清凉油软膏剂灌装过程中所存问题分析及解决方案
2015-06-07李能贵
李能贵
(上海中华药业有限公司,上海200052)
清凉油软膏剂灌装过程中所存问题分析及解决方案
李能贵
(上海中华药业有限公司,上海200052)
从清凉油(白色)4.5 g软膏剂灌装过程中存在的问题入手,对其进行了调查分析,并提出了解决方案,同时阐述了方案的实施过程以及改造后取得的实效,有效解决了清凉油软膏剂灌装过程中存在的问题。
清凉油;软膏剂;温控;灌装
1 问题的提出
2011年我司为拓宽市场,使清凉油产品多样化,开发了4.5 g软膏剂新包装规格的清凉油(白色)。软膏剂新包装与传统铁盒包装对灌装油性料液的输送要求有所不同,传统的清凉油铁盒灌装油温度控制在55~65℃,当油料灌装至铁盒,通过输送带走动,自然冷却。而4.5 g软膏剂新包装采用的是铝塑复合软管,当灌装油料温度在55~65℃时,会导致料液飞溅到管内壁,造成铝塑复合管尾部污染,直接影响产品的装量与封尾质量。
因此,本文从对此问题的调查入手,对其进行分析,并提出解决方案,同时阐述该方案的实施过程以及改造后取得的实效。
2 对所存问题的调查
2011年6月,我司利用成药车间原有的清凉油生产系统,对清凉油(白色)4.5 g软膏剂灌装进行了3批试生产。在试生产过程中,对软管灌装机料斗内不同的料液温度、灌装机料斗保温循环水温度以及料液输送温度对装量差异与封尾质量的影响等进行了试验。通过试验发现存在的最大问题是料斗内料液的灌装温度问题。当料液从储罐输送到软管灌装机料斗内,料液温度过高时,灌装时会发生溅料现象,影响产品封尾质量;当料液温度过低时,料斗壁内出现清凉油凝结“挂壁”现象,影响灌装的装量差异。
2.1 调查中的试验
2.1.1 在不同软管灌装机料斗保温循环水温度与料斗内不同料液温度条件下的灌装
在不同软管灌装机料斗保温循环水温度与料斗内不同料液温度条件下进行灌装,观察到的清凉油灌装质量情况如表1所示。
2.1.2 软管灌装机料斗保温循环水温度恒定条件下,不同料液输送温度所需冷却时间
2.1.2.1 方法一
设定软管灌装机料斗保温循环水温度为38℃,软管灌装机搅拌桨转速恒定,测定料液输送温度冷却至37~40℃的时间。
清凉油料液(60℃)从储罐通过管道放入软管灌装机料斗中实际的冷却时间如图1所示。
由图1可知,在料斗中料液降到39℃时进行灌装为宜。即等到了80m in,在灌装进行10min之后第一次补料,料斗中料液温度升至43℃,由于油温过高,不得不停止灌装操作而再次等待油温冷却。此后,料斗中料液温度一直处于41~43℃之间无法进行正常灌装。
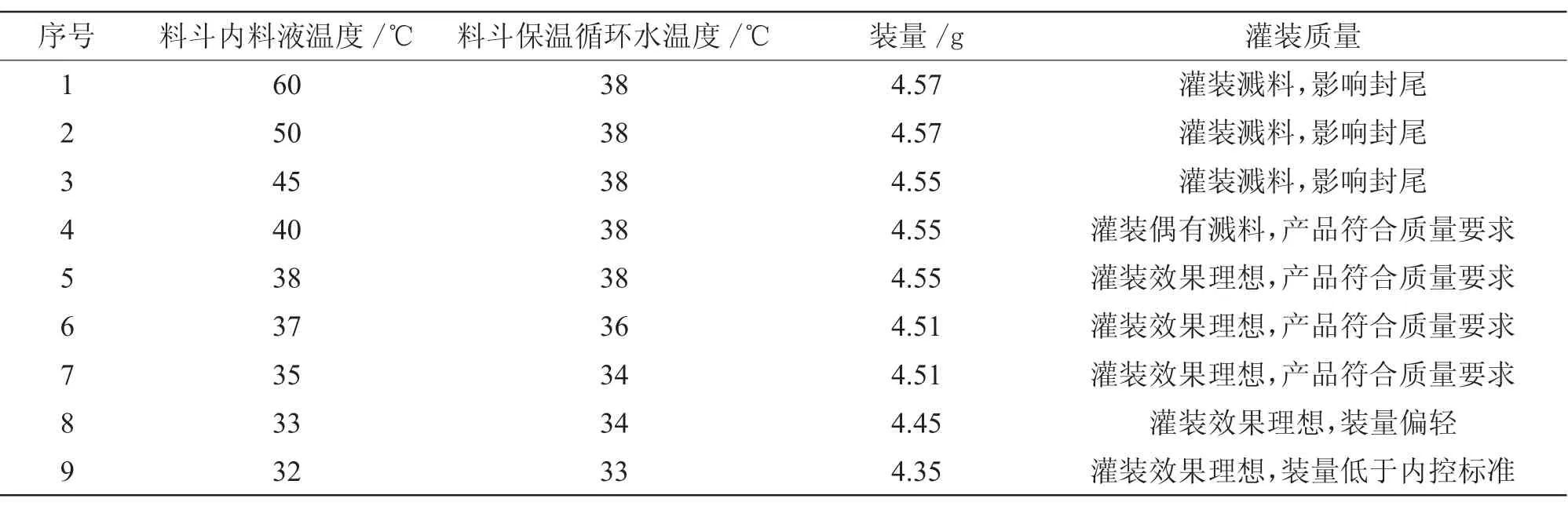
表1 不同保温循环水温度与料斗内不同料液温度条件下的灌装质量
对于清凉油料液(60℃)从储罐通过管道放入软管灌装机料斗中,放弃了采用软管灌装机料斗保温循环水进行冷却的方法。
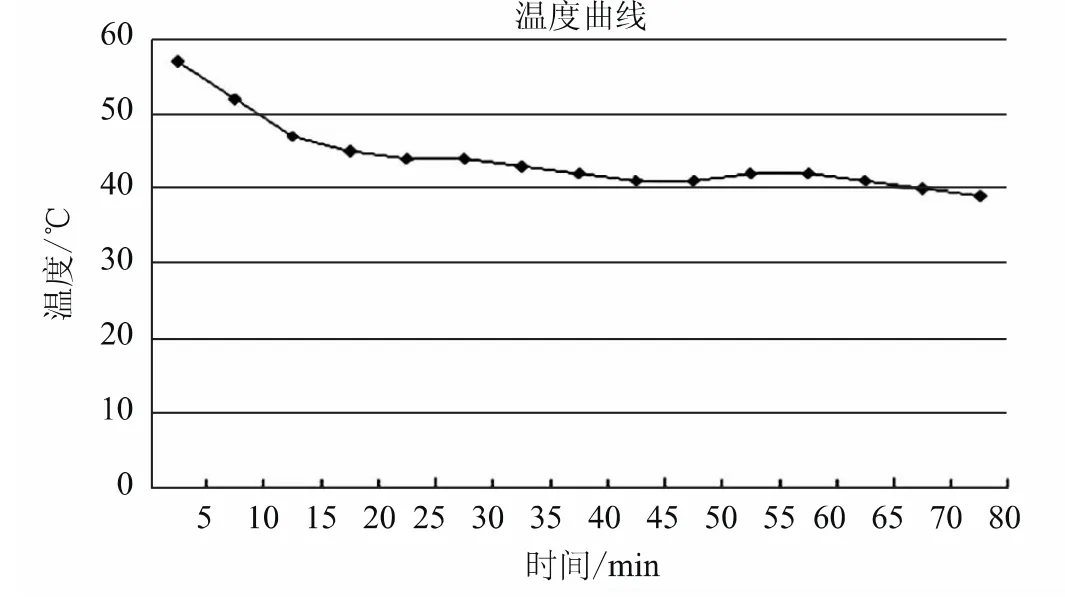
图1 料液从储罐通过管道放入软管灌装机料斗中实际的冷却时间
2.1.2.2 方法二
设定软管灌装机料斗保温循环水温度为38℃,搅拌桨转速恒定,将清凉油料液(60℃)从储罐放置到若干小桶分别冷却。
将清凉油料液(60℃)从储罐通过管道,放入若干小桶进行分别冷却到37℃,冷却时间为30~40min,再采用人力将料液移入软管灌装机料斗中用循环水保温至38℃,此方法可以操作。但是,实际操作过程中工作量较大,增加了操作工的劳动强度,难以适应大规模生产需求。
2.2 调查结论
通过现场调查与相关试验,我们找到了影响灌装质量的主要原因是温差。由于传统的清凉油灌装温度为60℃,原有的生产工艺不能适应清凉油(白色)4.5 g软膏剂新产品的正常生产需求,关键是要解决20℃的温差问题,即料液温度从原工艺的60℃调整到37~40℃。
3 对所存问题的分析
清凉油(白色)4.5 g软膏剂灌装所存问题分析如图2所示,主要原因分析与确认如表2所示。
从表2可看到,清凉油(白色)4.5 g软膏剂灌装所需温度应控制在35~40℃。
4 解决方案
4.1 制订方案
针对上述分析,我们制定了相应的方案,如表3所示。
4.2 方案筛选
清凉油(白色)4.5 g软膏剂灌装有两个方案可选:
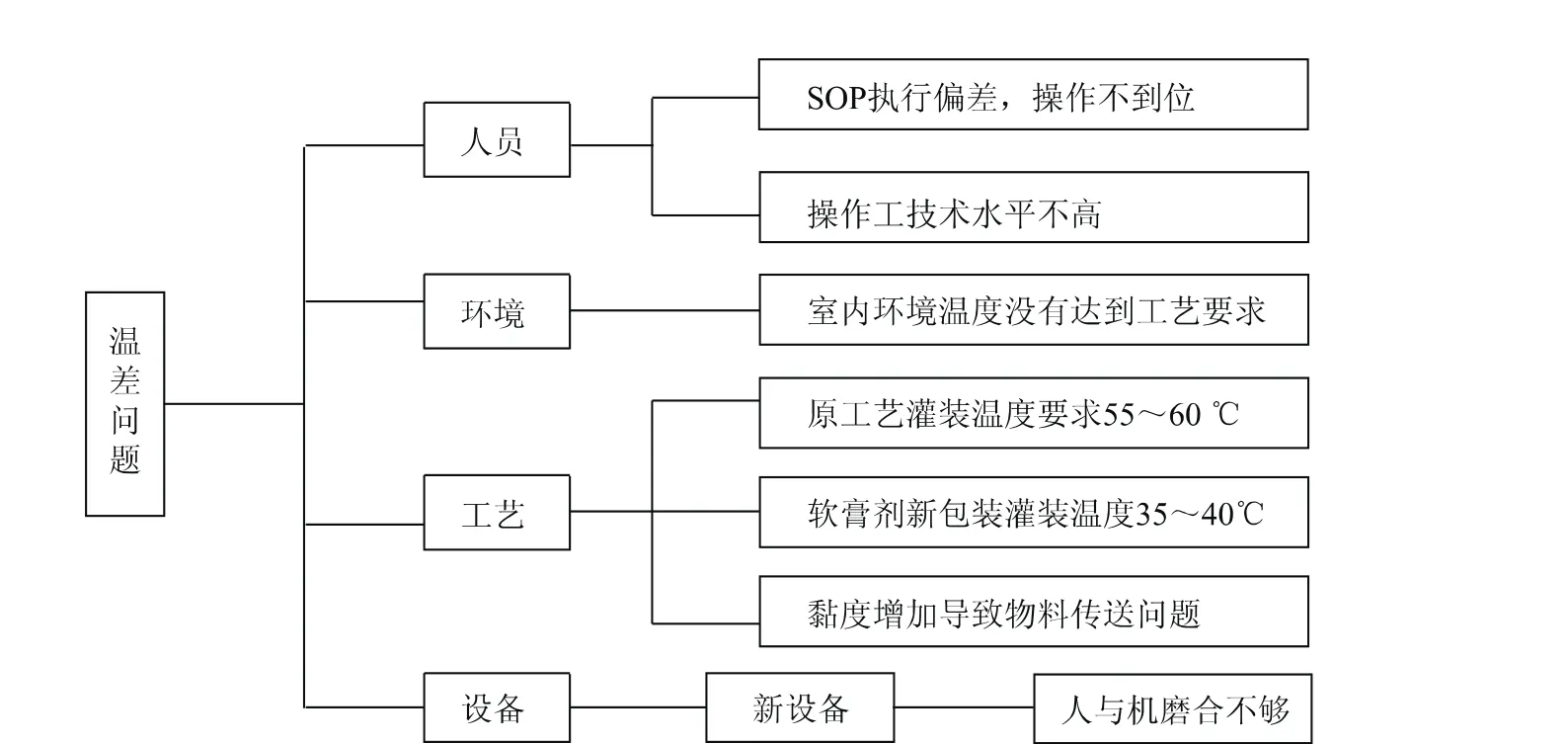
图2 所存问题分析的因果图
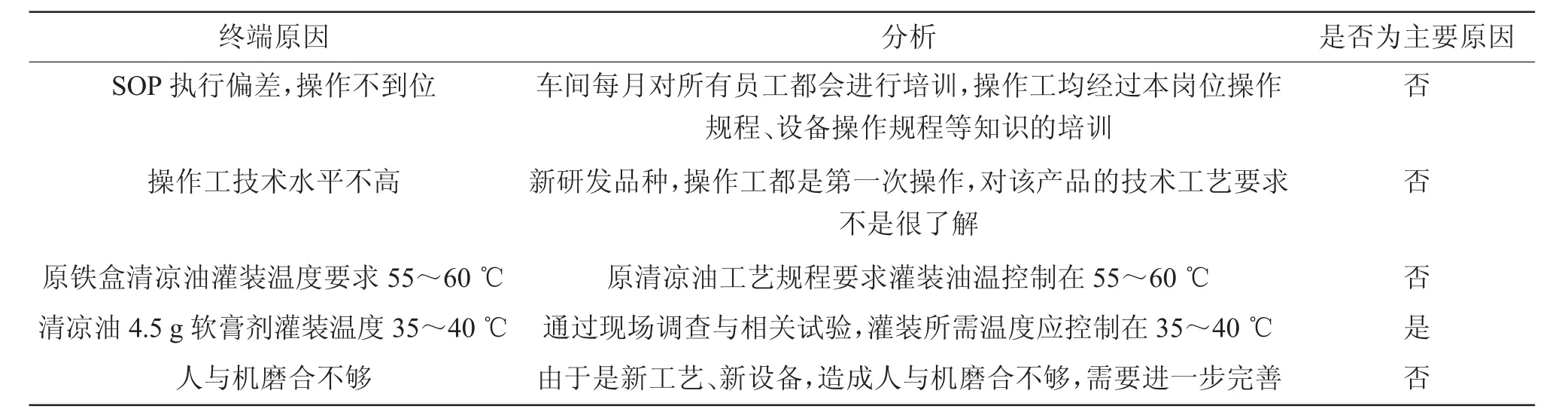
表2 主要原因分析与确认

表3 相应方案
方案一:对7楼配料工序储罐保温系统进行完善,隔离原有的保温水系统,增设独立的保温水温控系统,使保温水保持在40℃左右,通过36℃循环水降温控制软管灌装机料斗内物料至适宜温度再进行灌装。
方案二:重新添置一套保温冷却系统和储罐,将60℃清凉油料液直接放入新储罐进行冷却保温,达到工艺要求,随后通过蠕动泵和管道输送到软管灌装机料斗内。
表4为两种方案对比分析,通过综合比较这两种方案的利弊以后,我们最终选用了方案一,即完善储罐保温系统,增设独立的保温水温控制系统。

表4 方案对比分析
5 方案的实施
根据方案一,对清凉油储罐保温系统进行了完善,隔离原有的保温水系统,增设独立的保温水温控系统,将原有的保温水系统的温度(60℃)改为40℃。清凉油在不同温度下的黏度关系如图3所示,由于清凉油料液的温度变化,即从60℃降至37℃,料液的流动性也发生了变化,即黏度从300 cps升至6 000 cps。为了使清凉油料液能够顺利输送,为此加装了转子泵将清凉油料液输送到软管灌装机料斗中,并通过软管灌装机的液位信号实现了自动加料。同时,软管灌装机料斗内的温度通过36℃循环水降温到适宜温度再进行灌装。图4为改造后清凉油(白色)4.5 g软膏剂新包装规格的设备流程图。
6 改造后的实效
图5为各控制点的温度监测情况,从图中可知,本次方案实施表明循环水系统的温度是可控的,达到了预期目标。
表5为2012年5月9个批次装量统计,从表中可知,连续生产的9个批次装量均在可控范围内。
表6为不同温度、不同时间对清凉油(白色)含量的影响,从表中得到结论:(1)在不同时间抽取的样品挥发性含量未发生异常;(2)在循环保温水温度变化的影响下,检测出样品挥发性含量未发生异常。

图3 清凉油在不同温度下的黏度关系
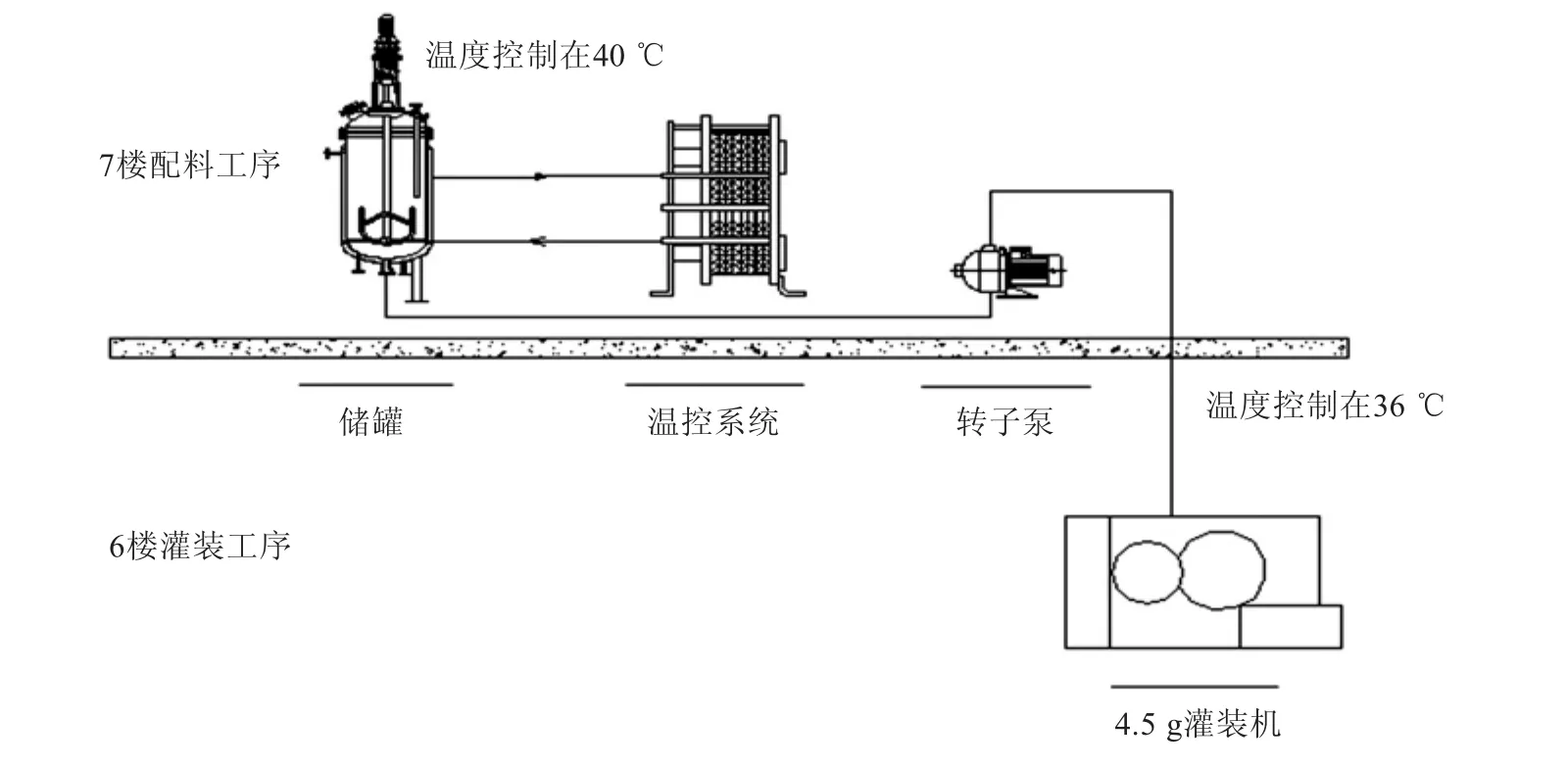
图4 改造后清凉油(白色)4.5 g软膏剂新包装规格的设备流程图

图5 各控制点的温度监测情况

表5 2012年5月9个批次装量统计情况

表6 不同温度、不同时间对清凉油(白色)含量的影响
7 结语
我们在增设了独立的温控系统后,解决了清凉油(白色)4.5 g软膏剂灌装过程中存在的温差问题,大大提高了生产效率,减少了操作工的劳动强度,规范了生产现场,产品各项技经指标均能达到公司内控标准,为企业节约了购置新设备的费用和场地,折合人民币约50余万元,取得了明显的经济效益和社会效益。
2015-10-08
李能贵(1962—),男,上海人,工程师,研究方向:制药工程与技术。
