挤出吹塑机型坯壁厚计算机控制系统设计
2015-06-12杜巧连陈旭辉
□ 杜巧连 □ 陈旭辉
1.浙江师范大学 行知学院 浙江金华 321004
2.浙江金华市技师学院 浙江金华 321000
塑料挤出吹塑中空成型加工主要采用“挤出吹塑”原理,将塑料经挤出吹塑机塑化达到熔融状态后进入机头,形成制品型坯,当下垂的型坯达到合格的长度后立即合模,合模后吹气成型即为中空制品。按塑料容器容积大小,中空塑料制品可分为小型(小于10 L)、中型(小于 25 L)、大型(大于 25 L)和超大型(100 L 以上)4个规格。挤出吹塑常被广泛用来加工中型、大型甚至超大型的中空制品,型坯成型是挤出吹塑的一个重要阶段,型坯过厚会使制品过重,造成不必要的原料浪费,太薄,在吹胀过程中可能会吹破或者造成制品强度的不足。本文基于LabVIEW的计算机程序和伺服比例阀闭环控制设计的挤出吹塑机型坯壁厚控制系统,该系统可以在现有挤出吹塑机的基础上,仅通过增加2个位移传感器、1个伺服比例阀和1台工业计算机,就可以对现有挤出吹塑机进行改造,测试证明,该系统可以实现对挤出吹塑型坯壁厚的精确控制,提高生产大型薄壁容器的技术水平。
1 挤出吹塑机型坯壁厚电液控制装置的设计原理
大型薄壁容器在挤出吹塑加工过程中,由于坯料挤出时间长,在重力的作用下坯料下垂,可能导致吹塑成型产品的底部壁厚大于顶部壁厚。因此,要使挤出吹塑产品的壁厚均匀,需要在坯料挤出过程中根据产品的外形、大小以及坯料的性能等参数,对挤出时的料口大小进行不断地调整,最终实现吹塑产品的壁厚均匀。
挤出吹塑机型坯壁厚控制系统结构如图1所示,型坯壁厚控制系统是通过控制口模的开度,解决熔融的塑料型坯离开口模后由于自重下垂以及在吹胀过程中型坯各部分被拉伸程度不一致而造成的成品壁厚不均匀,以及解决形状复杂的制品难以生产的难题。

▲图1 挤出吹塑机型坯壁厚控制系统结构示意图
型坯壁厚控制系统是通过液压作动器对挤料缝隙处锥体的升降进行控制,其面临的首要问题是作动器快速性与精度的问题。控制点数越多,同一时间内作动器的最高往复次数越多,其速度越快。同时型坯壁厚控制系统的输出位移还要动态跟踪用户设定的型坯曲线,可见型坯壁厚控制系统是一个相当复杂的液压控制系统。若采用普通比例方向阀对作动器进行控制,由于比例方向阀的响应速度慢,不可能实现较多点的控制。电液伺服系统有许多优点,其中最突出的就是响应速度快、输出功率大、控制精确性高,这恰恰是型坯厚度控制系统一个基本要求。为此本文采用伺服比例阀对液压作动器进行控制,可使锥体位移的控制具有精度高、响应快的特点,达到对型坯厚度进行多达120点数的准确控制。为了进一步提高分辨率,采用插值算法,使设定点达到连续,并与控制周期实现同步。点阵曲线数值化后,作为给定信号,确定了型坯的壁厚形态。同时通过LabVIEW软件程序设计,利用图形用户界面,用户只需要通过鼠标即可在屏幕的点阵编制窗中设定壁厚形状,点阵数可达120点,使锥体的实际位移曲线与用户设定的厚度曲线基本重合。
根据某现有的挤出吹塑设备在加工大型薄壁容器时的经验可知,加工一个规格为50 L的容器,所需的坯料约5 L,坯料挤出时间一般在5~10 s内,料口最大开度时料口控制缸行程不超过20 mm,系统工作压力约10 MPa。
现有的挤出吹塑设备在坯料的挤出控制过程中,一般由2个油缸来实现。储料缸用于控制每次挤出坯料的容积以及坯料挤出的速度,其容积大小一般由行程开关的位置来设定,挤出速度由节流阀来调节。料口缸用于控制坯料挤出时料口的大小,通常由行程开关调整好位置后,料口缸运动到行程开关位置时停止,然后储料缸开始挤出坯料。在坯料挤出过程中,料口大小和储料缸运动速度保持不变。
为了实现挤出吹塑时型坯壁厚的控制,需要在坯料挤出过程中按照事先设定的曲线对料口缸的位移进行调整,因此需要在料口缸上安装位移传感器,检测料口缸的实际行程并进行位置闭环控制。料口缸需要根据储料缸的位置来对料口进行控制,控制方式一般有两种:基于时间和基于位移。基于时间的控制方式需要事先对坯料的挤出时间进行测算,其优点是不需要位移传感器,缺点是需要测算挤出时间。基于位移的控制方式需要在储料缸上安装位移传感器,用户只需通过程序设定储料量的大小,程序就可以根据设定值进行料口的控制。本文在对现有挤出吹塑设备进行改造时,采用基于位移的控制方式。
2 挤出吹塑机型坯壁厚计算机控制系统
2.1 系统硬件配置
考虑到系统设计的可靠性、实用性及高性能价格比,型坯壁厚计算机控制系统选用研华公司的工控计算机IPC-610作为控制核心,其中PCI-1710数据采集卡负责采集储料位移传感器信号、料口开度位移传感器信号,经系统计算分析输出驱动模拟信号控制伺服比例阀及液压系统换向阀,从而达到实现型坯壁厚控制。本设计选用BOSCH公司的0811 404 036伺服比例阀组成电液位置控制系统,以满足实现连续控制,控制阀芯的移动方向和位移,并具有较高的控制精度和动态响应的要求。
挤出吹塑机型坯壁厚计算机控制系统工作原理为:由LabVIEW通过工控机发出指令到数据采集系统,再经过比例伺服放大器对信号进行放大,放大后的信号控制壁厚控制系统的伺服比例阀,进而控制料口缸运动;位移传感器将采集到的位移信号经过信号调制电路传送给数据采集卡,通过LabVIEW程序将采集卡上的数据读到工控机内,将采集信号与设定的信号进行比较来实现壁厚控制。

▲图2 输入流程图
2.2 计算机控制系统主要程序设计
计算机控制系统采用的是第三方的硬件产品,在用LabVIEW开发程序时,需要安装厂家提供的硬件驱动程序,并通过调用驱动程序VI实现对硬件设备的配置,用户调用数据采集函数编写数据采集程序,实现性能测试模块的功能。因此在编程之前,需要通过研华提供的设备管理器(Advantech Device Manager)完成PCI-1710各项属性配置。使模拟量输入以差分(Diff)方式进行数据采集,从而创建数据采集任务。
2.2.1 模拟量输入流程图
图2所示为模拟量输入流程。
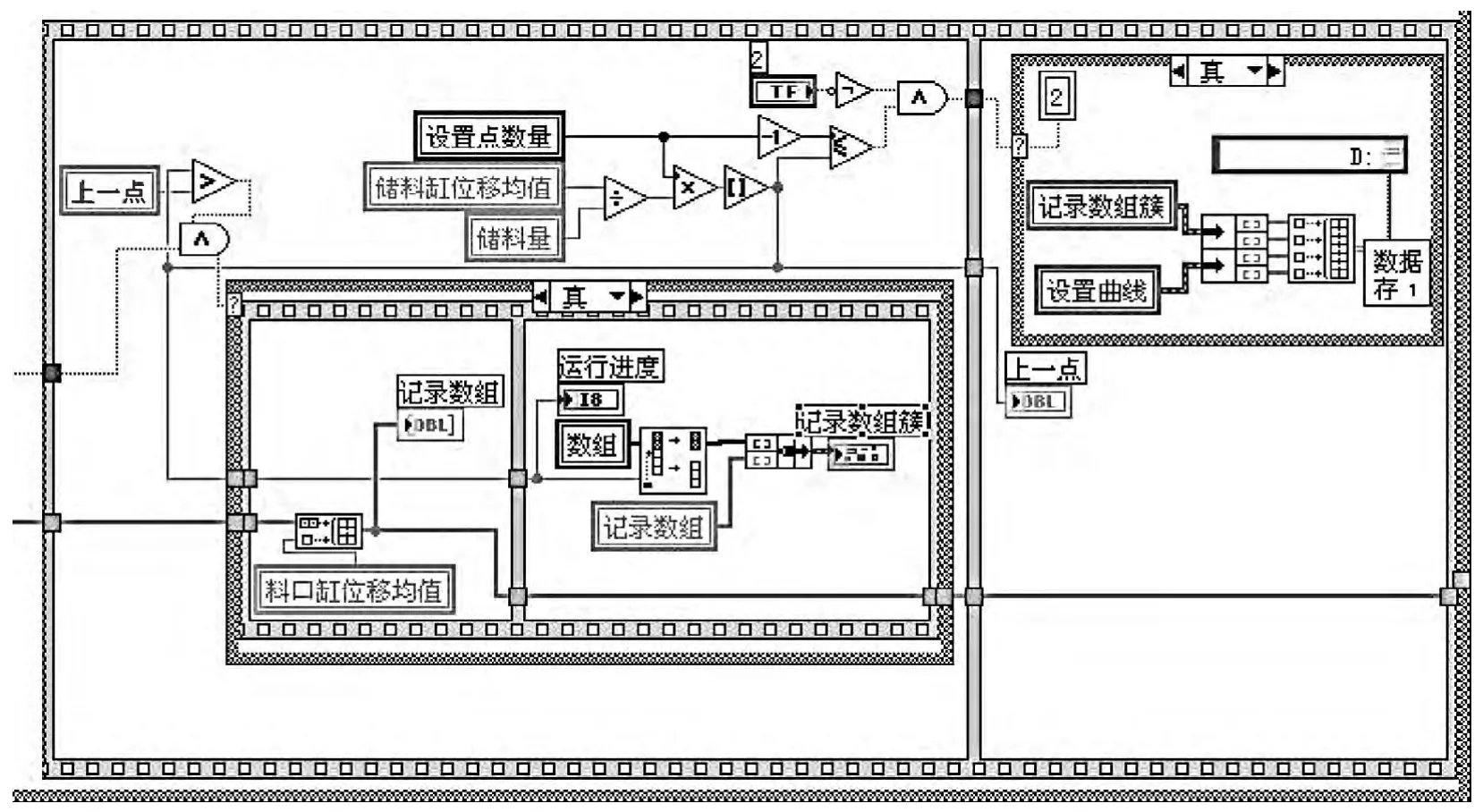
2.2.2 数据存储框图程序
如图3所示,本文介绍的框图程序按功能块来截取。驱动程序VI采用了平铺式顺序结构(Flat Sequence),这使程序运行的结构更清晰,通过捆绑(Bundle)函数将输出的位移点数和位移捆绑在一起。
程序每次开始运行,由空字符串数组对移位寄存器(Shift Regiter)赋初值,从而创建累积数据用空数组。
创建 “料口缸位移均值”的局部变量(Local Variable),通过While循环框上的移位寄存器以及创建数组(Build Array),实现试验数据的动态存储。
每次循环时,采集的数据由局部变量读出后并入数组,并存储在移位寄存器中,这一功能通过Case结构由程序自动实现切换。
2.2.3 曲线设定框图程序
如图4所示,伺服比例阀根据设定的曲线来控制位移的大小,从而实现多点控制结构,程序中采用了样条插值,符合控制要求。
3 挤出吹塑机型坯壁厚计算机控制系统试验研究
为了对挤出吹塑机型坯壁厚计算机控制系统进行研究,预先设计了仿真实验平台,对控制方法、控制软件进行研究。之后,为了验证挤出吹塑机型坯壁厚计算机控制系统的有效性,将这套系统加入到现有挤出吹塑设备中,进行样品试制研究。
▲图3 数据存储框图

▲图4 曲线设定框图

▲图5 生成控制曲线
3.1 样品生产试验条件
实际生产使用的吹塑机的储料缸缸径为200 mm,杆径为140 mm,行程为250 mm;料口缸缸径为90 mm,杆径为63 mm,行程为50 mm。储料缸在实际生产中使用吹塑机上的原有泵站和阀组进行控制,料口缸改用仿真试验时使用的泵站阀组进行控制,由于实际工作中使用的料口缸参数与仿真使用的料口缸参数基本一致,因此在实际使用中对料口缸的控制性能与仿真实验时也基本一致,不同之处在于使用工作中存在一定的负载力,工作压力设定为15 MPa。
3.2 生产试验结果
设备安装调试后进行了批量生产试验,试验生产某种规格为50 L容积的塑料容器,实际生产时的控制曲线如图5所示。实际生产326件,合格326件,合格率100%。对产品重量进行抽样检查表明,使用型坯壁厚电液控制系统后,可以节约约10%的材料。
4 结束语
该挤出吹塑机型坯壁厚计算机控制系统是基于LabVIEW的计算机程序和伺服比例阀闭环控制的壁厚控制系统。该系统可以在现有挤出吹塑机的基础上,仅通过增加2个位移传感器、1个伺服比例阀和1台工业计算机,就可以改造成具有型坯壁厚可控的吹塑机。该挤出吹塑机型坯壁厚计算机控制系统程序界面简单易用,用户只需先在设置界面设定或读入壁厚控制曲线,然后设定储料量的大小,就可以按下“开始”按钮进行自动生产。通过对塑料挤吹中空成型机整机调试结果表明:该型坯壁厚电液控制控制系统能很好地执行所需功能,其调节特性、位置控制精度、重复性精度及可靠性均达到设计要求。该控制系统结构简单,性能优良,操作方便,工作可靠,适合国产大型塑料挤吹中空成型机推广使用。
[1] 王益群,高殿荣.液压工程师技术手册[M].北京:化学工业出版社,2010.
[2] 杜巧连,舒柏和.中空成型机型坯壁厚计算机控制系统的设计与研究[J].塑料工业,2012(12):59-62.
[3] 李建军.型坯壁厚控制系统在中空吹塑机中的设计与实现[J].自动化博览,2006(5):74-77.
[4] Norman C.Lee著,揣成智,李树 译.吹塑成型技术-制品·模具·工艺[M].北京:中国轻工业出版社,2003.
[5] Shengdun Zhao,Ji Wang,Lihong Wang.Iterative Learning Control of Electro-hydraulic Proportional Feeding System in Slotting Machine for Metal Bar Cropping [J].Machine Tools﹠Manufacture,2005(1):923-931.
