动态信号处理在分析塑料焊接质量上的应用
2015-06-14于海
□于海
沈阳新松机器人自动化股份有限公司 沈阳 110168
激光塑料焊接是一项新兴的焊接技术,我国在这方面的技术尚在起步阶段。目前,国内企业在激光塑料焊接方面开发的设备还处于起步阶段,在实际应用中,塑料焊接质量还很难控制,一般靠压力测试来判断,或将塑料零件剖开来观察焊接表面的状况,由此给产品质量监测和生产效率带来很大的影响。为了解决这些问题,本文介绍一种利用机械动态信号理论来分析焊接质量的方法,并在此基础上进行焊接质量的监控和判断。具体方法是:在原有激光焊接机的基础上升级激光器,并对激光头进行功能改进,采用动态信号分析原理,有效反馈焊接温度的信息,使激光器焊接系统具有信号采样收集、时域图像显示、PID参数设定等功能。并在此基础上,分析得出一些判断焊接质量的规律,以及通过设定PID参数来达到理想的焊接质量。
1 激光塑料焊接工作原理
该焊接机采用激光透射原理,将两个塑料零件边缘焊接在一起,两个零件一个要求具有良好的透光性,另一个要求具有良好的吸光性,如图1所示。当激光头发出激光束穿过透光性良好的零件Ⅰ,照射在具有吸光性的零件Ⅱ表面时,瞬间产生高温,使零件Ⅱ表面融化,并使两零件黏结在一起。由于塑料存在稳定性差、易变形的特性,使得塑料零件的实际尺寸与理论尺寸有一定差别。为了使两个塑料零件的焊接面能够无缝紧密地接合在一起,必须用夹具将两个零件边缘牢固地夹紧,这样焊后质量较好。
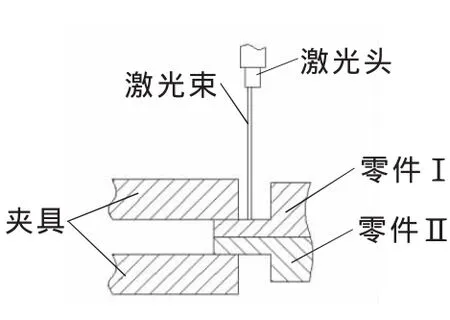
▲图1 激光焊接原理图
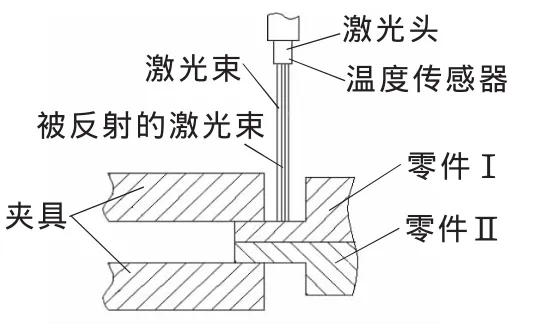
▲图2 升级后的信号收集原理图
2 判断焊接质量的依据
①要保证夹具对零件的有效夹紧;②设定合理的焊接温度,温度过低焊接失效,温度过高则会出现烧焦现象;③保持温度恒定,否则焊接会出现不牢固现象。
3 改进后的激光器焊接工作原理
改进后的激光器在激光头内部增加了温度传感器,如图2所示。当激光束照射在零件上时,除了一部分光被吸收外,还有一部分光被零件反射(被反射的激光束),通过激光头的镜片进入激光头内部,被温度传感器感应,这样就完成了系统的信号采集。
系统从焊接过程中提取了光学信息,这些信息本身具有能量,被温度传感器转变为温度信号。温度传感器每1 ms采集一次光学信息,这样对于整个系统的信号输入就是离散的,理论时域图如图3所示。
4 反馈系统
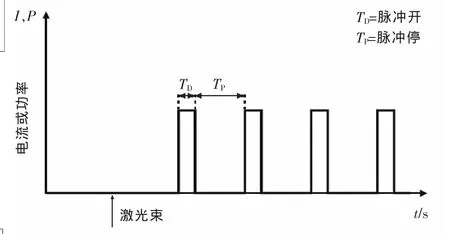
▲图3 理论时域图
当把温度设定为某一值Ts时,希望实际焊接温度与其相差不大,但是由于焊接表面的不光滑性,对激光的吸收和反射是不稳定的,所以焊接温度也是不恒定的,有时偏差很大,这就需要有闭环反馈系统,对焊接温度不断地调节,升级后的激光器反馈系统如图4所示。
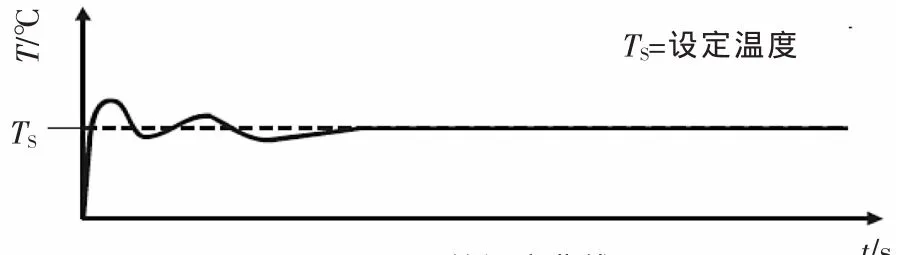
该反馈系统可以使输入和输出温度接近一致,保证了温度的恒定,这是保持良好焊接质量的前提。温度传感器在反馈系统中对信号的采样起到了重要作用。设定的温度Ts是根据材料的本身特性通过实验得到的,温度信号通过反馈系统经过几次波动后,得到如图5所示的温度曲线。
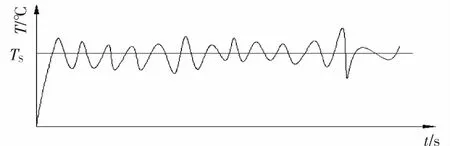
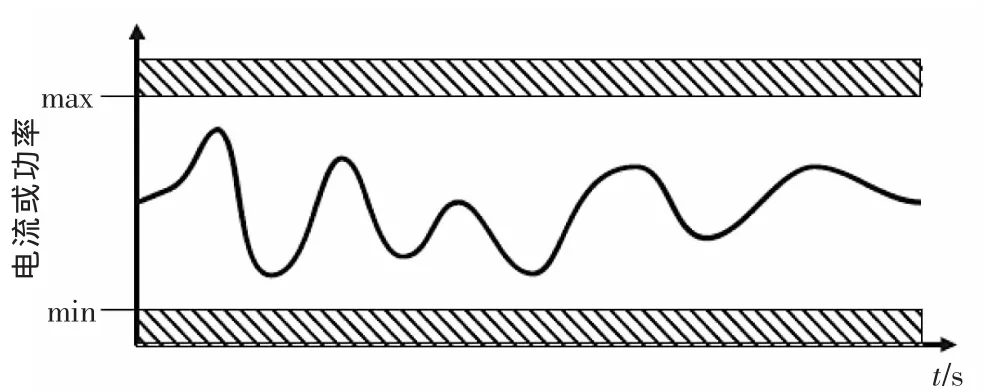
然而,焊接中激光头在伺服电机的带动下以一定的速度在移动,也就是激光束也在不停地移动,这样温度传感器采样到的信号在零件表面不光滑的情况下总是以Ts为基础上下波动,如图6所示。从图中可以看出,温度曲线的波动是随机的,但却真实地反应了正常焊接情况下温度的曲线,这也是在焊接质量良好的情况下得到的曲线。温度信号本身蕴含着能量,用电流或功率表示会更确切,将图6的曲线图转化为电流或功率的曲线图,如图7所示。
这种上下波动的曲线其波峰与波谷的差值有时很大,只要在允许的范围内就不会出现焊接无效或烧焦的现象。
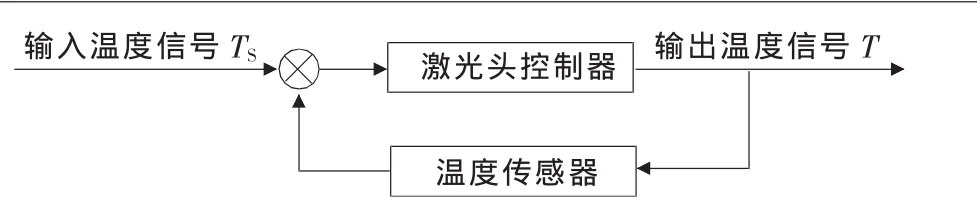
图4 闭环反馈系统
▲图5 理论温度曲线
▲图6 实际温度曲线
▲图7 电流/功率曲线
5 PID调节和曲线分析
图中上面的曲线是温度曲线,下面的是功率曲线,可以看出,当温度设定在260℃、比例因子KP=1500、积分因子KI=100时,大部分区间段曲线基本平稳,实践证明,这样的曲线是正常焊接时的反馈。但是,图中剧烈波动区间(图中画圈处)的温度曲线偏低,而功率曲线偏高,说明该段的焊接质量不好,由于实际的焊接速度是匀速的,所以可以根据图示的位置找到零件对应的焊接无效的地方,然后将该段零件剖开,如图9所示。
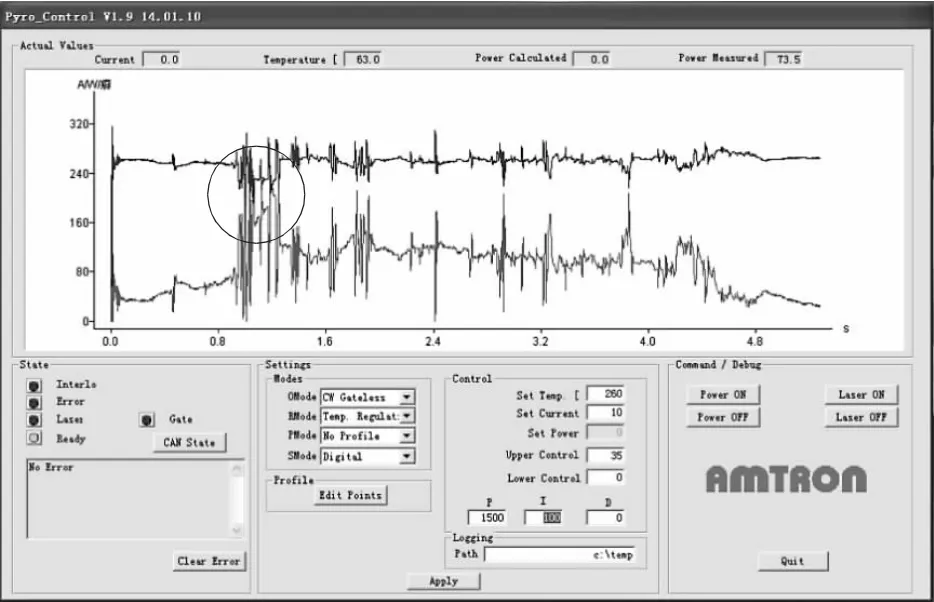
▲图8 温度/功率曲线
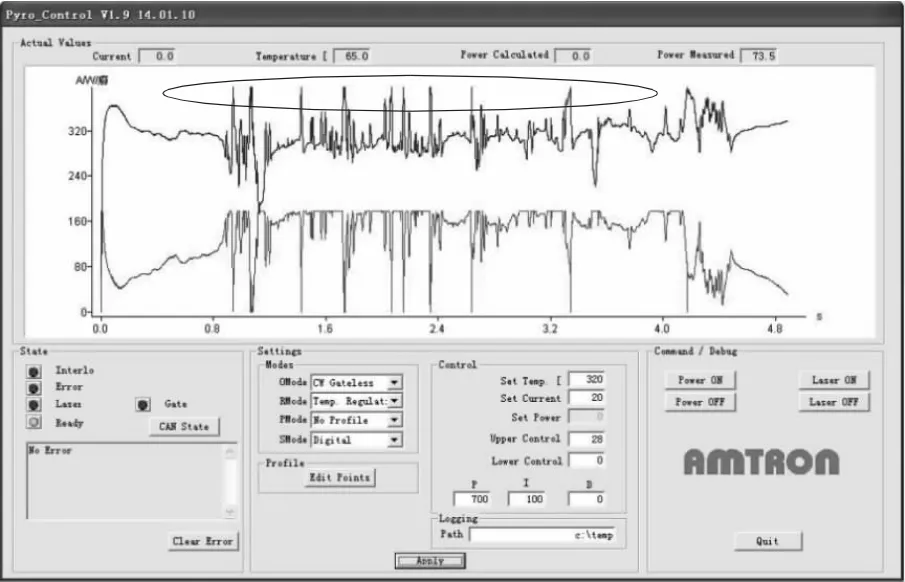
▲图10 对应零件的温度/功率曲线
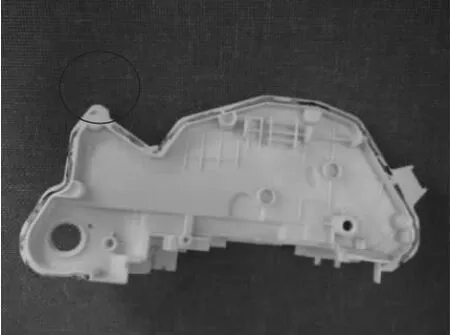
▲图9 焊接无效图

▲图11 焊接烧焦图
图中黑色的线条是融化了的塑料痕迹,说明这些区间段焊接质量良好,白色断开区间段(图中画圈处)是焊接无效的地方,与图8中的剧烈波动区间段对应吻合,曲线如图10所示。温度曲线峰值高于Tmax(330℃),说明该点有可能烧焦,图11是对应的工件表面图。可以判断出实际的烧焦点(图中画圈处)和曲线的波峰处基本吻合,这样就可以通过观察系统输出的温度/功率的时域图来判断焊接质量是否合格,如果不合格就通过调整PID参数值或温度值来干预温度曲线波形,使其稳定,达到理想效果。
6 结论
综上所述,改进后的激光器通过运用机械动态信号的分析方法,增加了信号的反馈、采样、处理和转化的功能,并得到时域分析曲线,通过曲线来判断焊接不良的区间段,并且通过系统的函数来影响干预曲线波形的平稳性,来改善焊接质量。这台改进后的激光塑料焊接机填补了国内空白,并在实际应用中达到了理想的效果。随着控制系统的不断发展和对温度曲线函数化的研究不断深入,还可以用更加准确的函数波形来干预温度曲线和用傅里叶变换或小波包分解等方法分析,可以给企业带来更高的实际价值。
[1]王霄,丁国民,刘会霞.激光塑料焊接技术的研究[J].激光杂志,2007,28(4):68-69.
[2]刘会霞,张惠中,季进清,等.激光焊接塑料的方法及发展现状[J].激光技术,2008,32(2):167-170.
[3]张建琳,乔东峰,刘成玉 ,等.动态信号采集技术研究与应用[J].测控技术,2002,21(2):21-24.
[4]肖立波,任建亭,杨海峰.振动信号预处理方法研究及其MATLAB 实现[J].计算机仿真,2010,27(8):330-336.
[5]程海英.大型风力机电动变桨距控制技术研究[D].阜新:辽宁工程技术大学,2010.