泡罩包装设备的主要工作机构分析
2015-06-07孙怀远杨丽英顾青青
孙怀远 杨丽英 孙 波 顾青青
泡罩包装设备的主要工作机构分析
孙怀远1,2杨丽英1孙 波2顾青青2
(1.上海健康医学院,上海200093;2.上海理工大学医疗器械与食品学院,上海200093)
泡罩包装是固体制剂的主流包装形式。尽管泡罩包装设备有多种类型,但工艺流程基本相同。按工艺操作顺序介绍了泡罩包装设备的主要工作机构,包括加热装置、成型装置、热封装置、打字压印装置、冲切装置。
泡罩包装;工作机构;分析
0 引言
泡罩包装目前已成为固体制剂包装的主流。泡罩包装设备按自动化程度可分为全自动泡罩包装机、自动泡罩包装机及半自动泡罩包装机;按成型与热封结构型式可分为辊筒式泡罩包装机、平板式泡罩包装机和辊板式泡罩包装机。
尽管泡罩包装设备型式较多,完成工艺操作的方法也各不相同,但它们的工艺流程却基本相同。
其基本工艺流程为:薄膜放卷—加热—泡罩成型—药品充填—铝箔热封—批号打印—板块冲裁—包装。
本文将对完成泡罩包装工艺过程的主要工作机构进行介绍和分析。
1 加热装置分析
泡罩包装设备的加热装置的作用是将药用薄膜加热软化至可塑状态,以便在成型模具上通过一定方式形成泡罩。
图1为辊筒式泡罩包装机的两种加热形式简图,即辐射加热和接触加热,或者称为外加热和内加热。外加热多采用石英玻璃加热管作为加热元件,数支加热管组成一个与成型模辊同心的弧形加热面,通电后产生远红外线,对绕在成型模辊面上的塑膜进行烘烤加热。内加热是将管状加热元件均匀置于加热辊体内,辊体与成型模辊接触且与成型模辊同步转动,通电后辊体变热,对绕在成型模辊面上的塑膜直接接触加热。

图1 辊筒式泡罩包装机的两种加热形式简图
图2 为平板式和辊板式泡罩包装机的加热装置结构简图,由上、下加热板构成,采用板式接触间歇加热方式,加热器有管状和片状两种,置于加热板中间。加热时,上、下加热板必须保持水平位置,以保证成型均匀性。
加热板运动有多种形式:上板运动有直动式和翻转式;下板运动一般为直动式;上、下板一起运动为直动式。
图2(a)即为上板直动式,图2(b)为上板翻转式。加热板上下运动是由气缸带动的。工作时加热板一般不动,在两板之间有0.5~0.8 mm的间隙,塑膜从间隙通过,这样能避免热量损失,保证成型良好。

图2 平板式和辊板式泡罩包装机的加热装置结构简图1—上加热板2—下加热板3—气缸4—加热器
2 成型装置分析
泡罩包装设备的成型装置的作用是将软化至可塑状态的药用薄膜通过一定方式形成泡罩。
图3为辊筒式泡罩包装机的成型装置结构简图,主要由成型模辊、动阀板、配气盘等组成。成型模辊转动时,配气盘上的真空接口通过动阀板上的长槽与成型模辊的真空孔道相通,真空孔道再通过与其相通的小孔将成型模辊模孔内的空气吸走,这时成型模辊面紧贴着受热软化的塑膜,膜面受到大气压力的作用,下面又形成了真空,于是塑膜被吸成了与模孔形状相同的泡罩,而在真空区外的塑膜没有被吸成泡罩。随着成型模辊的不断转动,辊面上包着的塑膜不断被吸成泡罩。

图3 辊筒式泡罩包装机的成型装置结构简图
图4为平板式泡罩包装机的成型装置结构简图。下模座与下模具一起被固定连接在机座上,而上模具在旋转的凸轮驱动下垂直上下运动。当上、下两模具合模时,通过下模座的通道向成型腔吹入压缩空气。塑膜在压缩空气的作用下被吹成泡罩,同时也产生一个分模力和向下的压力。为了防止上、下模具在高压气体作用下分开,保证它们之间的密封性,平衡气室内要始终通入压缩空气,使之平衡,从而保证上、下模具之间有足够的合模力,同时还可以消除模具的安装误差,因为下模座是浮动连接的,所以在上、下模具合模时,下模具会依靠下面的平衡气自动找平衡和上模具良好接触。
图5为辊板式泡罩包装机的成型装置结构简图,由成型模、吹模、上模座、下模座、平衡气室、驱动轴、导柱等组成。当驱动轴旋转时,凸轮推动滚轮向下运动,通过导柱带动成型模向下运动,上、下模具合模,高压成型气从吹模的孔道进入成型腔,将加热软化的塑膜吹塑成型。成型的同时模腔内产生分模力,为了不使上、下模具分开,保证它们之间的密封性,平衡气室内始终通入压力可调的高压气使之平衡,从而保证上、下模具之间有足够的合模力。成型结束,凸轮推动滚轮向上运动,成型模也随着向上运动,上、下模具分开,一个循环过程完成。

图4 平板式泡罩包装机的成型装置结构简图

图5 辊板式泡罩包装机的成型装置结构简图
3 热封装置分析
泡罩包装设备的热封装置的作用是将单面涂有粘合剂的铝箔覆盖并牢固粘结在已填入包装药品的泡罩膜上,将被包装药品分别密封在泡罩内。
图6为辊筒式泡罩包装机的热封装置结构简图,其为辊式结构,由拉膜辊、封合辊、支架、支撑轴等组成,拉膜辊与封合辊平行安装。封合辊内装有管状加热元件,而辊面上加工有点状或网状网纹,以增加封合强度和外观美观程度。
拉膜辊面上制有与成型模辊面上排列一致的模孔,成型后的泡罩嵌入模孔中,泡罩带随拉膜辊的转动而匀速运行。拉膜辊内通入冷却水,用来冷却绕在辊面上的塑膜泡罩带,防止泡罩在热封合时受热变形。封合装置工作时拉膜辊匀速转动,并带动封合辊同步转动,在转动过程中将压在两辊间的塑膜泡罩带与铝箔牢固地粘合在一起。停车或工作结束时,封合辊立即离开拉膜辊。

图6 辊筒式泡罩包装机的热封装置结构简图
图7为平板式泡罩包装机的热封装置结构简图。

图7 平板式泡罩包装机的热封装置结构简图
其采用板式热封方式,上封合板内装有管状加热器,上、下封合板对应表面上制有网纹。由于板式封合接触面积大,为了在给定的系统压力下能封合牢固,所以在上封合板上方附加有增压缸。工作时,上封合板不动,下封合板在旋转凸轮的作用下,沿垂直方向作上、下运动,完成封合功能。
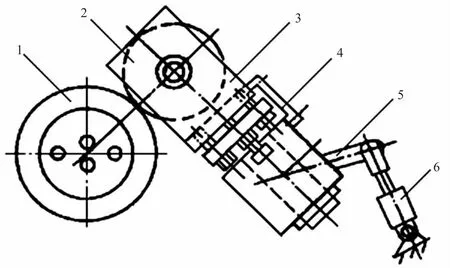
图8 辊板式泡罩包装机的热封装置结构简图
图8为辊板式泡罩包装机的辊式热封装置结构简图,其结构形式与辊筒式泡罩包装机相似。由主动辊、热压辊、支架、调整板、摆杆、气缸等组成。热压辊由气缸带动摆杆和支架压到主动辊上,当充填后的泡罩膜和铝箔通过主动辊和热压辊中间时,在温度和压力作用下,铝箔与塑膜粘合到一起。与图6所示结构相同,两辊压合时是线接触,封合压力大,封合效果好,生产效率高。影响热压封合质量的因素主要有两个方面:(1)主动辊与热压辊轴线不平行;(2)主动辊与热压辊母线不重合。因此,必要时需要对装置进行调整,以保证两辊相对位置正确,确保封合质量达到要求。
4 打字压印装置分析
打字是在封合后的泡罩膜带上按设计位置等距离间隔打上生产批号或生产日期,以便保存和使用;压印是在泡罩膜带的封合带上压出易于折断的横向、纵向折断线,使每个泡罩成为单元块,容易从板块上分离,方便使用。
打字、压印装置是间歇运动的,间歇送入本装置的泡罩膜带由步进装置提供,打字、压印一般都在一个工位上完成。打字是包装必需的,但板块上可以不压印,可以只压横向切印或纵向切印,也可以横向、纵向切印一齐压出。横向、纵向切刀可以单独安装,也可以交叉安装。纵横切刀单独安装加工制造比较容易,但机构体积大;纵横切刀交叉安装在一起加工制造较困难,但机构体积小。
压印有热压和冷压两种形式:热压是将切刀装在有加热元件的刀模上,刀模上下运动,切刀在塑膜一面烫切出折断印迹;冷压是指在这种结构里不带有加热元件,而是用切刀在膜带铝箔一侧硌切出折断印迹。比较这两种压印方式,冷压刀刃是靠压力压入膜带的,所需压力较大,该方法对制造精度、安装精度要求很严格;热压比冷压容易,但由于切刀为热状态,泡罩受到烘烤会变形,因而热压印刀模的行程要大些,避免切刀离泡罩太近而使泡罩受热变形。
图9为辊筒式泡罩包装机的打字、压印装置结构简图,属冷压形式。膜带由步进装置送入动模板和定模板之间,连杆带动动模板上下往复运动,使打字板、切刀相对于字头夹、承刀板做运动,从而在膜带铝箔一侧打出批号和压出折断线。

图9 辊筒式泡罩包装机的打字、压印装置结构简图
相对于辊筒式泡罩包装机而言,平板式泡罩包装机的打字、压印机构一般较大,也采用冷压的方式,常用结构如图10所示。

图10 平板式泡罩包装机的打字、压印装置结构简图1—直线轴承2—下座板3—压印槽板4—导向轴5—缓冲垫6—弹簧7—上座板8—压印刀片9—退料板10—刀架座11—固定轴
传动系统使下座板在垂直方向作上下往复运动,当下座板带着打字托板(图中未画出)和压印槽板沿导向轴向上运动时,首先压印槽板与退料板通过弹簧的压力,将热封后的成型膜片夹紧,同时继续向上运动,使刀刃逐渐压入膜片中,而后再进入压印槽板的沟槽内,将膜片压出印迹,同时字头夹(图中未画出)在膜片上打出批号等。之后,下座板向下运动,压印槽板与压印刀片逐渐脱开,同时退料板在弹簧力作用下将膜片推出刀片,从而完成一个循环。
图11为辊板式泡罩包装机的冷压法打字压印装置结构简图,由压印刀、夹刀体(图中未标出)、退料板、垫板、导柱、往复轴等组成。驱动轴驱动往复轴往复运动,当垫板向前运动时,通过弹簧的压力将膜带压紧于垫板与退料板之间,刀刃逐渐压入膜带,进入垫板的沟槽内,此时批号和印迹同时被压在膜带上。之后,垫板开始返回,退料板在弹簧压力作用下,将膜带推出刀片,一个工作过程完成。
图12为辊板式泡罩包装机的热压法打字压印装置结构简图,由压印刀、夹刀体(图中未标出)、退料板、垫板、导柱、加热管等组成,夹刀体上装有加热管,使刀片在热状态下压印,其工作过程与冷压法相似。
装有压印刀的动板向上运动时,通过弹簧的压力将膜带压紧于垫板与退料板之间,刀刃逐渐压入膜带,从而在塑膜硬片一侧实现压印。此后,动板开始返回,退料板在弹簧压力作用下,将塑膜硬片推出刀片,一个工作过程完成。由于热刀片在瞬间软化塑膜硬片,容易压出印迹,故所需压力比冷压法要小,垫板上没有沟槽。这种方法对制造、安装、调整要求不太严格,但是对板块质量有一定影响。

图11 辊板式泡罩包装机的冷压法打字压印装置结构简图
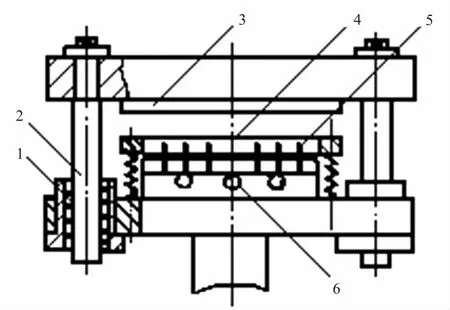
图12 辊板式泡罩包装机的热压法打字压印装置结构简图
5 冲切装置分析
冲切是泡罩包装机的最后一道工序,它是把封合、打印好的连续的成型膜带按预定的数量和排列形式冲切成规定尺寸的单个板块。冲切分为有横边冲切和无横边冲切。有横边冲切模具一般沿垂直方向移动,无横边冲切模具一般沿水平方向移动。无横边冲切可以节约包装材料,但工作可靠性略差。冲切装置是间歇运动的,间歇送入本装置的泡罩膜带由步进装置提供。从传动上来看,冲切装置主要有两种形式:一种是凹模固定,凸模运动;另一种是凸模固定,凹模运动。
图13为辊筒式泡罩包装机的冲切装置结构简图,由凸模、凹模、直线轴承、导柱及模具板等组成。在连杆带动下,凸模板上下往复运动,凸、凹模合模时,膜带被冲切成单个板块后落入输料装置。至此包装机完成了全部工作过程。
冲切也可以与打字、压印三位一体放在一个工位上,如图14所示。该机构水平放置时,左边为打字、压印,右边为冲切;该机构竖直放置时,上面为打字、压印,下面为冲切。这种结构体积小、构件少,但机器的负荷比较集中。

图13 辊筒式泡罩包装机的冲切装置结构简图

图14 打字、压印、冲切一体示意图
对于平板式泡罩包装机,一般都是采用凸模固定、凹模运动的形式完成冲切工序。图15为平板式泡罩包装机的冲切装置结构简图。凸模固定在上座板上不动,当凹模在凸轮作用下,沿导柱上升到最高点时,凹模刃口上平面超过凸模刃口下平面,即相当于凸模进入凹模刃口内(一般进入深度为3.5 mm),将膜带冲切成规定尺寸的板块。同时,凹模压迫退废料板一起向上运动,而退料装置在气缸作用下向下运动,将冲切好的板块推出,落在输送机传动带上运走。之后,凹模沿导柱向下回落,同时退废料板也在弹簧的作用下复位,使冲切后产生的废料边脱离凸模,由收废料机构带走。

图15 平板式泡罩包装机的冲切装置结构简图
图16为辊板式泡罩包装机的冲切装置结构简图,采用凹模固定、凸模运动的形式。驱动轴带动连杆作往复运动,推动凸模座板沿导柱向前运动,同时退料板通过弹簧的压力将膜带压紧,凸模进入固定不动的凹模刃口深度达3.5 mm左右,将膜带板块冲切下来。之后,凸模返回,一个循环完成。
6 结语
泡罩包装技术近年来发展快速,薄膜加热、泡罩成型、铝箔热封、打字压印、板块冲裁等是泡罩包装工作过程中的主要工艺操作。本文通过对泡罩包装设备的主要工作机构的介绍,为进一步了解泡罩包装设备的核心组成及其工作原理提供了一定的基础。

图16 辊板式泡罩包装机的冲切装置结构简图
[1] 宋利君,张雅君,王兴.PVC/PE复合硬片替代泡罩包装中PVC片的应用研究[J]. 包装与食品机械,2015(2).
[2] 孙怀远.药品包装技术与设备[M].北京:印刷工业出版社,2008.
[3] 刘雄心,谭铁仁,李梦瑶,等.平板式泡罩包装机成型装置凸轮曲线的改进[J].包装与食品机械,2012(5).
[4] 王林宽,施雯宇,胡永胜,等.DPB-250G型平板式自动泡罩包装机的研制[J].医疗卫生装备,2012(8).
Analysis of Mainly Working Devices in Blister Packaging
Sun Huaiyuan1,2Yang Liying1Sun Bo2Gu Qingqing2
(1.Shanghai University of Medicine&Health Sciences, Shanghai 200093; 2.College of Medical Instrument and Food Engineering, University of Shanghai for Science and Technology, Shanghai 200093)
Blister packaging is the mainstream form of solid preparation packaging. Although blister packaging equipment has a variety of types, the processes are basically same. According to the process sequence, mainly working devices in blister packaging were introduced including the heating device, molding device, heat-sealing device, typing and stamping device, cutting device.
blister packaging; working device; analysis
2015-07-13
孙怀远(1962—),男,江苏兴化人,教授,研究方向:医药工程技术、药品生产与包装设备。