化妆品生产CIP清洗监控系统设计
2015-06-07张相胜杨丹丹
张相胜,杨丹丹,汪 谦
(轻工过程先进控制教育部重点实验室,江南大学,江苏无锡 214122)
化妆品生产CIP清洗监控系统设计
张相胜,杨丹丹,汪 谦
(轻工过程先进控制教育部重点实验室,江南大学,江苏无锡 214122)
为了提高化妆品生产设备的清洗效率和质量,采用PLC、人机界面和上位机设计了一套监控系统。PLC与上位机的通讯使用OPC协议。为方便现场操作人员快速准确设置清洗参数,根据清洗工艺,并结合用户所需的配方功能,编写了配方脚本。应用表明,系统清洗效果良好,可减轻劳动强度,提高清洗效率。
CIP清洗; 监控系统; 配方管理; OPC协议
0 引言
化妆品生产线的主要设备包括真空均质乳化锅(简称乳化锅)、油相锅、水相锅、储料罐、灌装机等[1]。生产过程包括设备清洗、称重进料、物料蒸汽加热并均质乳化、真空脱气和冷却出料等环节。其中,清洗环节作为整个生产过程的第一步,影响产品的卫生水平[2]。
传统的人工清洗方式费时费力,为满足某化妆品企业的清洗要求,在CIP[3](Clean in place的缩写,指系统或较大型设备在原安装位置不作拆卸及移动下的清洁工作)装置基础上搭建了监控系统。下位机采用PLC和人机界面,上位机采用组态软件,PLC与上位机的通讯采用OPC(OLE for process control)协议[4]。结合具体的清洗工艺,实现了清洗参数的编辑与下载功能。
1 CIP清洗工艺介绍
图1为CIP清洗装置结构。该装置的主体设备为一台工作容积1 000 L、内壁抛光的不锈钢清洗罐,安装在待清洗设备附近。当某处工艺段的设备需要清洗时,操作人员把摇臂切换到相应的管道,清洗罐按设定程序对设备进行清洗。清洗罐配有液位、温度和流量变送器。隔膜泵可以在清洗过程中手动开启来添加化学清洗剂或消毒剂。被清洗的设备罐顶部配有3个高效喷淋球以提高清洗液的喷射压力,底部配有流量变送器用来检测出液流量。不同的设备具有不同的清洗管径,为了确保当清洗液在不同管路的流量及流经喷淋球的压力合适(一般要求流量大于45 m3/h,压力在3 bar(1 bar=100 kPa)),以保证清洗效果,采用变频器调节供给泵的转速,从而控制清洗液的流量和压力。
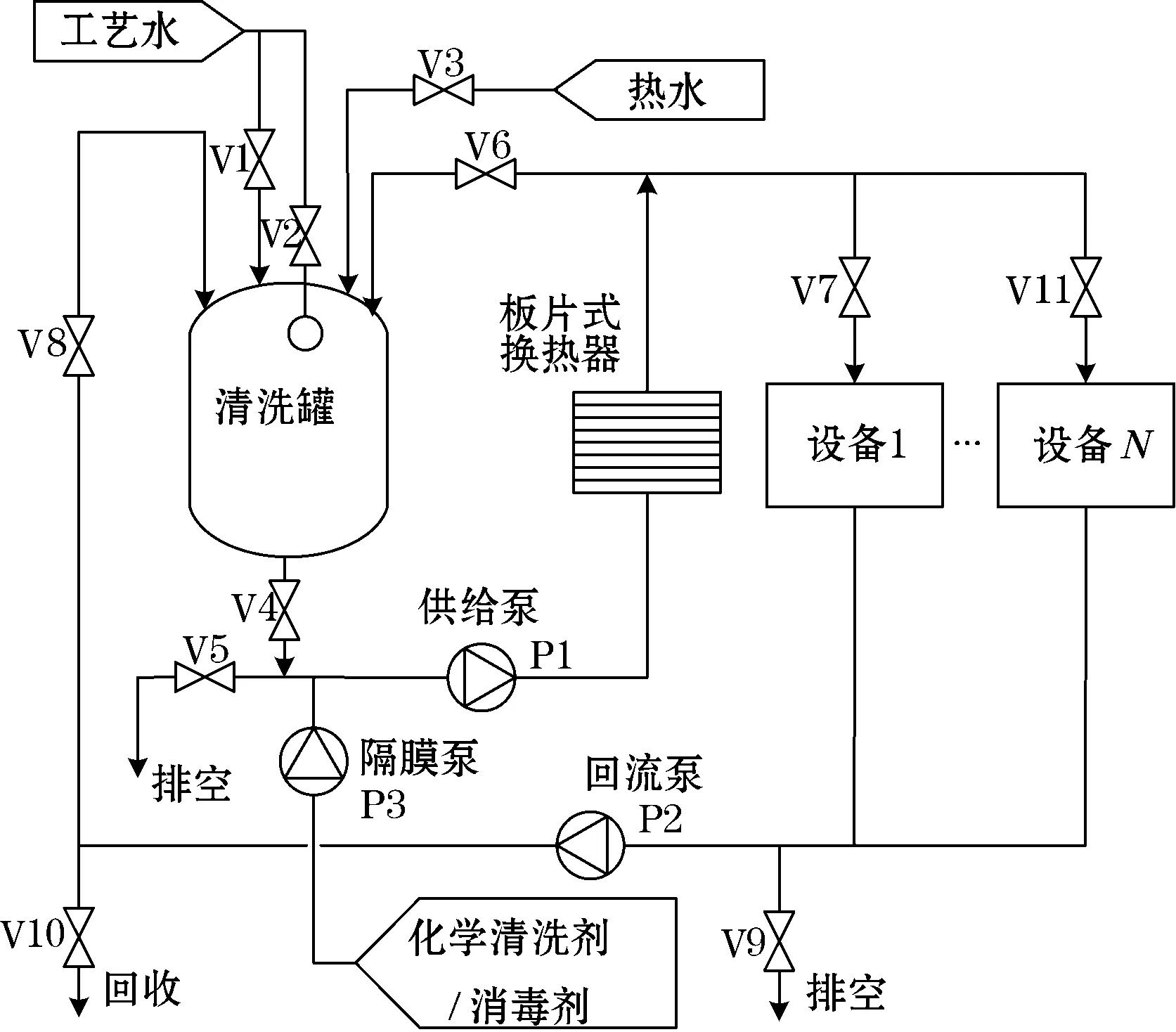
图1 CIP清洗装置结构
一个基本的清洗过程包括以下3步:
(1) 预清洗(以热水冲洗,清洗液流向为V4-P1-V7- V9);
(2)循环洗(以热水/化学清洗剂/消毒剂冲洗,清洗液循环方向为V4-P1-V7-P2-V8-V4);
(3)最终洗(以热水冲洗,清洗液流向为V4-P1-V7- P2-V10)。
以上每步均包括预热、喷淋和排空(或回收)3个小步,且清洗液加热的温度,清洗时间和清洗液流量等均可设置。以乳化锅清洗对象为例,全自动清洗流程如图2所示。其中,T1和T2为泵的延时保护时间,根据现场调试经验,T1设为5 ms,T2设为100 ms比较合适。

图2 CIP自动清洗流程图
在每一次清洗前均有清洗准备工作,如图3所示。
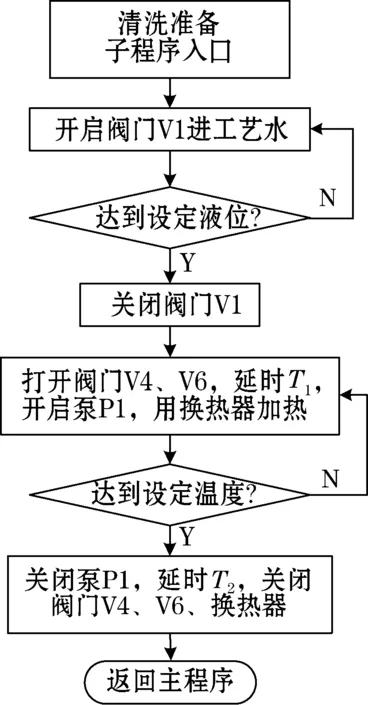
图3 清洗准备子程序
2 系统硬件设计
本清洗过程属典型的时间顺序控制,开关量控制较多,模拟量控制较少,因此采用PLC带中间继电器的控制方式。阀门采用带阀位开关的电磁阀或气动阀,可实现阀位状态的反馈。表1为系统的输入输出地址分配,总计18个输入,14个输出,为兼顾一定的裕量,选择具有24个输入24个输出的FX3U-48MR/ES-A PLC;系统的温度信号1路,模拟量信号3路,因此选择具有2个通道的FX2N-2AD-PT扩展模块采集1路温度信号,具有4个模拟量输入通道的FX2N-4AD扩展模块采集1路液位、2路流量信号;为了控制供给泵的转速,选择FR-F740-1.5K-CHT变频器。
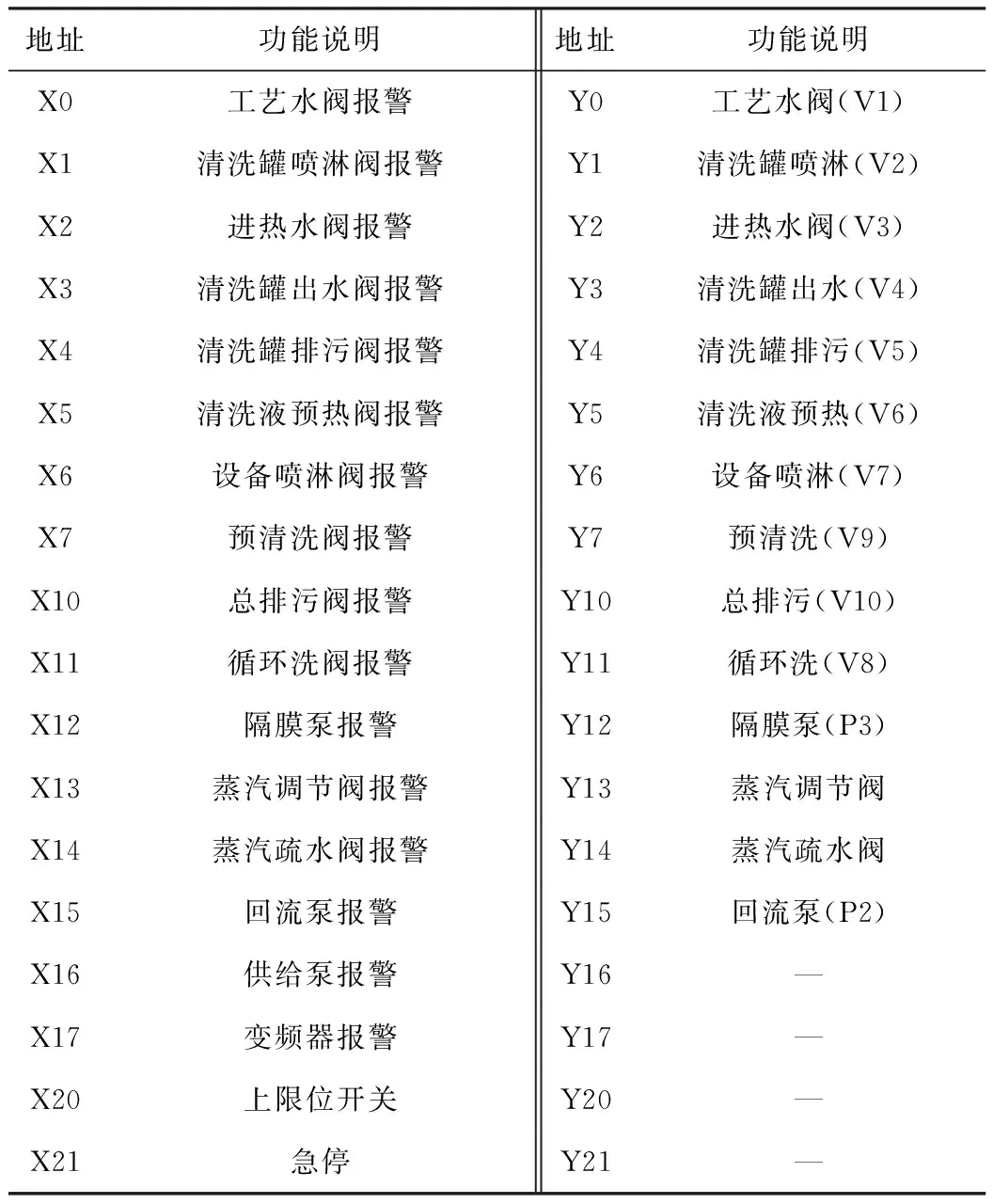
表1 输入输出分配表
化妆品生产线中不仅要实现对本套CIP清洗系统进行监控,还要对其他多套生产系统进行集中监控,对生产数据与清洗数据集中处理,实现整个车间的自动化。因此,设计了如图4所示的监控系统。

图4 控制系统结构框架
3 系统软件设计
系统的软件设计包括下位机软件设计和上位机软件设计。下位机软件主要实现清洗过程控制;上位机主要完成系统工作状态监控与数据管理。
3.1 下位机软件设计
下位机软件设计包括PLC程序的设计和人机界面的设计。
系统可实现手动控制、半自动控制和全自动控制3种模式。手动模式用于设备检修等情况,相关设备的启停可通过点击设备运行状态的按钮来控制;半自动模式是由现场操作人员手动输入清洗参数,并确认生产;全自动模式下,操作员可通过在现场控制面板输入配方编号调用存储于上位机工程文件夹中的配方文件,并将清洗特定设备所需的参数传输到PLC的相关寄存器中,下位控制系统根据相关参数实现自动生产。
为了实现安全生产,在控制程序的编写过程中设置了一系列的安全连锁,连锁功能在图2、图3有显示。
在自动清洗过程中,温度是一个关键的控制对象,合理控制温度能加速污物的溶解和脱离。采用PLC集成的PID控制指令[5],并结合温度采集模块FX2N-2AD-PT和PLC的数字量输出点实现对温度的自动控制。在保证控制精度达到0.1 ℃的同时,也节约了蒸汽的消耗量。
人机界面安装于生产车间,作为工人操控现场设备的接口,要具备直观、灵活、操作简单等特点。由CIP运行画面、参数设置画面、报警画面、趋势图画面、数据记录画面、用户信息画面等组成。具有清洗状态监视、清洗操作、参数设定、故障报警、工艺历史数据记录与查询、权限管理等功能。画面中的输入域按钮设置了输入范围,防止因误输入控制参数导致故障或事故发生。
3.2 上位机软件设计
系统主画面是所有画面的核心,主要是对清洗过程的模拟显示。根据现场设备的布局并参考清洗工艺设计了如图5所示的清洗过程界面。其中,清洗罐的液位和供给泵转速百分比、清洗液温度、工作模式、配方编号显示框通过与数据词典中的相应变量关联,显示实时数据。为了方便监视画面中各个泵和阀门的状态,以颜色和动画进行区分(蓝色代表启动,红色代表停止,闪烁代表故障)。系统菜单在图5的最下面一排列出,点击相应按钮即可进入相关操作界面。
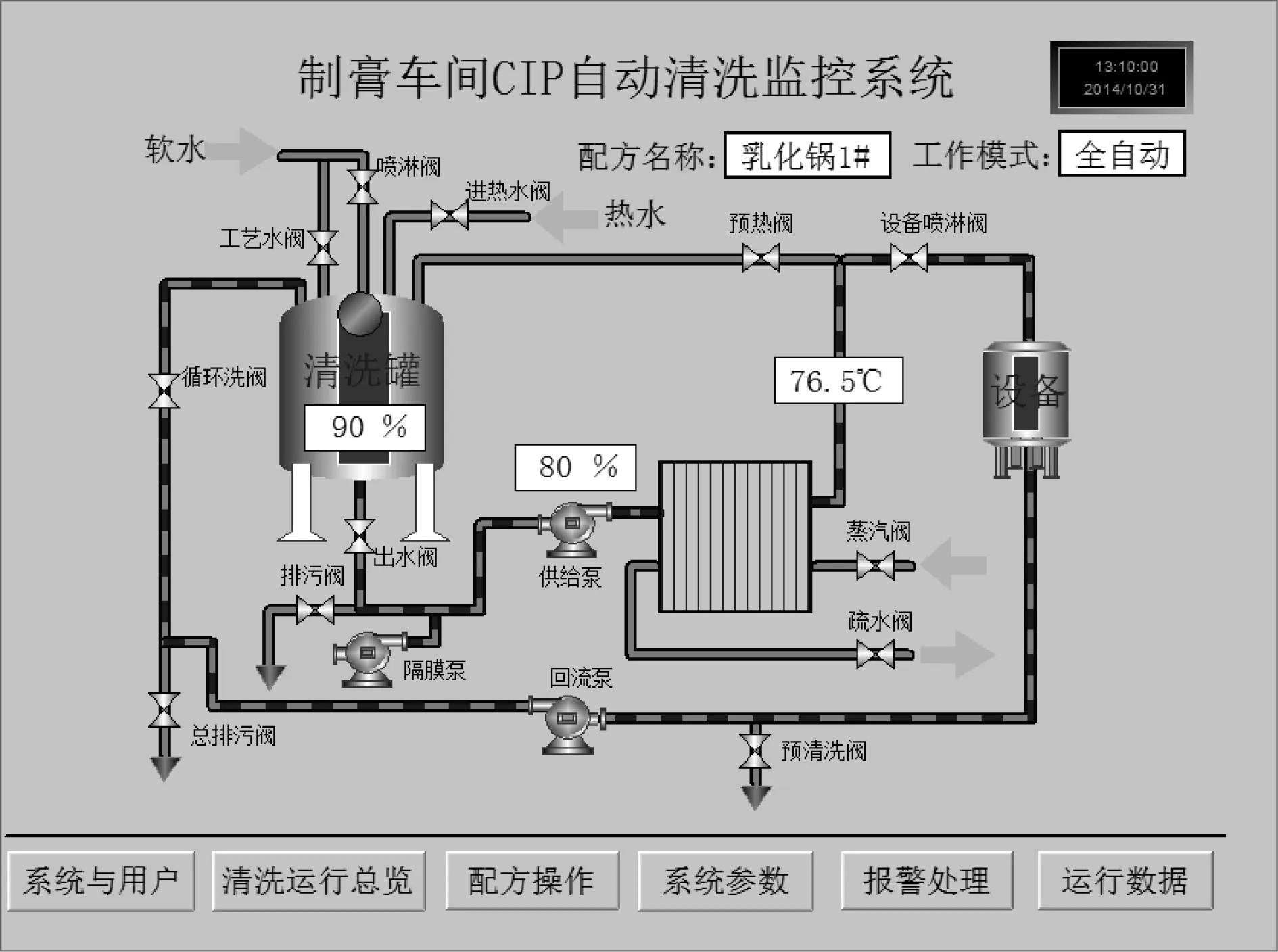
图5 CIP清洗系统运行主界面
3.3 上位机与下位机的通讯
在上位机与多台PLC的通信连接方式的选择上,现场总线或以太网通讯成本较高,故采用串行通信。但是串行通信下,PLC最多只能与16台PLC进行连接,对今后系统的扩充产生了限制,因此采用可扩展256台下位机的OPC通讯协议[6]。
MX OPC Server是OPC服务器软件,支持多种硬件连接方式,采用客户端/服务器模式[7]。在MX OPC Server中进行与PLC的连接设置:
(1)将PLC的CH2扩展出的RS-485端口与工控机的串口建立物理连接。
(2)配置通讯通道。在Address Space配置窗口中,新建一个设备,并进行参数设置。
(3)在设备下配置组对象。组对象用来包容标签项。
(4)在组对象下配置标签项。将各个标签项与定义在PLC中的过程变量的地址进行关联。
配置完成后点击运行按钮启动服务器。至此,OPC服务器与PLC的连接已建立。
在组态软件中进行与OPC服务器的连接设置:
(1)在工程浏览器的“设备设置向导”组态OPC设备。这一步实际上是把OPC服务器作为与组态王客户端通讯的设备;
(2)将数据词典中的变量与前面所定义的服务器的标签项进行连接;
进行正确连接设置后,在组态软件的信息窗口会显示如图6所示信息。

图6 组态王与PLC通过OPC协议通讯成功画面
4 配方功能的实现
在设备清洗过程中,每种被清洗的设备结构不一样,同类设备大小也不一样,所以清洗液要有不同的温度、流量;每道清洗步骤的时间、清洗液所需量也要根据设备和清洗要求而调整。为了方便现场操作人员快速准确设置参数,利用配方管理功能,可迅速将配方下载到PLC中,使系统按配方参数全自动清洗[8]。
4.1 配方模板
根据清洗工艺,在组态王数据词典中定义好相关配方参数地址后,设计如图7所示的配方模板并存储与工程文件夹内。一个配方模板内可最多创建256个配方,关联999个变量[9],可满足本工程对配方容量的要求。
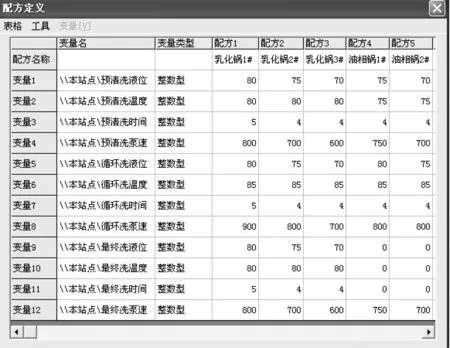
图7 配方模板文件
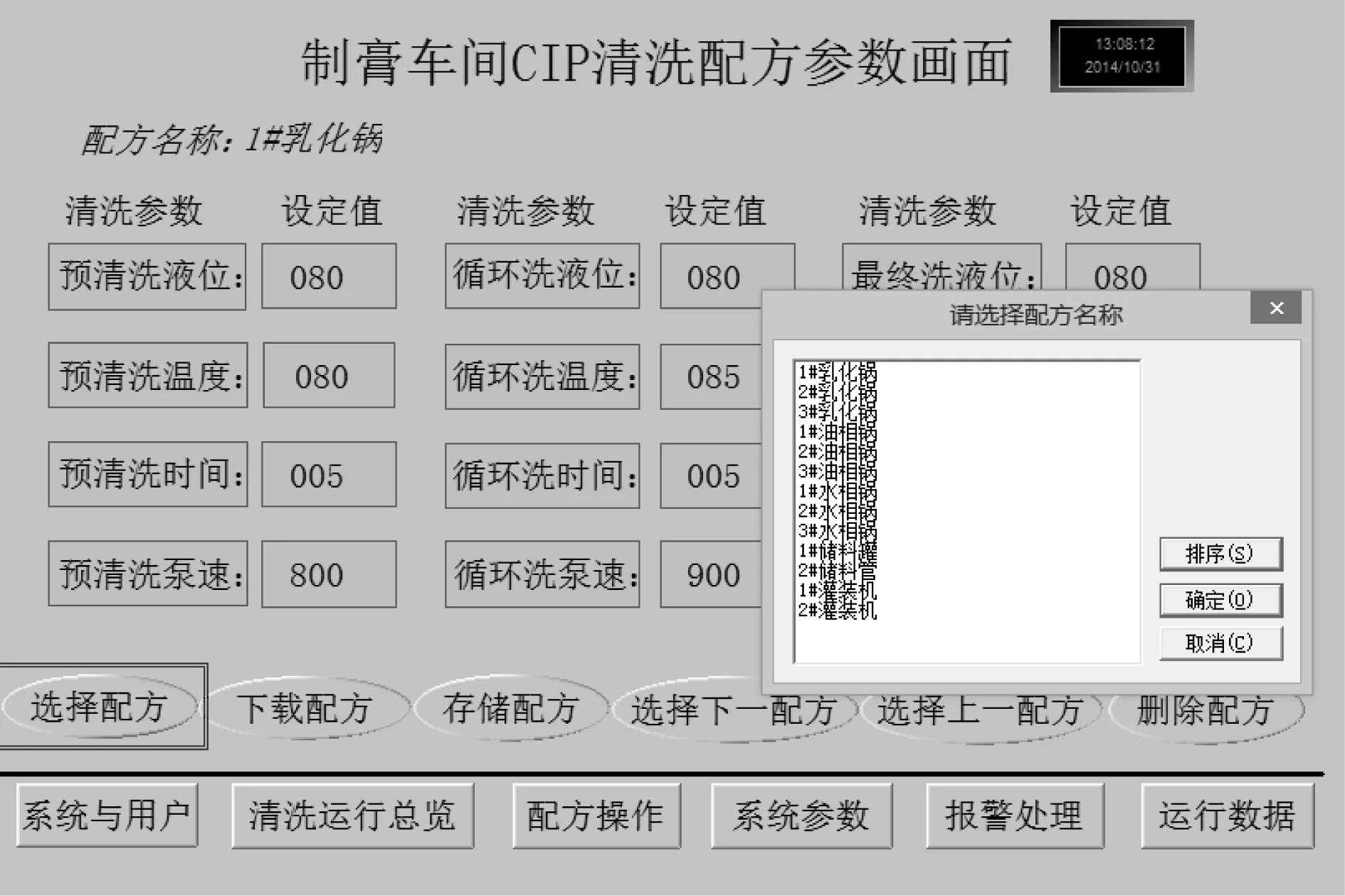
图8 CIP清洗配方画面
4.2 配方画面、配方脚本
采用组态软件自带的配方函数编写配方脚本,从而实现配方的选择、修改、创建、删除等操作。代码如下:
(1)选择配方。点击图8的“选择配方”按钮,弹出“请选择配方名称”对话框,选择所需清洗设备的配方名并确认即可。
string filename; %定义字符串形式的临时变量,作为配方文件路径
filename=InfoAppDir()+“清洗参数.csv”;%把工程路径作为InfoAppDir函数的返回值,与配方文件名称字符串进行连接后赋值到filename变量中
RecipeSelectRecipe( filename, 配方编号, “请选择配方” );%选择配方模板文件中某一配方的名称,配方编号为预先在数据词典中预先定义的字符串变量,用来关联配方模板中的不同配方名称
(2)添加并保存配方。当需要修改或增加配方,点击“配方名称”右侧的字符串可直接在线修改,并输入相应“参数设定值”。点击保存配方按钮弹出“保存配方画面”,确认即可。
ShowPicture(“保存配方”)%切换到保存配方画面
string filename;
filename =InfoAppDir()+“清洗参数.csv”;%配方文件保存路径
RecipeSave(filename, 配方编号);%将新配方或修改后的配方保存至配方模板文件中
ClosePicture(“保存配方”);%保存配方结束后关闭画面
(3)下载配方。点击“下载配方”按钮,可将画面显示的当前配方输入到相应变量中。
string filename;
filename =InfoAppDir()+“清洗参数.csv”;%配方文件保存路径
RecipeLoad(filename, 配方编号);%将指定配方保存至配方模板文件中的数据变量中
(4)删除配方。点击“删除配方”按钮,在弹出删除确认画面中点击确认即可删除当前配方。
ShowPicture(“删除当前配方”)%切换到删除配方画面
string filename;
filename =InfoAppDir()+“清洗参数.csv”;%配方文件保存路径
RecipeDelete(filename, 配方编号);%删除当前指定的配方
ClosePicture(“删除当前配方”);%确认删除配方关闭画面
(5)上一配方。点击“上一配方”按钮,可显示上一配方。
string filename;
filename =InfoAppDir()+“清洗参数.csv”;%配方文件保存路径
RecipeSelectPreviousRecipe(filename, 配方编号);%在配方模板中选择当前配方的前一个配方
(6)下一配方。点击“下一配方”按钮,可显示下一配方。
string filename;
filename =InfoAppDir()+“清洗参数.csv”;%配方文件保存路径
RecipeSelectNextRecipe(filename, 配方编号); %在配方模板中选择当前配方的下一个配方
5 结论
根据化妆品生产线设备对CIP清洗系统的要求,采用OPC协议建立了上位机与下位机的通讯机制[10],借助配方功能及下位机的自动检测与逻辑控制功能实现了全自动清洗监控系统。系统已应用于某化妆品企业的生产线上,效果显著。提高了生产线的自动化程度,降低了操作员的工作强度。清洗和消毒效果也有了改善,蒸汽和工艺水的消耗量比原先的方法有了显著的减少。
[1] 张相胜,李艳坡.台达PLC在乳化机控制系统中的应用.可编程控制器与工厂自动化,2012(6):49-51.
[2] 中华人民共和国卫生部.化妆品生产企业卫生规范(2007年版).日用化学品科学,2008(2):28-32.
[3] 丁彩梅.奶粉工厂CIP系统的工艺设计.中国乳品工业,2014,42(1):62-64.
[4] 唐磊,周伦,唐波,等.WinCC与自定义设备通信的研究与实现.仪表技术与传感器,2014(5):32-34.
[5] 初航,史进波.三菱FX系列PLC编程及应用.北京:电子工业出版社,2014.
[6] 高德欣,杨清,刘军,等.利用OPC接口实现SCADA系统与PLC之间的通讯.青岛科技大学学报(自然科学版),2006(1):66-69.
[7] Mitsubishi Electric. MX OPC Server 5.0 Help Documentation.[EB/OL].[2014-10-01]. http://www. doc88.com/p-978358991831.html.
[8] 臧小杰,邓继娜.基于组态软件的飞机气动附件自动测试系统.测控技术,2013,32(7) :110-113.
[9] 穆亚辉.组态王软件实用技术.郑州:黄河水利出版社, 2012.
[10] 闫静,袁佳毅,郭卉,等.基于LabVIEW和OPC技术的蒸发冷却内冷电机数据监测系统.仪表技术与传感器,2012(11) :37-39.
Design of CIP Supervisory Control System of Cosmetics Production
ZHANG Xiang-sheng, YANG Dan-dan, WANG Qian
(Key Laboratory of Advanced Process Control for Light Industry (Ministry of Education), Jiangnan University, Wuxi 214122,China)
In order to improve the cleaning efficiency and quality of cosmetics equipment, a set of supervisory control system using PLC, HMI and industrial personal computer was designed in this paper. In the field of communication, OPC and PLC communicated with OPC protocol. According to the cleaning process and the functions required by the user, making site operation staff quickly set cleaning parameters accurately,the formula script was written and the recipe screen was designed. Applications show that the system has a good cleaning effect, and can reduce the labor intensity to improve cleaning efficiency.
cleaning in place;supervisory control system; recipe management; OPC protocol
国家自然科学基金资助项目(61273131);江苏高校优势学科建设工程资助项目,江苏省普通高校研究生科研创新计划项目(SJLX_0522)
2014-11-03 收修改稿日期:2015-03-24
TP273
A
1002-1841(2015)08-0076-04
张相胜(1977—),讲师,在读博士研究生,研究方向为工业过程的优化、建模与控制。E-mail:zxs@jiangnan.edu.cn 杨丹丹(1989—),硕士研究生,研究方向为工业过程优化控制。
