精益生产理念在生产多功能复印机中的应用
2015-06-14汤德其周炳海
□ 汤德其 □ 周炳海
同济大学机械与能源工程学院 上海 201804
近几年,随着中国经济的发展,伴随着中小企业的迅速成长和社会的不断进步,传统的办公观念及习惯随着诸多IT(Information Technology)产品的出现及普及,正在潜移默化地转变。在办公复印产品中,多功能一体复印机集成了PC(Personal Computer)外设的功能,诸如打印、复印、扫描、E-mail、PC 传真等,同时还兼顾了 OA(Office Automatic)领域电话、WiFi网络打印功能,面对各种类型的用户,多功能一体复印机可以满足他们日常繁重的文案及各种图像输出的要求,同时赋予产品的网络化功能,提高了办公效率,为办公带来了方便。
随着现代化办公技术的兴起,激光打印机和多功能一体机的发展给复印机市场带来了巨大的竞争压力,为了能满足产品更新换代周期短、产品需求多样化、个性化等新特点,多功能复印机的开发、生产也面临着新的机遇与挑战。
作为制造行业,在推进精益生产过程中,首先需要发现在整个过程中的不增值活动,而后通过精益生产理念,不断开展价值流改进,消除各种浪费,降低生产成本。因此,如何发现生产过程中不增值活动,成为制造企业生产过程中的重要一环。
精益生产(Lean Production)是一种以客户需求为拉动,不断降低生产成本,做到零废品、零库存和产品品种多样化,它的特点是强调客户对时间和价值的要求,以科学合理的制造体系为客户带来增值的生产活动,缩短生产周期,从而提高企业适应市场巨变的能力[1]。
价值流图是绘制和设计全局物流和信息流的工具,从产品的原材料到客户的整个过程中,跟踪产品的生产路径,记录产品生产过程中每个活动(物流和信息流),通过每一过程的代表图形画出产品当前状态图。通过对当前价值流图分析,利用精益生产理念找出生产过程中的不增值活动,从而消除各种浪费[2]。
应用精益生产理念和价值流图系来发现和改进生产过程中的不增值活动是本文研究的内容。
1 价值流图
价值流是实施精益生产的最有效工具,包括了增值活动和不增值活动,活动范围可以包括:①从原材料到成品的生产流程;②从概念到正式发布的产品设计流程;③从订单到付款的业务流程。价值流改进和过程改进都是企业所需要的,价值流改进重点在于物流和信息流,据统计研究发现,企业用于增值活动时间仅占整个活动时间的很小部分,其大部分时间是进行非增值的活动[1]。
价值流图是绘制和设计产品整个生产过程中的信息流和物流的工具,价值流图是按照产品族为单位,用价值流图符号,把产品从供应商到用户的整个过程中每个过程都表示出来。
价值流图分析是以客户的观点来分析现有价值流图中每一个活动的必要性,画出期待价值流的未来状态图,并且实施计划,其特征如下。
1)绘制并简单显示出物流和信息流。
2)揭示生产浪费的原因。
3)创建一个改善后的价值流。
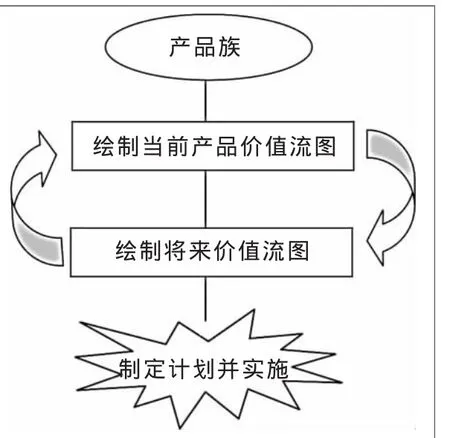
图1所示为价值流图的分析步骤,使用价值流图分析有以下几个特点。
1)可视化工具。反映某一产品系列,使全部生产过程中的物料和信息可视化。
2)信息沟通方式。用价值流图可以反映各项作业与生产控制中心的信息沟通以及各项作业之间的信息沟通。
3)利于发现存在的问题。应用价值流图分析生产过程,可以针对企业内部的活动进行分析和改善,也可以针对企业外部活动,即从供应商原材料到客户接受成品的整个过程价值流来分析和改善。通过产品当前的价值流图分析,可利于了解当前产品的信息流和物料流的方向,发现整个生产过程中的非增值活动,利用精益生产理念,从而确定需要改进的地方。例如,对生产产品交货期的改善,传统方法是改进生产过程中的增值活动,但由于增值活动仅占整个生产交货期的很小一部分,因此增值活动虽有所改善,却往往达不到好的效果;而进行价值流图分析,很容易发现当前生产过程中的非增值活动,并通过精益生产理念消除非增值活动,这样可以达到事半功倍的效果。
4)创建改善后的价值流图。利用精益生产理念进行价值流图分析,并绘制出将来价值流图。通过价值流图,可以使企业的领导层、开发部门、生产装配部门、仓库、上游供应商、下游客户认识和识别浪费。通过对当前产品价值流图的绘制,可以构建改善后的价值流图。
2 应用实例
随着多功能复印机市场的日益竞争,新产品的价格成为客户首选的指标,而随着国内人力成本的不断提升,导致产品的制造成本越来越高,因此控制产品制造成本,成为当前制造型企业首要解决的问题。
F公司作为一家多功能复印机开发与生产制造一体的企业,同样存在着制造型企业所面临的问题——人力成本逐年增加。因此利用精益生产理念,对当前生产制造系统进行改善,成为当前F公司的重要研究课题。按照价值流图分析步骤,首先绘制出当前产品价值流图,发掘当前生产系统中的不增值活动,揭示出生产浪费的原因,再利用精益生产理念对当前生产系统加以改善,最后创建改善后的价值流图。
2.1 绘制出当前产品族价值流图
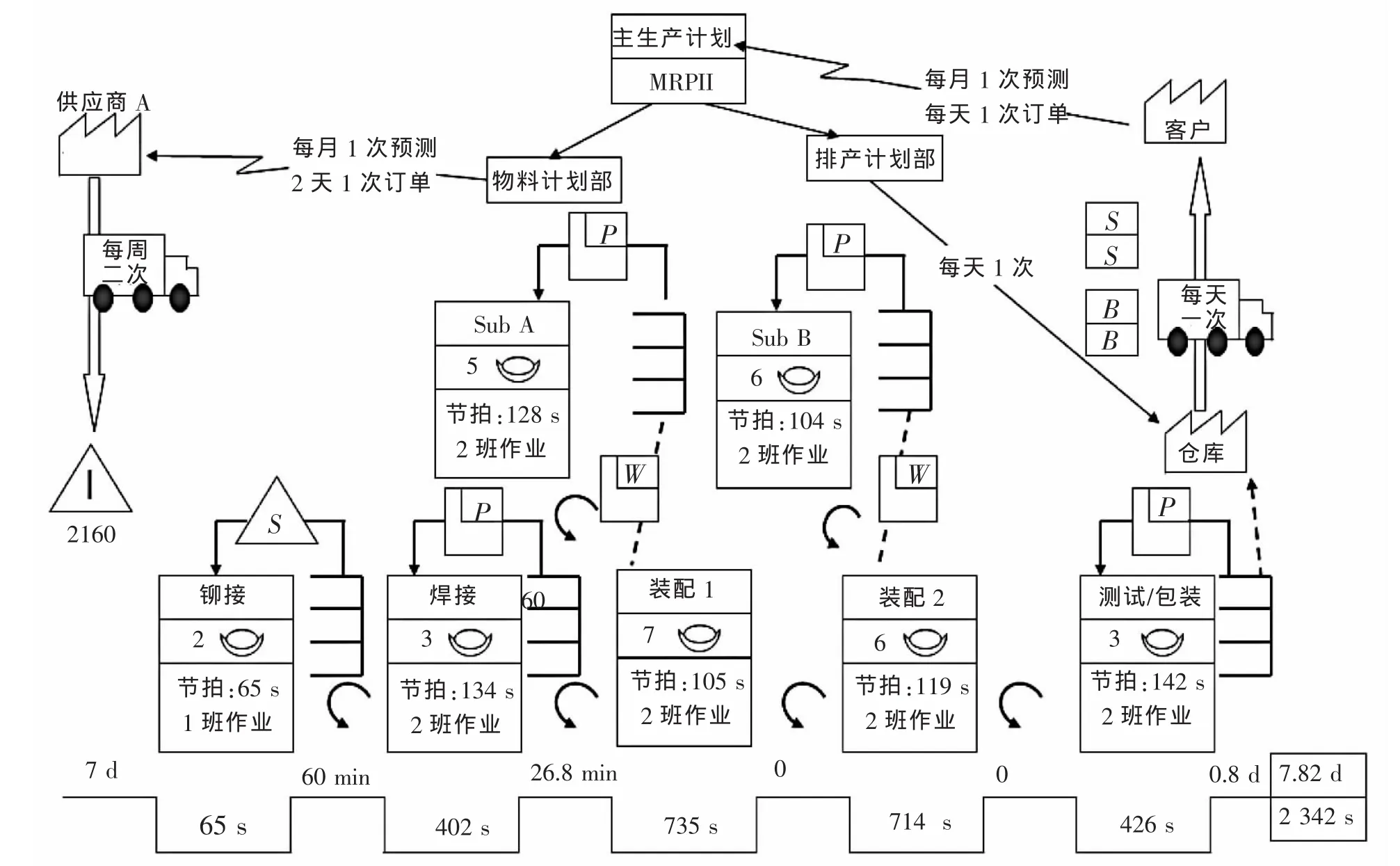
在绘制价值流图前,首先确定对企业内哪种产品进行价值流分析。当前F公司中的BLC系列产品,不论从客户的重用程度和产品年产量来看,都是F公司当前最重要产品系列,因此选择对BLC系列产品族进行当前价值流图分析,如图2所示。
▲图1 价值流图分析步骤
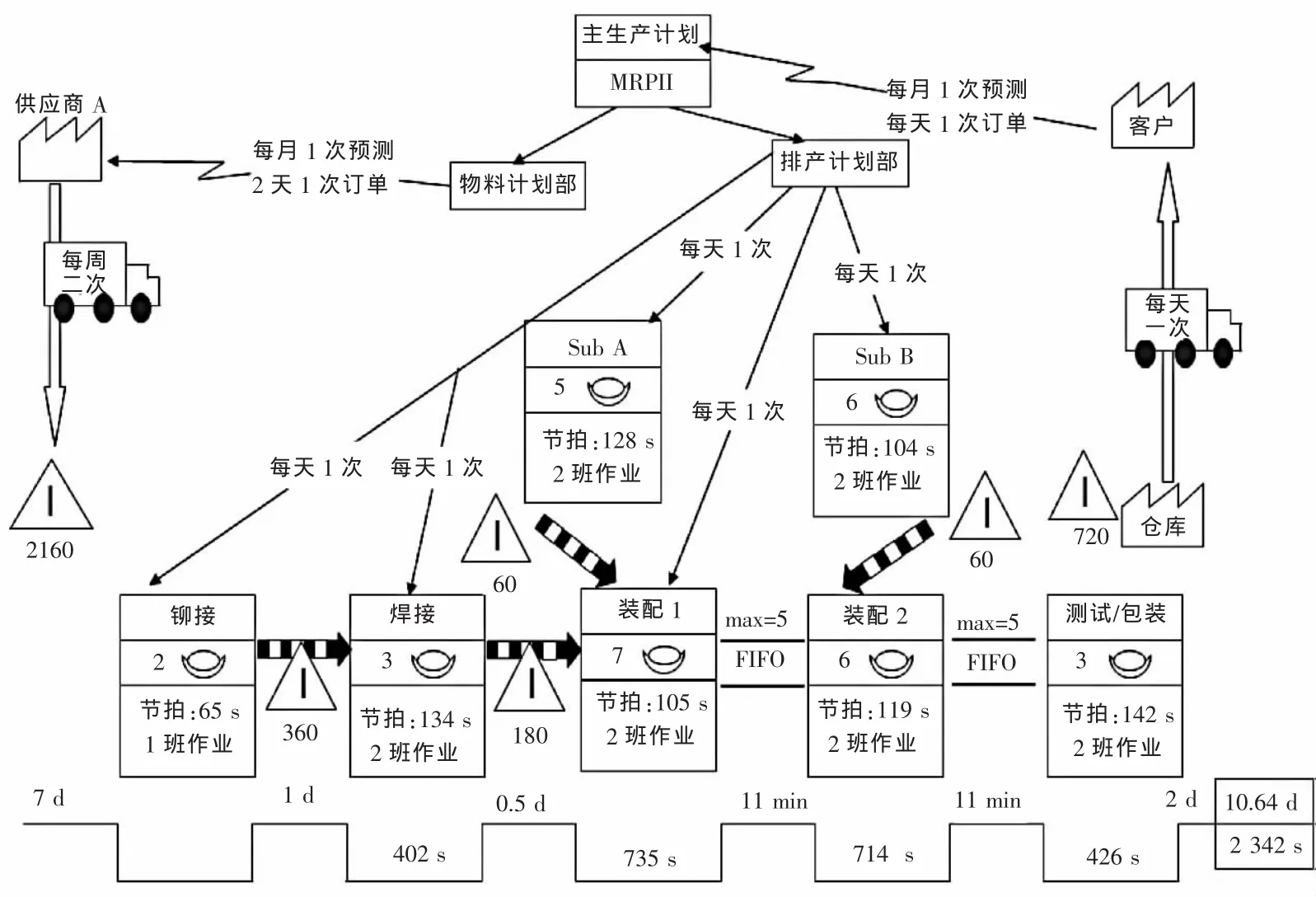
▲图2 BLC产品族当前价值流图
通过对当前F公司BLC产品族价值流图绘制和分析,发现当前产品生产过程中增值活动只占整个活动的0.26%。利用精益生产理念分析,发现当前生产系统中存在以下2个问题。
1)当前F公司产品为推动式生产,排产计划下达的信息比较多,各生产单元之间没有信息沟通,导致信息流单一。
2)各个生产单元之间没有信息流沟通,上单元和下单元之间产生大量在制品库存。
2.2 揭示生产浪费的原因
绘制当前价值流图的目的是揭示当前生产系统中浪费根源所在,在F公司BLC产品族当前价值流图中,按照精益生产理念(七大浪费)发现存在以下浪费活动。
1)每个生产单元单独接受生产计划部门的生产计划,从而导致各个生产单元之间没有信息流沟通,因此上单元和下单元之间产生大量在制品库存。如铆接线与焊接线之间存在大量的在制品,堆积在工位间,不仅延长产品的交货周期,而且占用了生产场地,导致场内 5S(整理、整顿、清扫、清洁、素养)[3]比较难管理。
2)各生产单元间的物流信息不通畅,导致上一工序单元到下一工序单元物流不畅通,下一工序存在等待上一工序半成品的浪费。如主装配线工位有时需要等待其相关子Sub的半成品。
3)原材料上线时,物料上线的时间及路径没有规定,导致生产线存在等待原材料的浪费现象,且物料车上线时,存在多个物料车同时上线的现象,导致物料车在上料过程中发生堵车现象。
4)某些工位上存在人员等待设备的现象,如测试工位,此工位测试人员在产品每次开机过程中,需要等待13 s产品开机准备时间,每测试一台产品,都要重复开、关机。
对当前价值流分析后,利用精益生产的方法和工具,消除或降低生产流程中的非增值活动。
2.3 创建一个改善后的价值流
利用精益生产理念,对当前价值流图分析,发掘出当前制造系统中的浪费活动后,利用精益生产理念对生产过程浪费活动进行改善。
2.3.1 对当前产品生产方式改善
针对当前产品排产计划下达信息较多的推式生产,把各个Sub与主生产线之间的推式生产改为拉动式生产,减少Sub线与主生产线之间的库存。不能进行拉动生产的单元,通过设置缓冲库存的方式进行生产。
2.3.2 生产线线体改善
改善前主生产线使用传统台车、人工回板(循环)式的线体 ,如图3所示。
主生产线使用传统推车生产,即每个装配工位使用独立推车,在完成本工位作业时,把推车推到下一道工序,工位采用后取零件,装配过程中的操作员存在转身动作;当产品装配和调检完成后,辅助人员需要把推车拉回主生产线第一个工位上,因此存在人员动作浪费及搬运浪费。
利用精益生产理念,消除生产过程中人员动作浪费及搬运浪费活动,把当前传统台车线体,优化为半自动线体,采用前取零件方式生产,消除人员装配过程中的转身动作,确保主线一个流生产作业,如图4所示。
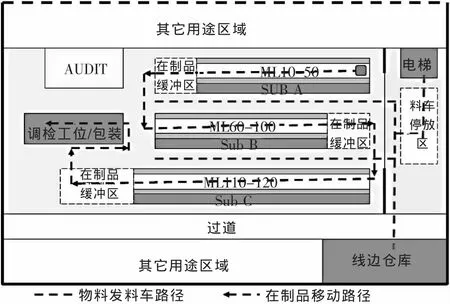
2.3.3 主装配生产线布局改善
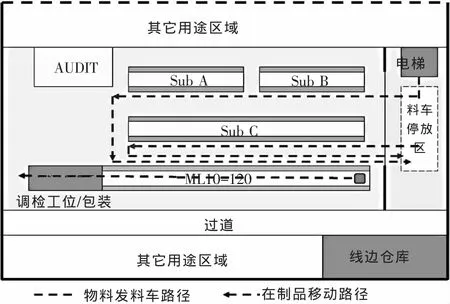
改善前产品主装配线分为三部分,图5所示的包括 ML10-50、ML60-100、ML110-120 共三个部分,产品从ML10工位开始,到ML120工位装配结束。在装配完成后产品被推移到调检工位测试,在整个装配及测试过程中,产品在传统推车上共移动了124.4 m。通过现场观察发现,存在以下三点浪费现象。

▲图3 改善前传统台车生产线

▲图4 改善后半自动线体生产线
1)浪费点一。在制品从ML10-50缓冲区到ML60-100装配线时(ML60-100缓冲区到ML110-120装配线时),因2个装配线体之间存在一段距离,导致在制品从上道工序流到下道工序时,在物流上存在不必要运输的浪费。
2)浪费点二。某些工位上存在人员等待设备的现象,如测试工位,此工位测试人员在产品每次开机过程中,需要等待13 s产品开机准备时间,每测试一台产品,都要重复开、关机。
3)浪费点三。因当前生产线使用传统台车运输产品,在产品装配及测试完成后,传统台车需要人工搬回到主生产线ML10工位。
改善后的生产线布局分两部分,如图6所示。第一部分为主装配线和调检线,第二部分为各子Sub装配线。改善后生产线把以前传统台车线体优化为半自动线体,确保主线一个流生产作业,台车自动回板(循环)式线体,把之前主装配线第三部分(ML10-50,ML60-100,ML110-120)和之前测试线体合为1条线体,改善后产品的ML10工位到测试工位的距离,从之前的124.4 m减少到87.6 m,主装配线产品移动距离减少29.6%,大大减少了产品在装配过程中的搬运浪费。
2.3.4 物料上线方式优化
针对仓库部门按照经验进行材料配送,存在与生产线脱节现象,辅助人员在发料过程中,料车存在堵车现象,导致发料不能及时到位。对当前发料方式进行标准化,采用标准化发料方式,同时对料车发料周期、发料数量、发料路径进行标准化,确保按需发料。标准化后的发料车如图7所示。
2.3.5 看板拉动生产设计
看板管理是协调整个生产过程中的一个生产信息系统,其是利用看板在各工序、各车间以及与协作厂之间传送作业命令,使各工序都按照看板所传递的信息执行[4]。F公司在生产过程中,因使用推式生产方式,整个过程中未使用看板的管理。为达到各个Sub线与主装配线之间的拉动式生产,保证各个Sub线在规定的时间内制造完产品,达到准时化生产的目的,看板设计是必不可少的部分,也是精益生产中的重要子系统,图8所示为Sub线上某部件装配看板。
▲图5 改善前主装配线布局
▲图6 改善后主装配线布局

▲图7 改善后的发料料车

▲图8 Sub线某部件装配看板
▲图9 BLC产品族未来价值流图
通过以上改善后,绘制出BLC产品族的未来价值流图,如图9所示。
3 结束语
面对来自国内外市场竞争的不断加剧及国内人力成本的不断增加,为了能满足产品更新换代周期短、产品需求多样化的需求,利用精益生产理念对生产制造系统进行改善,可大大满足客户需求的速度,降低企业的生产成本和周期,提高产品价值增值的效率。
[1]顾新建,祁国宁.德国的精益管理的思想[J].工厂建设与设计,1998(2):40-42.
[2]刘树华,鲁建厦,王家尧.精益生产[M].北京:机械工业出版社,2009.
[3]张东匀.基于精益生产理论的生产现场改善方法的应用[J],机电工程,2008(10):110-112.
[4]陈荣秋,马士华.生产运作管理(第 4版)[M].北京:机械工业出版社,2013.