大规格铜合金铸锭感应加热控制技术的应用*
2015-06-09王艳风张玉开杨建强王振琪
王艳风,张玉开,张 戬,杨建强,王振琪
(金川集团精密铜材有限公司,甘肃金昌 737104)
大规格铜合金铸锭感应加热控制技术的应用*
王艳风,张玉开,张 戬,杨建强,王振琪
(金川集团精密铜材有限公司,甘肃金昌 737104)
阐述了在大规格T2紫铜、BFe10-1-1白铜等铜及铜合金铸锭加热过程中,采用多层加热线圈、多段线圈串行梯度加热、工频电源功率调节、铸锭加热温度在线检测与控制、可靠的系统保护等先进控制技术的应用原理及方法。关键词:铜及铜合金;大规格铸锭;感应加热;控制技术;应用
0 引 言[2]
感应加热是采用电磁感应定律和电流的热效应基本原理,实现金属加热。感应加热相比燃气和煤油加热,具有加热速度快、生产效率高、可快速启动与停止,节能效果好、干净、清洁、安全等优点。同时,随着国外先进感应加热控制技术的引进,其控制技术不断发展与提高,在铜合金、铝、不锈钢等有色金属加工中被广泛应用于熔炼、铸造、铸锭加热、制品退火等领域。铸锭加热是采用传统熔铸-挤压-拉伸生产工艺中,一个关键的工艺环节,是将不同规格、不同合金铸锭加热到挤压所需温度,通过挤压挤制成为不同规格、形状的制品。铸锭温度达不到合适的挤压温度,就无法实现正常挤压。
笔者主要对国内挤压机配套铜锭加热炉,在φ310 mm、φ440 mm大规格铜及铜合金铸锭感应加热中,先进控制技术进行分析与阐述。
1 多层感应加热线圈技术
感应加热的核心部件是感应加热器,即感应加热线圈,它本身是一个空心线圈。当这个空心线圈两端接通交流电源时,便产生交变磁场,使处于这个线圈内的锭坯(导体)产生感应电流。被加热的锭坯相当于一个单匝短路线圈(闭合回路),感应电流流动过程要克服其自身电阻,因而产生焦耳热,实现了锭坯加热,其工作原理如图1所示,热量直接产生在锭坯内部,有很高的热效率。
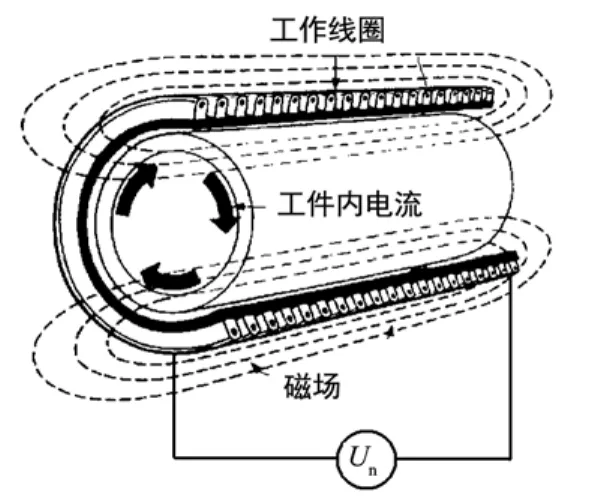
图1 感应加热原理图
感应加热线圈一般是采用纯铜管(异型或矩型)螺旋状单层绕制而成。多层加热线圈是近几年国外进口感应加热炉引进行新技术,它是将线圈在同一截面上绕制4~7层,层数需要根据合金材料、直径、穿透深度进行计算确定,以达到最高加热效率目的。
依据法拉第电磁感应定律E=-dφ/dt,导体中所产生的感应电动势大小和穿过回路的磁通量的变化率成正比,如果感应回路是串联N匝时,并且通过每匝的磁通量是相同的,则有φ=NΦ。多层线圈较单层线圈穿过回路的磁通量不是与层数成正比增加,但较单层线圈有明显提高。感应加热炉的效率包括热效率、感应器的电效率及其它元件的电效率。
通过理论计算,采用多层感应加热线圈的感应加热炉综合效率可达到0.48~0.50,最高可达到0.6。以加热BFe10-1-1,Φ310×750 mm白铜铸锭为例,每小时加热通过量为25根,所需要配置加热炉加热功率约为3 200 kW。国内单层感应加热线圈的加热炉综合效率最高仅达到0.37~0.40,每小时加热通过量为15根,所需要配置加热炉加热功率达到5 536 kW。
采用多层感应线圈加热炉的综合加热效率比单层感应加热线圈加热炉提高10%,单位电耗降低15%~25%。同时,在同样通过量的情况下,所需要配置加热功率大约可减少1000~2000 kW,大大减小了设备容量。
2 多段线圈串行实现梯度加热[1]
感应加热时,感应电流大部分集中在导体表面,电流密度分布在导体表面到芯部是按指数曲线衰减,即所谓集肤效应。穿透深度是表征感应电流降低到表面电流36.8%的那一点到导体表面的距离。穿透深度与导体的电阻率成正比,与感应加热的加热频率成反比,穿透深度基本公式计算如下式所示。
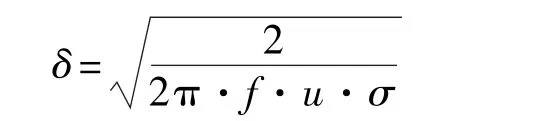
式中:f,μ,σ分别表示频率,穿透率和被加热工件的电阻。
因此感应加热炉的热效率与加热频率成正比,同时也与D(炉料直径)/δ(穿透深度)的比值成正比。
由于受截然不同的表面效应的影响,在加热周期中,加热铸锭中心(r=0)和表面(R=ro)会产生不可避免的温度差异。尤其在φ310 mm、φ440 mm大规格铜及铜合金铸锭中,其导电、导热性能不好,此温度差异可达到几百甚至上千摄氏度。较大的温度差异很容易造成铸锭表面过烧熔化,中心产生裂纹。
如何保证铸锭温度由低到高梯度加热,关键在加热过程。将加热线圈分为多段,多段串联布置,各段功率自行调节,铸锭串行通过线圈。当铸锭在每段线圈内以不同的加热功率加热到设定温度,自动或手动逐根向前推进,进入另一段线圈。加热功率和加热温度由低到高,逐步加热,最终实现大直径铸锭中心温度到表面温度之差≤30℃,满足挤压工艺的要求。
3 采用各段线圈的功率调节
在感应加热过程中,如果采用变频电源,实现感应加热功率调节较为容易,但存在投资大,对电网污染大的劣势。同时频率选择与炉料直径尺寸和材料性能有关,表1是几种典型铜及铜合金材料不同加热频率时与穿透深度关系。
从表中可以看出,对铸锭直径范围φ310 mm、φ440 mm,在50 Hz工频范围内,如何实现各段线圈的功率调节,即在每两段线圈为一组,六组线圈分为三组,三组以三角形接法平衡接入电网,保证电网基本平衡;每组选用一个可调式变压器,将电压分为六~九档,通过调节二次侧加热线圈的工作电压,实现功率调节。
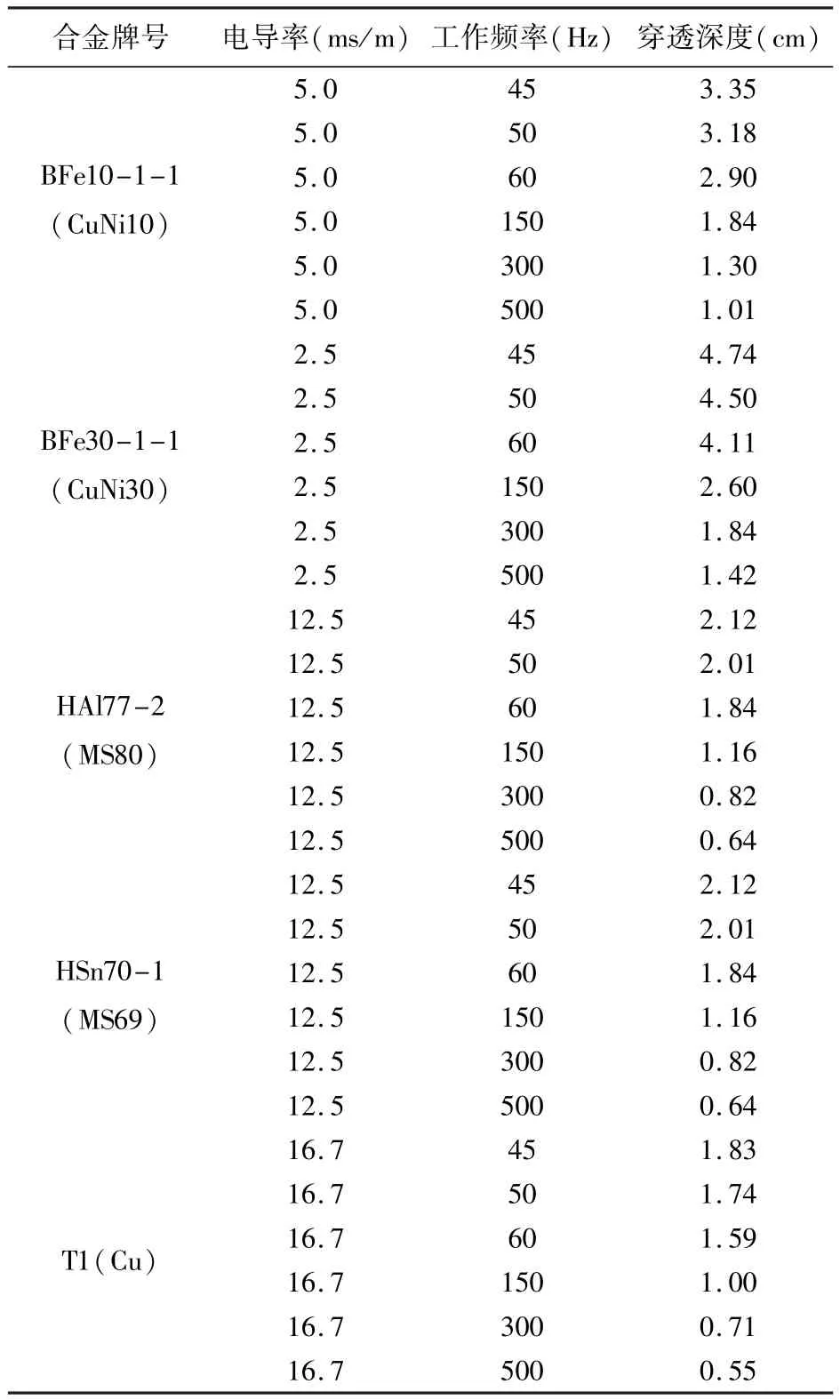
表1 几种典型铜及铜合金不同加热频率时与穿透深度关系
4 精确的温度在线测量与控制
铸锭在线圈内加热过程中,由于整体线圈的密闭,无法检测铸锭加热过程中温度的。一般都采用热电偶接触式测量或炉门测温方式。但当多段线圈串联式,如果对中间加热线圈内的铸锭温度无法测量,则无法控制加热时间的温度。
在近几年引进国外加热炉中,采取在线圈绕制时,预留中间测温孔,在测温孔处安装高精度红外线测温仪;同时,将测量温度通过PLC实时显示在人机操作界面上,使操作人员随时掌握铸锭加热温度,作为调整加热功率和加热时间的依据,很好实现了铸锭加热过程中温度测量与控制。
5 可靠的系统保护
一台大容量的电力设备,其安全可靠的保护系统是设备能否安全运行的关键。感应加热炉的系统保护通常包括电源保护、绝缘隔热防护以及线圈过热保护等。
5.1 电源保护
(1)线圈电源侧安装接地检测,接地电阻阻值可由0.10 kΩ、0.28 kΩ、0.52 kΩ、1.1 kΩ、1.5 kΩ、3.2 kΩ调整。当系统接地阻接低于设定值时,系统总电源自锁保护,禁止电源任何操作。尤其是线圈绝缘破损,系统接地时;线圈绝缘受潮,绝缘阻值较低时;线圈内冷却水电导率达不到要求,阻值较低时,系统均会可靠报警与防护。
(2)在总电源开关选用西门子断路器,实现可靠接地、过流保护。
(3)每段线圈配置安全防护外壳,外壳开闭门开关与电源开关互锁,在保护外壳开关门未完全关闭,操作人员未撤离时,系统电源无法闭合。
5.2 过热保护
(1)加热系统的过热保护包括线圈温度检测报警与线圈冷却保护两部分,只有线圈冷却系统可靠运行,才能保证线圈绝缘保护完好,线圈不至于过热受损。为可靠保证良好的冷却效果,线圈采用独立的冷却装置。
冷却装置内注入去离子水,使电导率达到要求。正常两台水泵一用一备。水泵运行设置时间运行或压力检测,如果一台泵故障,另一台泵无法正常启动时,系统立即报警并启动应急供水回路。系统保护在一次侧供水回路设置流量检测、二次侧设置水压检测和流量检测,将检测点分别接入系统报警指示,报警指示给操作人员实时掌握系统运行情况提供了可靠的依据。使操作人员能够及时掌握出现问题,快速进行处理。
(2)在线圈安装温度检测装置,检测线圈经过冷却后的温度。当某匝线圈出现冷却水流量不畅通,线圈温度过高时,系统会自动进行报警,并停止加热,待故障排除后才可通电加热。
5.3 绝缘与隔热保护
(1)线圈绝缘采用了多层防护,线圈绝缘包括了匝间绝缘和层间绝缘。将每一匝线圈绕制后均采用防护等级达150℃的绝缘带、绝缘带粘和剂、绑带进行绑匝,每组间采用云母垫进行绝缘防护。
(2)对线圈内衬的防护通常采用两种方法:一种方法是采用不锈钢内衬。制作一个C型半闭合不锈钢内套,对内套进行绝缘处理。另一种方法是采用耐火浇铸材料浇铸厚度约50~80 mm厚的耐火材料内衬,耐火材料的电导率和耐高温强度必须达到要求。在每次浇铸后,对耐火材料内衬进行烘烤,待完全烘烤后,其绝缘阻值可达到工艺要求。对加热温度达到1 000℃时,通常采作第二种方法,实现线圈较好的隔热防护。
6 结 论
在310 mm、440 mm大规格铜及铜合金铸锭感应加热中,采用多层感应加热线圈、多段线圈梯度加热、加热过程中精确的温度在线测量与控制、可调变压器功率调节及可靠的系统保护等先进的控制技术,实现了高效率、低能耗,在感应加热领域具有较强的实用性和推广性。
[1] 唱鹤鸣,杨晓平,张德惠.感应炉熔炼与特种铸造技术[M].北京:冶金工业出版社,2003.
[2] 魏 军.金属挤压机[M].北京:化学工业出版社, 2006.
Application of Induction Heating Control Technology for Large Size Copper Alloy Ingot
WANG Yan-feng,ZHANG Yu-kai,ZHANG Jian,YANG Jian-qiang,WANG Zhen-qi
(Jinchuan Precision Copper Co.,Ltd,Jinchang Gansu 737100,China)
In this paper,the application principle and method of advanced control technology such as the multilayer heating coil,multi section serial gradient heating coil,operating frequency power regulation,online detection and control of heating temperature of ingot,and the reliable system protection are introduced in the heating process of the large size copper T2,the BFe10-1-1 cupronickel and the other copper and copper alloy ingot.
copper and copper alloy;large size ingot casting;induction heating;control technology;application
TM154
A
1007-4414(2015)04-0206-03
2015-06-07
王艳风(1975-),女,甘肃金昌人,工程师,主要从事压力加工生产工艺技术管理、电气设备检修、维护及管理工作。
