先设置好的垛型。
2.1 程序设计需求
为机器人设计的模式有自动和手动两种[6]。设生产线末端物料摆放处的某个点为机器人的原点,在无故障发生的情况下,机器人运行开始和结束都必须在原点处。机器人如被设定为自动模式,则必须运行完一个完整的周期才能中断;如果在运行时意外掉电,重新启动后系统将继续执行自动模式。手动模式是机器人根据工作人员的操作指令执行各种动作,手动模式结束后,控制系统会自动返回参考点,即机器人自动运行至原点,等待下一个命令。
码垛机器人除了具备上述两种运行模式外,还有安全保护功能。机器人的每一运动轴都安装有一个参考点接近开关,用来校正机器人运行过程中产生的误差累积。除末端执行器外,运动轴上还接有另外两个接近开关,用以避免机器人超范围运行造成安全事故。为保证机器人在发生意外状况时能够立即停止运行,整个系统必须设置一个急停按钮。这个急停按钮必须是物理按钮,而不是设置在触摸屏中。另外,为防止机器人在运行过程中伤害到工作人员,需要将机器人用围栏围起来,在围栏上设置一个安全门并将其与PLC连接,保证在门被打开时机器人能够立刻停止工作。
2.2 程序设计方案
本文主要设计的是主程序、手动模式程序和自动模式程序三部分。主程序包含机器人的初始化、故障报警等错误信息的反馈,以及模式之间的正确切换运行等内容,其程序代码和运行流程如图6和图7所示。
手动模式流程图如图8所示。由图8可见,手动模式程序中包含触摸屏上各个按键对机器人动作的控制。程序中还作如下限制:抓手中有物料时不能退出手动模式,必须将物料放置在合适位置后才能退出手动模式。这样可以避免对自动模式运行产生影响。
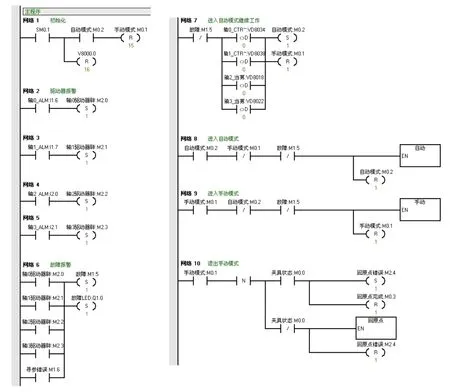
图6 主程序梯形图

图7 主程序流程图

图8 手动模式流程图
自动模式程序包含一个完整的自动运行周期,即机器人从初始位置开始运行,到将物料码放至程序所指位置,再回到初始位置。自动模式具备掉电复位和中断停止的功能,流程图如图9所示。

图9 自动模式流程图
2.3 触摸屏组态
西门子Smart Line 1000 IE的官方组态软件为Wincc Flexible 2008。该软件可以对所实现的触摸屏功能进行组态,如图10所示。
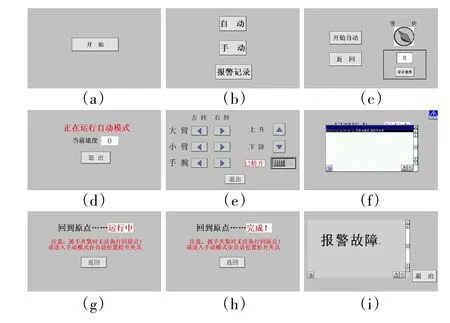
图10 基本操作画面组态图
在图10中,(a)为机器人系统启动时显示的画面;(b)为选择机器人工作模式和查看故障信息画面;(c)为机器人开始运行自动模式前的画面,该画面中可以选择自动模式的运行速度档位,也可以手动输入,输入的值需在最大值和最小值之间;(d)为机器人运行自动模式时显示的画面;(e)为机器人运行手动模式时显示的画面,其中的各动作按钮可控制机器人的相应动作;(f)为机器人出现故障和报警时触摸屏显示的画面;(g)和(h)分别为运行中和运行完成时触摸屏显示的画面;(i)为组态时的“报警窗口”与实际运行时出现故障报警的画面。
在PLC和触摸屏通信之前要组态PLC和触摸屏的连接。由于PLC和触摸屏之间是通过以太网口连接,因此两者均需设置IP地址。将组态连接完成后,就可以通过触摸屏改变PLC存储区的值,组态连接如图12所示。

图12 组态连接图
触摸屏组态变量分为内部变量和外部变量。内部变量使用的是触摸屏自带的存储区,不需要设置地址;而外部变量则需使用PLC内部存储区,需设置调用地址。本文组态的变量都为外部变量。变量分配如图13所示。
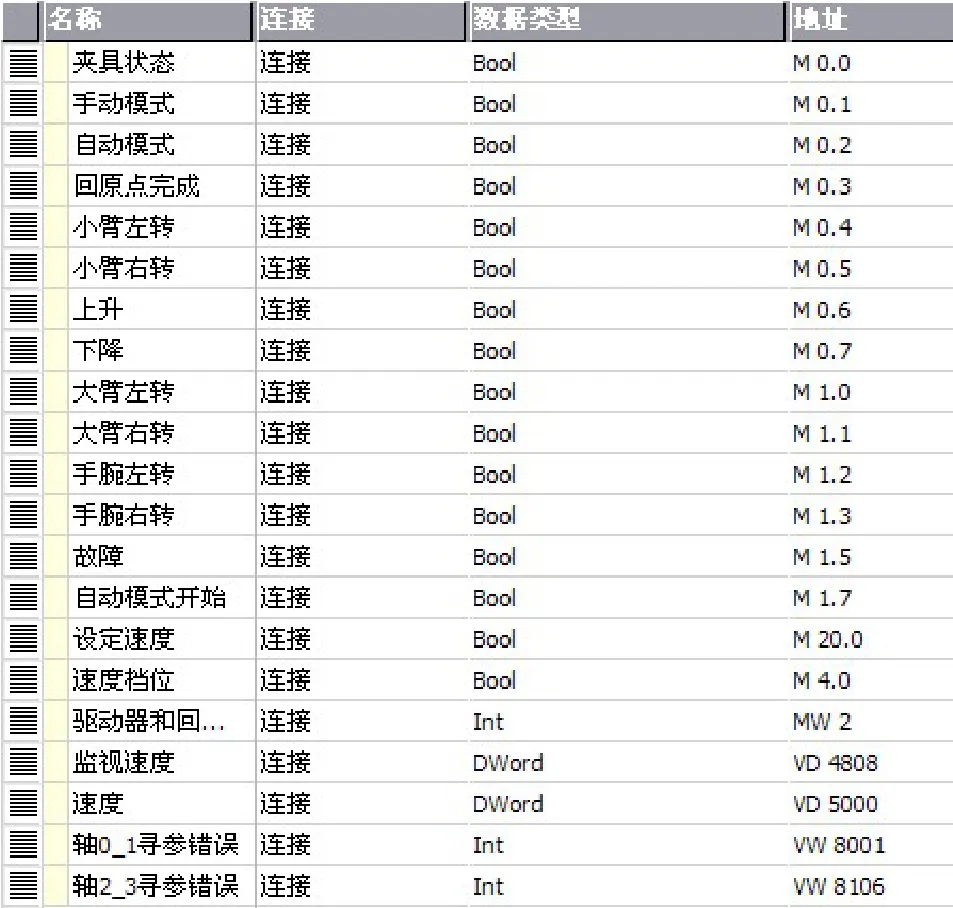
图13 变量分配图
3 结束语
为解决SCARA机器人目前存在的控制系统集成化程度高而通用性和可拓展性较低的问题,本文设计了一种以西门子S7-200 PLC作为控制器的新型工业码垛机器人控制系统。该控制系统具有友好的人机界面,操作方便,控制系统外部结合西门子EM253定位模块、SINAMICS V80伺服驱动系统以及位置速度检测单元等,实现了四个运动轴的协调、高速和稳定运动。系统硬件结构紧凑,且具有一定的可扩展性。
[1] 饶耿生.开放式机器人控制系统的研究及仿真[D].广州:华南理工大学,2013.
[2] 王杰高.国产工业机器人面临的机遇与挑战[J].机器人技术与应用, 2013(2):4-5.
[3] 胡杰,张铁. SCARA机器人控制系统的设计与研究[J].机械设计与制造,2012(5):162-164.
[4] 廖常初. S7-200 PLC编程及应用[M].北京:机械工业出版社,2007:14-19.
[5] 李全利. PLC运动控制技术应用设计与实践(西门子)[M].北京:机械工业出版社,2009:105-109.
[6] 郭亚奎, 陈富林, 汤永俊.码垛机器人控制系统的设计与实现[J].机电一体化,2014(1):55-58.
【责任编辑 梅欣丽】
Design of Control System for SCARA Palletizing Robot Based on PLC
TONG Xiangya, ZHU Zhou, HU Hongjun, WU Shaolong
(College of Mechanical and Electrical Engineering, Fujian Agriculture and Forestry University, Fuzhou 350002, China)
The new industrial palletizing robot control system is designed with Siemens S7-200 PLC as the controller, the system hardware takes Siemens smart series touch screen as human-computer interaction interface, combining with Siemens EM253 positioning module and SINAMICS V80 servo drive system to accurately implement the position control of palletizing robot. The main program of control system, the manual mode and automatic programming as well as the man-machine interface configuration are completed in the design. Debugging and running results show that such control system has low cost, high safety, stability and its hardware system structure is compact.
PLC; control system; positioning control; touch screen
TU391
A
2095-7726(2015)03-0054-05
2014-12-01
童向亚(1990-),男,湖南湘潭人,硕士研究生,研究方向:机电传动与控制。
