SLM快速成型中的支撑结构设计研究*
2015-06-11曹冉冉
曹冉冉,李 强,钱 波
(北方工业大学机械与材料工程学院,北京 100041)
0 引言
快速成型是20世纪80年代兴起并得到迅速发展的新概念制造技术,不同于传统去除材料的机械加工方法。快速成型在增材生长基本理念的基础上,根据CAD模型快速生产出零件,其集成有CAD模型技术、数控技术、激光技术、材料科学等,逐渐成为一种新型先进制造技术[1]。大致可分为以下几大快速成型工艺:光固化快速成型(SLA)、选择性激光烧结(SLS)、分层实体成型(LOM)、熔融沉积成型(FDM)和选择性激光熔融成型(SLM)[2]。其中基于选择性激光熔融成型的制造特点,在零件关键部位合理地添加支撑直接决定零件能否连续成长、以及成型件的精度和性能。因此在选择性激光熔融成型中对具有悬垂或曲面倾斜度过大的零件,进行支撑结构的必要性、合理性研究对于快速成型的科学应用提供重要的参考依据。
目前,对于支撑工艺的研究大量集中在对支撑的生成算法研究或总体规则设定上[3],在零件的实际制造过程中,使用工艺软件添加的支撑结构往往并不合理,不能直接将其生成的模型运用到零件加工中,针对一种常用材料在优化后的参数下进行了关于支撑结构的研究,得出支撑结构参数之间的关系公式,对支撑结构的设计起到一定的指导作用。
1 支撑结构
选择性激光熔融成型过程中,支撑的主要作用体现在:①承接下一层未成型粉末层,防止激光扫描到过厚的金属粉末层,发生塌陷;②由于成型过程中粉末受热熔化冷却后,内部存在收缩应力,导致零件发生翘曲等,支撑结构连接已成型部分与未成形部分,可有效抑制这种收缩,能使成型件保持应力平衡。对于无支撑的竖直向上生长的零件,比如柱状体,粉末在已成型面上均匀分布,此时其下方已成型部分的作用相当于一种实体支撑;对于有倾斜曲面的零件,比如悬臂结构,此时若无支撑结构,成型失败主要体现在:①由于有很厚的金属粉末,粉末不能完全融化,熔池内部向下塌陷,边缘部分会上翘;②在进行下一层粉末的铺粉过程中,刮刀与边缘部位摩擦,由于下方没有固定连接,该部分会随刮刀移动和翻转,无法为下一层制造提供基础,成型过程被破坏。添加支撑能有效防止此类现象发生。
综上所述,在选择性激光熔融成型中,支撑结构作用为:
(1)承接下一层粉末层,保证粉末完全融化,防止出现塌陷。
(2)抑制成型过程中由于受热及冷却产生的应力收缩,保持成型件的应力平衡。
(3)连接上方新成型部分,将其固定,防止其发生移动或翻转[4]。
实际的运用中具体的体现如下:
图1为根据具体零件的曲面造型设计的支撑结构图,由图1可看出是否添加支撑以及添加支撑的结构的优劣直接决定了零件能否完整成型;其中图1(a)为未添加支撑导致零件制作失败的模型及失败零件,从图明显看出零件边缘有缺失,这是因为零件边缘发生严重翘曲,使得刮刀进行下一层铺粉时与零件已成型部分发生碰撞,导致曲面制作失败;图1(b)为添加合理支撑结构的模型及成功零件,可看到模型添加合理的支撑后,设备能够很流畅的制作出零件,零件特征满足精度要求;图1(c)为添加支撑结构不合理导致零件成型失败,可看出不合理的支撑,成型过程中支撑生长的不饱满,不同部位的支撑发生凸起或塌陷,导致支撑体无法继续生长;图1(d)为优化支撑结后的模型及成功制件,可以看出正确合理的支撑结构能够满足制造有复杂曲面的零件的要求。由此可见,合理的支撑结构对于零件制造的重要性。

图1 支撑结构运用的实物图
2 支撑结构参数
在不同的零件的选择性激光熔融成型中需要添加不同的支撑结构,具体需求由曲面产生的倾斜度α决定[5],α相关的结构参数有:支撑分布密度ρ;支撑当量半径r;支撑半径补偿r'。
(1)图2(a)为倾斜角示意图,如图所示:倾斜度α为三角形切片的法线方向与竖直向上z轴方向间的夹角的余角,α角是决定是否添加支撑的决定性参数,α角越大,需要添加的支撑越多,支撑分布的越密集,支撑机构设计时存在一个α角的极限值αmax,即倾斜角度大于极限值时曲面需要添加支撑。
(2)图2(b)为分布密度示意图,如图所示,分布密度ρ为投影到水平面上的单位面积s0内支撑体的个数,分布密度越大,越有利于成型过程的进行,但过大的分布密度也会导致支撑难以去除。
(3)图2(c)为支撑当量半径示意图,如图所示,支撑当量半径r是以支撑体横截面的面积做圆对应的半径,当量半径越大,支撑体的强度越高,越有利于支撑体的生长,但当量半径过大时,支撑体与零件间的连接强度过高,去除支撑时成本过大;同时当量半径过小时,出于一些不可控的环境因素,支撑体的成型会有微小的翘曲或塌陷,由于设备采用刮刀式铺粉机构,刮刀与强度不高的支撑体轻微摩擦经过累积后会导致支撑体成型的参差不齐,最终无法起到支撑的作用,这点在图2(a)中表现尤其突出,因此设计支撑结构时应合理选择当量半径。
(4)图2(d)为支撑半径补偿示意图,如图所示,支撑半径补偿r'是指支撑体与零件轮廓要保持一定的间隙,避免支撑体与零件生长到一体,易于支撑的后期处理,其取值与处理方法有直接联系。
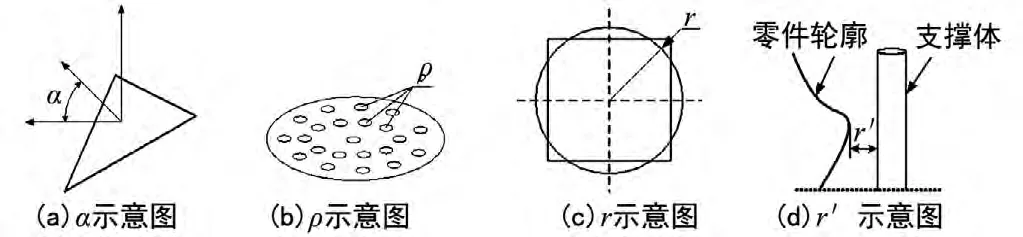
图2 支撑结构参数示意图
3 采用SLM工艺成型实验方法
采用SLM工艺针对一系列不同参数的曲面零件进行成型实验,实验采用课题组自主研制开发的DYLM-200激光金属成型设备(采用500 W激光发射器、抽真空冲氦气保护、三轴送粉及回收装置、循环水冷却系统、运动控制单元),原材料统一采用不锈钢316粉末,颗粒直径为0.038 mm。事先确定好几组有明显特征的参数模型,经过经验尝试,获得最优的工艺参数,最终结合实验结果分析参数之间关系,如图3。
4 实验参数的设计与实验结果与分析
4.1 实验参数的设计
采用SLM工艺,设计了一系列具有不同结构的零件模型,零件有不同高度、直径、倾斜角度,针对不同的结构探求是否需要添加支撑以及适合的支撑结构参数,并在多次经验试验的情况下筛取最优的工艺参数。由于实验目的是探索不同倾斜角度下最优的支撑结构参数,需要先确定零件的最大倾斜角,笔者针对旋转体零件探讨,计算方法如下:以三线螺旋为例,其角度计算示意图如图4。

图3 DYLM-200激光金属成型设备

图4 倾斜角α的计算原理图
将半径为r处的螺旋线剪开,伸展开后L即为螺旋线投影到水平面的弧长,h为螺旋线高度,用此方法将倾斜角α的计算从空间转换到平面,不难得出:

由于本实验中多选用旋转件,对于其他旋转结构,通过投影方法得到式(2)同样适用,需要注意的是L不代表半径终端从起点到终点的距离,也不是起点与终点连线投影到水平面得到的线段,而是曲线投影到底平面的弧长。
选取不同结构的零件,确定尺寸,用以上方法求得不同模型的最大倾斜角,并根据零件的尺寸及倾斜角设计适合的支撑结构,表1给出了实验模型的结构参数。
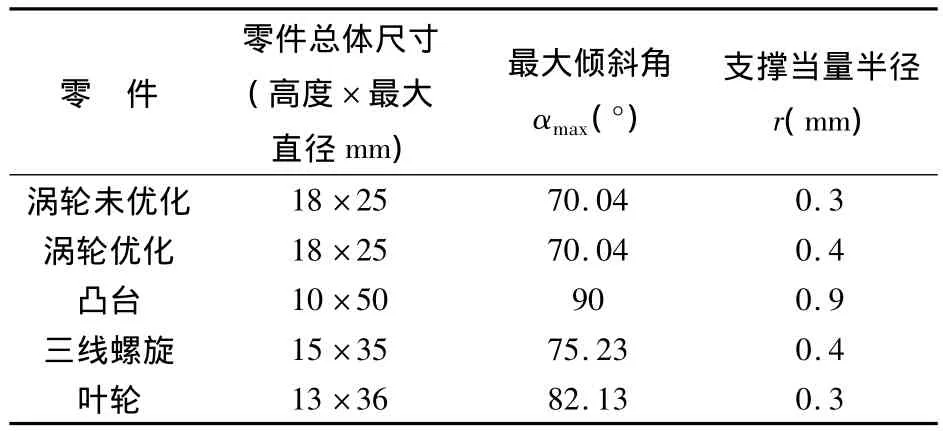
表1 零件及支撑结构参数
确定好模型结构参数后,需制定具体的加工工艺,选用不锈钢316粉末作为实验材料,由于其良好的吸收热量及传导热量的特性,决定了激光输入功率不能过大,同时由于零件壁厚、倾斜角、悬垂长度的不同,需要给每个零件设定不同的工艺参数,而且在支撑体与零件实体结合处需要实时调整参数,表2给出经过多次尝试得出的良好工艺参数。
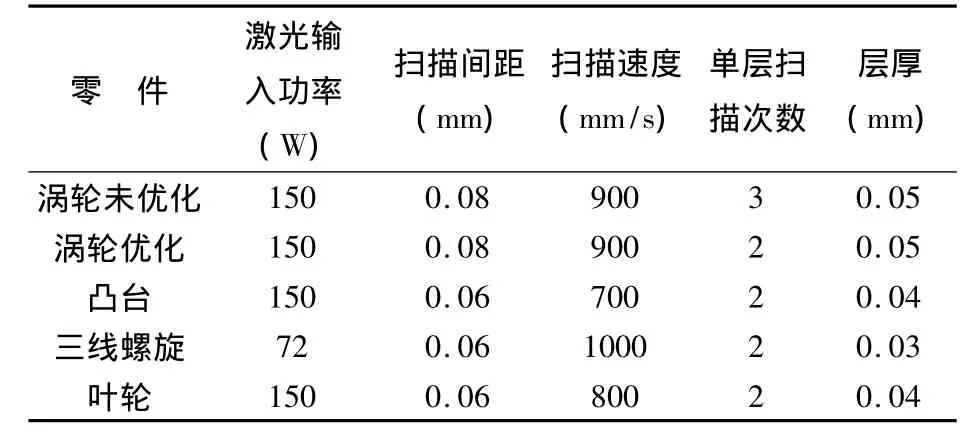
表2 加工工艺参数
4.2 实验结果的分析
采用上述实验参数进行实验,得到实验结果,成功成型的零件从基板上切除后,测量其外观尺寸与输入CAD模型相差小于0.02 mm,完全达到工业使用要求,图5~8实验模型及对应的成型结果。

图5 涡轮模型及成型图
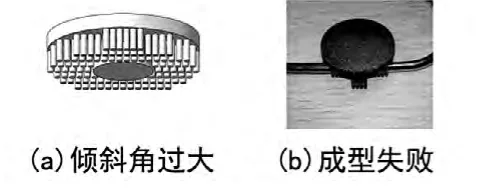
图6 凸台模型及成型图
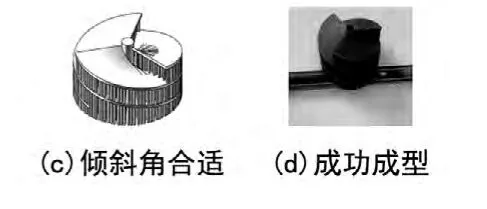
图7 三线螺旋模型及成型图

图8 叶轮模型及成型图
分析图中结果,图5(a)支撑结构当量半径为0.06 mm,且为了便于去除支撑,在支撑根部及顶部附近开有细腰口,分布密度设置较小,这几者导致成型到细腰口时支撑体断开,无法连续成型,形成图5(b)失败件,图5(c)对支撑结构进行了优化,当量半径改为0.08 mm,在接近边缘的下表面分布密度加大,结果成功成型。图6(a)虽然支撑结构合理,但由于倾斜角过大,尽管最后勉强成型,但在图6(b)中可看到凸台悬垂面有明显的翘曲,如果零件按比例扩大尺寸,使用这种方法可能无法成型,可见对于倾斜角度过大的零件,需要找寻其他办法成型。图7中添加了合理的支撑结构,结果得到了理想的成型效果。图8中叶轮模型叶片边角处倾斜角大于极限值,需要添加支撑,过渡到上方后倾斜角变小,无需再添加支撑。图8中合理的在关键部位添加了支撑,取得良好的效果。
由以上分析可看出,是否添加支撑很大程度上取决于零件的倾斜角度,同时支撑的结构参数决定了最终能否成功成型,为了实际工作中的成型需要,将这些参数整理到经验公式如下:

式中:φ(α)是α的函数,通过对具有不同倾斜角的零件模型进行实验计算获得φ(α)值,得出φ(α)的经验值表,此公式可用于指导合理的设计支撑结构。
5 结论
(1)倾斜角α是决定是否添加支撑以及确定支撑结构参数的重要因素。
(2)提出并定义了支撑结构与倾斜角关联的几个结构参数:支撑当量半径r、分布密度ρ、半径补偿r',并推导了倾斜角的计算公式。
(3)提出支撑结构参数与倾斜角的经验公式,对实际工作中设计合理的支撑结构提供理论依据。
[1] 许开国,张锦光,胡业发.熔融挤压快速成型中支撑工艺的研究[J].机械科学与技术,2008(9):1163 -1164.
[2] 尚晓峰,刘伟军,王 维,等.金属粉末激光成形零件倾斜极限[J].机械工程学报,2007(8):97 -98.
[3] 钱 波,莫建华,张李超.光固化快速成形中网形支撑生成算法的研究[J].新技术新工艺,2005(2):122.
[4] 洪 军,李涤尘,唐一平,等.快速成型中的支撑结构设计策略研究[J].西安交通大学学报,2009(9):59-60.