数显楔形塞尺示值误差校准方法
2015-06-07高宇海
高宇海
(甘肃省计量研究院,兰州 730070)
数显楔形塞尺示值误差校准方法
高宇海
(甘肃省计量研究院,兰州 730070)
数显楔形塞尺是电能企业对汽轮机、水轮机通流间隙进行测量的计量器具,本文阐述了其示值误差的3种校准方法,并通过具体实例对3种方法的不确定度来源及分量、校准方法的可行性进行了分析比较。
数显楔形塞尺;示值误差;校准方法
0 引言
数显楔形塞尺(以下简称塞尺)又称通流间隙测量尺,是电能企业对汽轮机、水轮机等大型水泵转子动叶片和隔板静叶片之间、动叶片和喷嘴之间的通流间隙进行测量的计量器具。其结构主要由主尺、副尺和数显部分组成,其中主尺由上下工作面组成楔形状,其纵向截面为直角三角形,副尺通过主尺两侧面的滑槽可沿主尺直边工作面滑动,测量时,将楔形主尺插入间隙中,副尺端面应紧贴被测间隙的表面,并与底部表面保持垂直,然后在显示屏上直接读出间隙测量数据。由于目前尚无国家校准规范,对该类塞尺示值误差校准无统一规定。下面选取测量范围0~10mm,分辨力0.01mm,最大允许误差±0.03mm的数显楔形塞尺,在温度23℃,相对湿度≤80%的条件下,通过对其10mm测量位置不确定度分析比较,对示值误差的校准方法进行研究。
1 采用万能工具显微镜用影像法测量
该方法是将塞尺固定在某一位置,然后侧放在万能工具显微镜玻璃工作台上,通过调焦用测角目镜米字线的横线对准主尺侧面直边工作面的影像,用米字线的竖线对准副尺工作端面影像,在刻度尺中读数,然后移动工作台使米字线的横线对准主尺斜边工作面与米字线竖线的交点,再次在刻度尺中读数,两次读数之差即为塞尺在该位置的实际值,塞尺在该位置的显示值与实际值之差即为示值误差。其测量结果的不确定度主要来源于实际值的测量重复性0.92μm、测角目镜米字线与塞尺影像瞄准误差限±0.025μm、万工显刻度尺示值误差限±1.1μm、万工显刻度尺与塞尺温度差0.5℃及线膨胀系数差(1.4±2)×10-6℃-1、塞尺分辨力0.01mm、副尺工作端面直线度1.0μm、副尺工作端面稳定性1.0μm8项影响因素,其测量不确定度分量如表1所示。
备注:表中标准不确定度分量是由文中各参数根据相关公式计算得到。
2 采用立式测长仪测量
该方法是在立式测长仪的测量轴上安装一个专用测帽作为上测量面,该专用测帽可在Ф8mm或Ф12mm测帽的工作面上用502胶粘贴一块五等量块,为保证测量过程中稳定性,量块不易太厚,一般4~8mm即可。下测量面可利用V型块或者正弦规的工作面,将其放置在测长仪的工作台上或借助橡皮泥固定,然后调整上下测量面平行,并使上测量面中量块的侧面与V型块侧面保持共面。测量时根据校准位置使量块与V型块工作面之间形成标准间隙,然后用塞尺测量,测量值与标准间隙之差为该校准位置的示值误差。该方法中测量结果不确定度主要来源于塞尺分辨力0.01mm、测长仪刻度尺示值误差限±1.05μm、测长仪刻度尺与塞尺温度差0.5℃及线膨胀系数差(1.4±2)×10-6℃-1、量块测量面平面度0.25μm、V型块工作面平面度1.0μm、量块侧面与V型块侧面共面性2.0μm、主尺直边工作面平面度1.0μm、副尺工作端面直线度1.0μm 9项影响因素,其测量不确定度分量如表2所示。
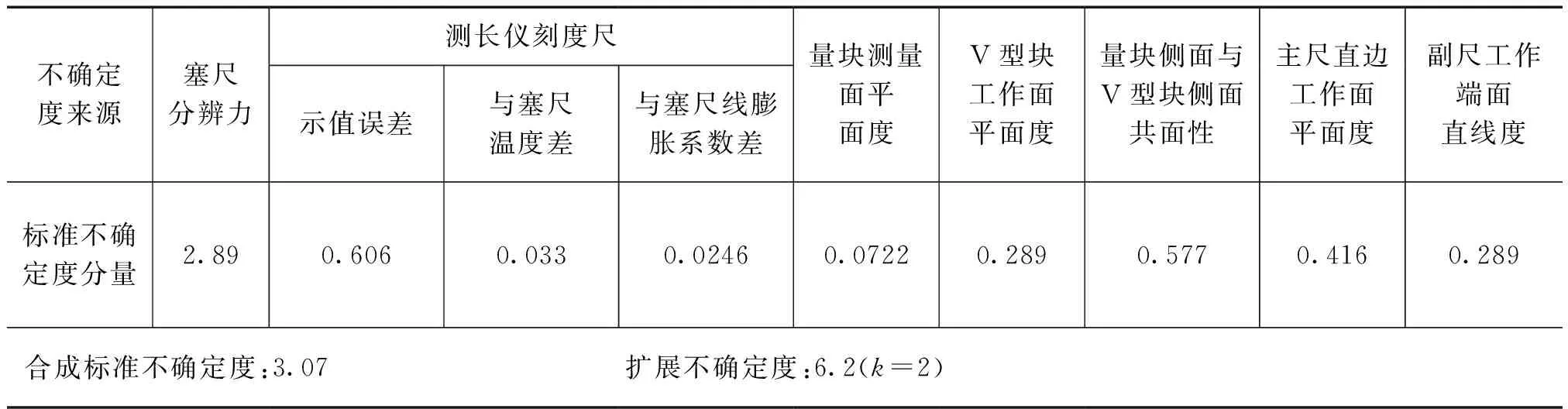
表2 立式测长仪测量不确定度分量 单位:μm
3 标准间隙组合法
该方法由测长仪内尺寸附件与五等量块组合构成标准间隙,然后用塞尺测量,测量值与五等量块实际值之差即为该校准位置的示值误差。该方法中测量结果的不确定度主要来源于塞尺分辨力0.01mm、五等量块测量不确定度U=0.55μm(k=2.7)、量块测量面平面度0.25μm、量块与塞尺温度差0.5℃及线膨胀系数差±2×10-6℃-1、组合附件两侧块工作面平面度1.0μm、标准间隙组合中两侧块侧面的共面性2.0μm、主尺直边工作面平面度1.0μm、副尺工作端面直线度1.0μm9项影响因素,其测量不确定度分量如表3所示。
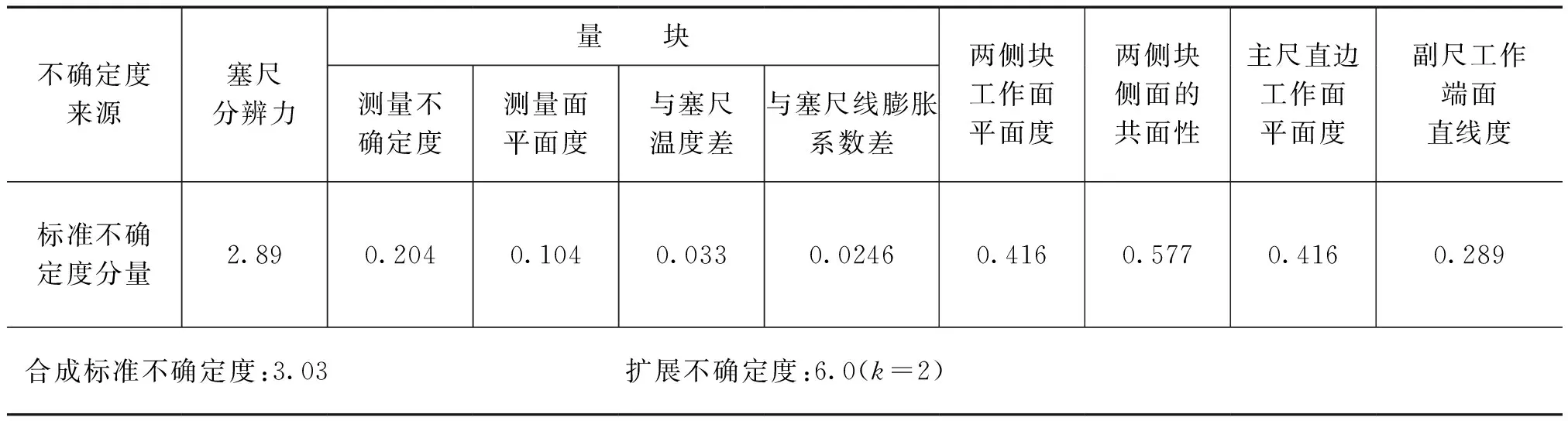
表3 标准间隙组合法测量不确定度分量 单位:μm
5 结束语
通过分析,采用上述3种方法校准数显楔形塞尺示值误差,测量结果的不确定度均小于最大允许误差绝对值0.03mm的1/3,能够满足量值溯源传递关系。但误差来源互不相同,其中采用万工显影像法测量,测量结果仅依据侧面的投影,塞尺工作面形位误差及配合误差等影响因素无法反映在测量结果中,由于使用状态与校准状态不一致,测量结果会存在较大误差。采用标准间隙组合法,虽然校准与实际工作状态一致,但对不同校准位置需多次组合标准间隙,并且测量中操作稳定性相对较差。采用立式测长仪测量法,虽然要制作专用测帽并在测量前对上下测量面进行调整,但这些工作并不复杂,并且实际测量状态与校准状态一致,测量装置操作稳定可靠,而且相对于其它2种方法效率较高,因此选用立式测长仪测量法,应是校准数显楔形塞尺示值误差综合性能较好的一种方法。
[1] JJG 56—2000工具显微镜检定规程. 北京:中国计量出版社,2000
[2] JJF 1189—2008测长仪校准规范. 北京:中国计量出版社,2008
[3] 田俊成,等. 直齿圆锥齿轮节锥角测量方法的研究.计量技术,2013(7)
10.3969/j.issn.1000-0771.2015.09.17
