纳米银浆在微系统集成技术方面的应用
2015-06-07崔西会
崔西会,孙 毅,陆 君
(1.中国电子科技集团公司第29研究所,四川成都 610036;2.二炮装备研究院第四研究所,北京 100085)
纳米银浆在微系统集成技术方面的应用
崔西会1,孙 毅1,陆 君2
(1.中国电子科技集团公司第29研究所,四川成都 610036;2.二炮装备研究院第四研究所,北京 100085)
在纳米材料发展趋势的基础上,重点介绍了纳米银浆的特点及在微系统集成领域的发展现状。同时,使用京瓷的纳米银浆进行了装配验证,试验结果表明纳米银浆可应用于三维集成领域,并解决复杂组件组装时的温度兼容性问题。
纳米银;低温;无压;微系统
0 引 言
纳米技术对现代科技的推动显示出了巨大的成效。在半导体制造领域内,纳米技术使得摩尔定律得以延续。HP实验室量子研究所负责人斯坦利指出,“纳米技术具有长期的潜力,即使把微电子、塑料和钢铁加在一起,纳米技术也能让它们相形见绌”。
在纳米技术领域,纳米CMOS器件、碳纳米管、纳米晶体LED、纳米草、纳米开关、纳米超导晶体管、纳米硅胶等纳米器件、纳米材料先后被日本、美国、欧盟等研究机构开发出来。基于纳米技术的各种产品逐渐在市场上亮相[1]。
随着纳米器件的出现,微电子封装逐渐走向纳电子封装。美国乔治亚封装研究中心的Tummala教授明确提出微系统封装已经从毫米级、微米级走到纳米级。随着微系统技术的发展,高互联密度的需求大大增加,新型纳米材料将在微系统集成领域发挥关键作用。这些纳米材料主要解决微型器件的馈电和射频互联,如图1所示的纳米铜[2-3]。
1 纳米银性能简介
微系统的性能、集成工艺、应用及发展等决定于构成微系统的各类材料,这类材料包括半导体材料、封装基板材料、绝缘材料、导体材料、键合连接材料、封装材料等。运用纳米科技对微系统产品所用的材料进行改进,无疑会改善微系统的性能。微系统集成技术的进步与微系统封装材料的发展是紧密相关的。

图1 通过电镀法得到的纳米结构的铜
材料科学实验证明,当材料颗粒达到纳米级时,其具有很高的表面活性和表面能,这使得纳米颗粒的熔点或者说烧结温度远低于块体材料。但其烧结后形成的材料具有和块体材料相似的熔点和性能。这就使其在微系统集成领域具有很广阔的应用前景。
因金属银具有很高的热导率、良好的导电性、抗腐蚀性及抗蠕变性能,且在服役过程中不存在固态老化现象。特别适合作为大功率产品的组装材料。使得在众多的纳米材料中,纳米银成为研究比较热门的封装材料。
纳米银的主要特性之一就是低温烧结,高温服役。其烧结温度可低至150℃,甚至室温,再次熔化温度理论上可达到960℃。这种特性对于复杂微系统产品集成具有明显优势,特别是在多级组装时,不再受温度梯度的影响。可以说对微系统产品的集成工艺发展具有跨时代的意义[4-6]。
2 纳米银在三维集成领域研究进展
从上个世纪80年代开始,纳米银已经被诸多学者及机构研究。在电子封装领域,纳米银的应用研究稍晚。
SEMIKRON公司采用纳米银烧结技术代替传统的Bongding技术制作出了IGBT模块,如图2、图3所示。使用纳米银浆烧结技术后,不但组件的散热问题,同时使组件的可装性和可靠性大幅度提高。
在电子封装领域,纳米银浆最先被应用在大功率封装领域。图4到图7所示为Guo-Quan Lu等人采用30~50 nm的纳米银浆在275℃无压状态下获得了良好的烧结接头。接头的致密度可达80%,剪
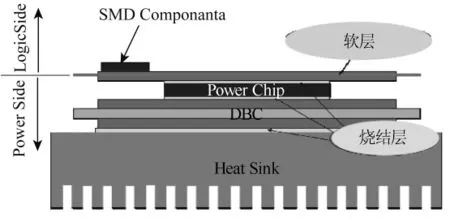
图2 纳米银浆在大功率产品中的应用形式
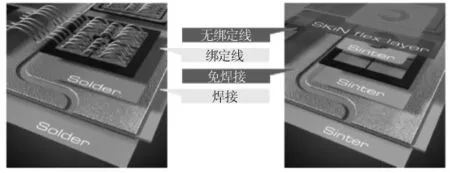
图3 纳米银浆和传统组装方式对比
切强度达到20 MPa。烧结层的热传导率是普通共晶焊料的5倍以上,这种由纳米Ag烧结层构成互连层的芯片基板互连技术是一种潜在的适合宽禁带半导体器件(SiC或GaN)的技术。此外接头还可承受300℃下,400 h的温度存储试验[4-5]。

图4 2mm×3mm硅功率MOSFET在DBC镀银面烧结
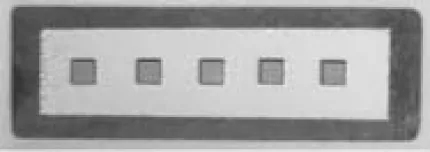
图5 2 mm×2 mm SiC器件在DBC镀金面烧结
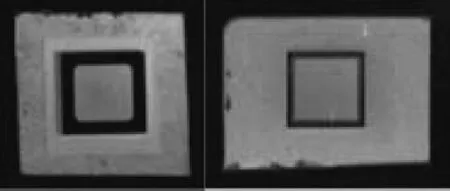
图6 4 mm×4 mm SiC器件在铜镀银面烧结
日本バソド化学公司2003年开发成功一种纳米银浆(粒径数10 nm),这种银浆适用于树脂系印刷电路板,可低温烧成并保持低的电阻率,作为印刷电路板的微细电路构成将获得实际应用。银的熔点为961℃,而这种银浆的熔点仅有100~150℃,可以用于各式各样的印刷电路板贴装[7]。
图7 2 mm×3 mm硅MOSFET在可阀合金上烧结
Bai John G等人将含30 nm纳米银粉的焊膏加热到280℃,其密度可以达到全密度的80%。该烧结的多孔银粉焊膏的热传导率240 W/(K·m),电导率约为3.8×105S/cm,弹性模量为约9 GPa,拉伸强度为43 MPa。这种材料的物理性能远远优于普通钎料合金材料的性能,更适合应用于高可靠性领域[8]。
DaisukeWakuda,Keun-Soo Kim等人通过化学方法制备出纳米银,其平均直径不到10 nm如图8所示。然后在其中加入少量烷基胺制备出纳米银浆。这种纳米银浆可在室温下烧结,烧结时间在30 min内,提高烧结温度可加速烧结过程并进一步降低接头的电阻率。23℃烧结接头的电阻率低至4.9×10-6Ωm,150℃烧结接头如图9所示)的电阻率可低至3.2×10-7Ωm。接头的剪切强度可达8 MPa。美中不足的是接头在烧结时需要大约1 MPa的压力。在一定程度上限制了其应用边界[9-11]。
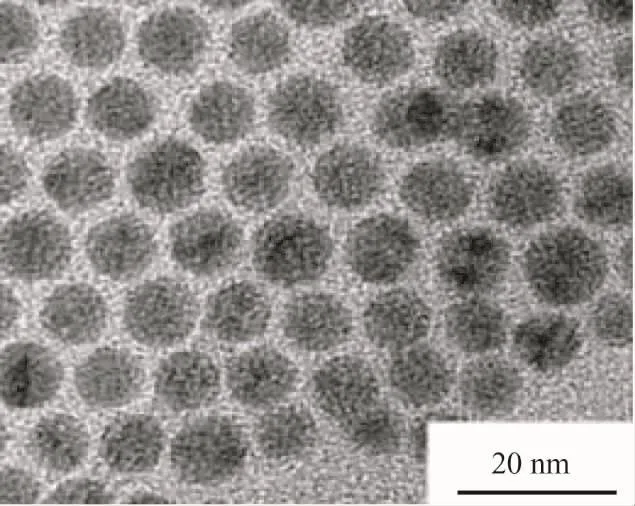
8 DaisukeW akuda等制备的纳米银颗粒TEM图像
张颖川等采用化学还原法制备的平均直径40 nm的纳米银在5 MPa、250℃下烧结5min后,其接头剪切强度可达56 MPa[11]。
王帅、计红军等人采用化学还原方法制备了平均直径10 nm的纳米银浆,如图10所示。这种纳米银浆在150~200℃之间保温20~30 min可达到很好的烧结效果。而且烧结过程中不需要外加压力,给应用带来了很大灵活性。经试验,其接头的剪切强度达到25 MPa,热导率值达到74 W/(m·K),性能相当优异[4]。
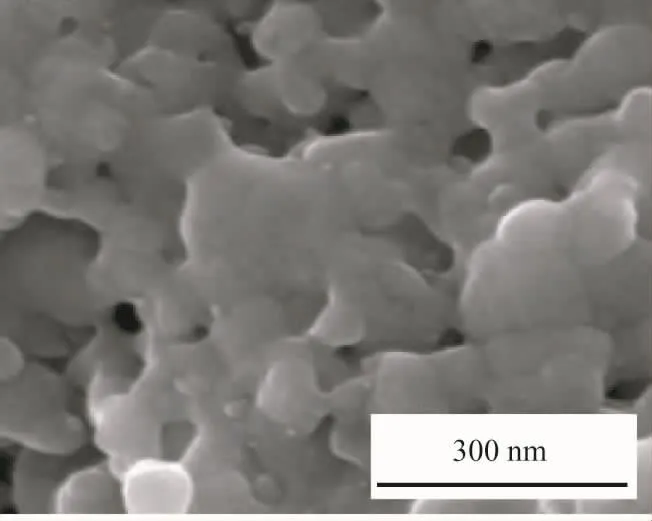
图9 150℃烧结接头TEM图像

图10 王帅等制备的纳米银颗粒透射电镜图像
懂春法等人制备出平均直径10 nm的纳米银导电浆料。这种导电浆料烧结后的表面形貌与纳米银的含量有关。当纳米银质量分数为30%时,在150℃ 就可以烧结得比较致密,并且具有良好的导电性[12]。
从国际和国内的研究情况来看,虽然取得了很大的发展,但是各个研究机构的材料在商业化中存在或多或少的问题,或是烧结温度过高、或是需要外加压力、或是技术成熟度不够,限制了这种材料的工程化。即便如此,国际顶级研究机构已有用于三维集成领域的商业化产品问世。
2011年HENKEL公司成功制备了无压烧结导电银浆。可实现高功率器件封装的批产。Ablestik SSP2000是第一款使用了汉高银烧结技术的材料,它是一种高可靠性的芯片粘接材料,非常适用于IGBT和高功率LED产品等功率模块的集成[13]。
此外,KYOCERA和HERAEUS也分别在2013年和2012年内研发出了商业级纳米银浆并进行推广。
3 在三维集成领域的应用验证
为了验证纳米银浆在三维集成领域的应用情况。选用日本京瓷的XT2773R5型纳米银浆进行试验。试验时,分4批,每批将5个大小为5 mm× 8 mm×0.3 mm的薄膜电路片烧结至热膨胀系数为11 ppm的高硅铝合金上,电路片和高硅铝合金待连接表面均采用镀金处理。烧结在200℃±5℃进行,烧结时间60min。图11所示为试验过程示意图。
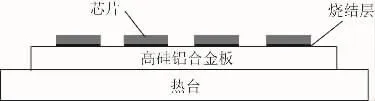
图11 试验过程示意图
在全部20片电路片烧结完成后,对其进行推力测试,均满足GJB548B—2005的要求。
为了验证纳米银浆的环境适应性,对其进行了-55~125℃循环100次的温度循环试验。试验后对其再次按照GJB548B—2005进行推力测试,仍然满足GJB548B—2005中关于对芯片剪切力测试的要求。这说明纳米银浆可以应用于三维集成组装领域,并解决三维集成中复杂组件组装的温度兼容性问题,对微系统技术的发展将起到至关重要的推动作用。
[1]翁寿松.纳米技术将推动IC产业继续前进[J].微纳电子技术,2006,(6):261-265.
[2]胡炎祥.纳电子封装[J].趋势与展望,2005,30(8):8-12.
[3]王阳元等.微纳电子学科/产业发展历史及规律[J].中国科学,2012,42(12):1485-1508.
[4]王帅,计红军等.用于电子封装的纳米银浆低温无压烧结连接的研究[J].电子工艺技术,2012,33(6):317-319.
[5]陈旭等.高温功率半导体器件连接的低温烧结技术[J].电子元件与材料,2006,25(8):4-6.
[6]GUO Q L.Low-Temperature Sintering of Nanoscale Silver Paste for Power Chip Attachment,2004:42-46.
[7]启明.纳米银糊膏[J].工业材料,2004,51.
[8]BAI JG,ZHANG Z Y,GALATA JN,et al.Low-temperature Sintered Nanoscale Silver as A Novel Semiconductor Device-metallized Substrate Interconnect Material[J].IEEE Trans Compon Packg Technol,2006,29,in pressed.(11):11.
[9]DAISEW.Room Temperature Sintering Mechanism of Ag Nanoparticle Paste[C].2nd Electronics Systemintegration Technology Conference,2008,909-914.
[10]DAISEW.Room Temperature Sintering of Ag Nanoparticle Paste[J].IEEE TRANSACTIONS ON COMPONENTS AND PACKAGING TECHNOLOGIES,2009,32(3):627-632.
[11]张颖川.纳米银与纳米铜混合焊膏用于电子封装低温烧结连接[J].焊接学报,2013,34(8):17-21.
[12]懂春法.纳米银及其导电浆料的制备与研究[J].电子元件与材料,2013,32(9):30-34.
[13]业界要闻.电子工业专用设备,2011,40(8):60.

崔西会(1980—),男,工学硕士,工程师,主要研究方向为微组装、封装及微系统集成;
E-mail:cuixihui@aliyun.com
孙毅(1987—),男,工程师,硕士,四川成都人,主要研究方向为微组装工艺方面的研究。
陆君(1980—),男,工程师,江苏省靖江市人,本科,主要研究方向为电子对抗、系统工程方面的研究。
Ag Nanoparticle Paste Applied to M icrosystem s Integrated Technology
CUIXi-hui1,SUN Yi1,LU Jun2
(1.The 29thResearch Institute of CETC,Chengdu 610036,China;2.The 4th Research Institute of Second Artillery Equipment Academy,Beijing 100085,China)
On the basis of developing trend of nano-structured materials,the characteristic of Ag nanoparticle paste and the status in quo ofmicrosystem integrated technology are introduced.Also,the assembling test is done by using KYOCERA's silver nanoparticle paste.The test result indicates that silver nanoparticle paste can apply to the 3D integration ofmicrosystems,and the problem of temperature compatibility is solved when the complex subassembly is assembled.
Ag nanoparticle;low temperature;pressureless;microsystem
TN405
:A
:1673-5692(2015)01-098-04
10.3969/j.issn.1673-5692.2015.01.017
2014-11-24
2015-01-27
