一种带柄异形棒材刀片柄部延伸面的计算及其加工
2015-05-30刘潘儒
刘潘儒

摘 要:着眼于实际中的一种带柄异形棒材刀片的制造,针对其柄部延伸面以往简单粗糙的加工方法(划线对刀柄打磨相结合),对刀片图纸进行了较为详细的分析和讨论,经过数学运算,提出了两个重要而简单的计算公式,结合特定的工装和机床,得出了该刀片柄部延伸面的详细的加工流程,使得实际加工简单易行。
关键词:异形刀片;交汇线;刃口;三维模型;工艺
中图分类号:TH162+.1文献标识码:A文章编号:2095-7394(2015)04-0001-04
0 引言
带柄异形刀片是一种剪切棒线材的小型刀片,在棒材厂轧钢车间生产线上,一般剪切小规格热轧带肋钢筋,一般设计刀片材质为4Cr5WMoVSi,硬度为HSD63~68,剪切断面Φ10~32mm,剪切温度≥700℃,轧件速度10~18m/s,适用于普通热轧钢筋成品倍尺剪切[1]。在刀片家族中,它的使用量虽不及圆刀片或矩形刀片多,但也不可或缺,在实际剪切时,首先由柄部圆弧导向,上下刀片刃口逐步相互靠近形成咬合,最终使得剪切顺利完成。相对于圆形或者矩形刀片其形状比较复杂,所以在实际的机械制造过程中,柄部延伸面的计算与加工就比较困难。柄部以往传统加工方法是划线对刀和打磨相结合,打磨量较大,实际也不很光整,而刀片柄根部理论上要求光滑平整,所以就需要科学的数据和方法。本文针对这类刀片的柄部延伸面,较为详细的分析了其刀片图纸,经过数学运算,提出了两个重要而简单的计算公式,结合特定的工装和机床,得出了该刀片柄部延伸面的详细的加工流程,使得实际加工简单易行。
1 异型刀片及其工艺的简介
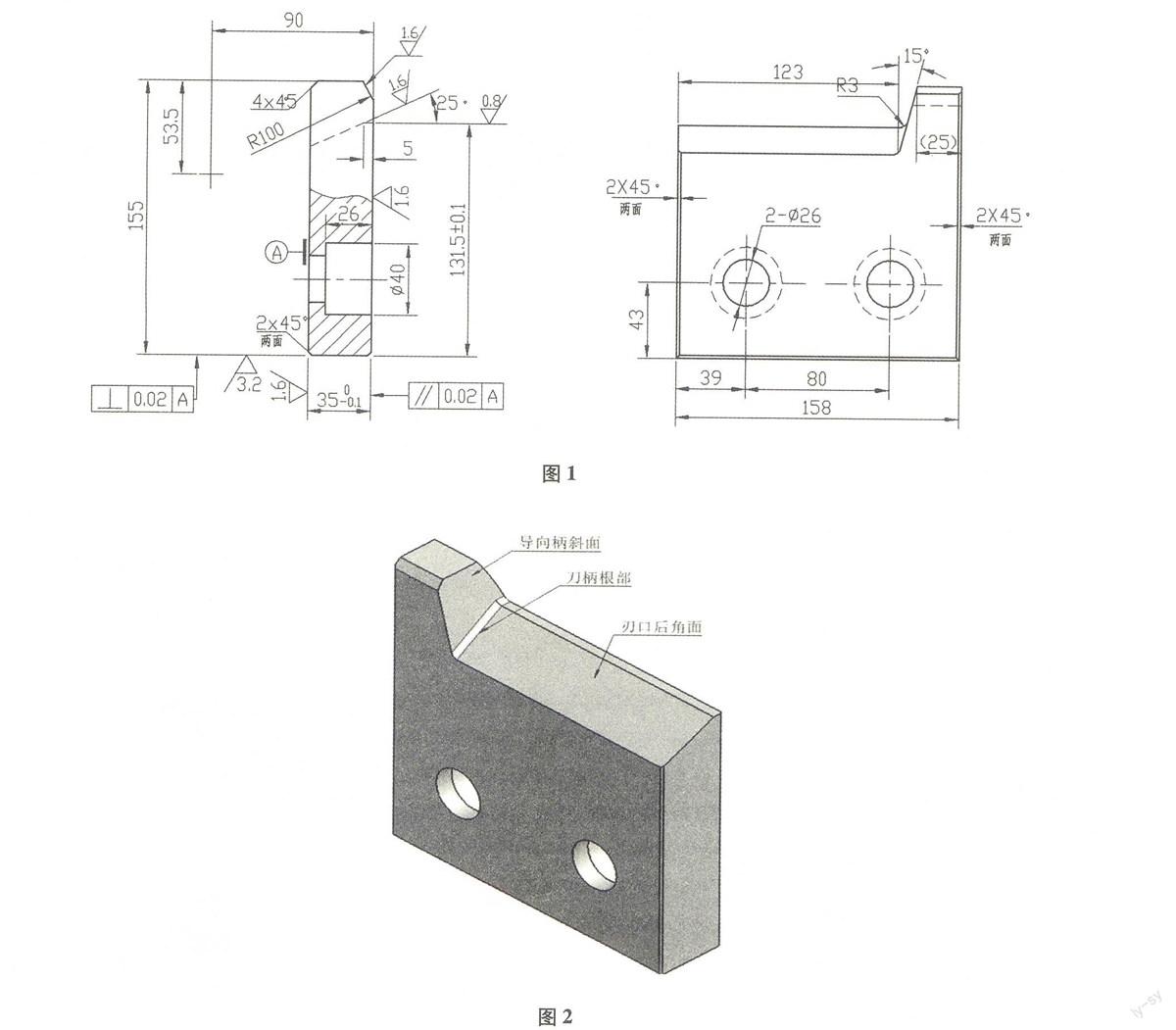
图1就是一种典型的带柄异形刀片,柄部导向为R100,其中刃口后角面与导向柄斜面相互延伸形成了复合交汇线即为刀柄根部,为了便于理解,我们也造出了它的三维模型,如图2。
图1
图2
那么形成交汇线的两斜面在实际中是如何计算与加工的呢?在现在三维造型软件盛行的时代,解决它的计算当然是不成问题的,但是实际操作中还是比较麻烦,每次角度稍有变化都要打开三维软件,然后再造型测量,是否有一二个公式可以直接计算呢?答案是:有。
具体要从刀片的加工工艺过程说起:1.铣六方;2.划线,钻孔;3.铣刃口面,铣柄部斜面(非延伸部);4.上工装,铣后角面(不及柄部根延伸部);5.上工装,摆一角度,铣后角面(柄根延伸部,后角面成),扳铣头铣柄根延伸部(刀柄斜面成);6.检验;7.淬火;8.磨,打磨,检验入库等。
其它过程都很简单,难点就是第5道工序,具体过程参看图3。首先需要一个斜度工装2,使得刃口后角面水平,然后刀片1连同工装2一起相对于工作台水平横向偏转一个角度x,以便端铣后角面(柄根延伸部),随后装夹不动,铣头3摆动一角度y,在铣床X53纵向侧铣出柄根延伸部。
江苏理工学院学报第21卷
2 加工中两个重要参数的计算
2.1 装刀工装水平偏转角度x的计算
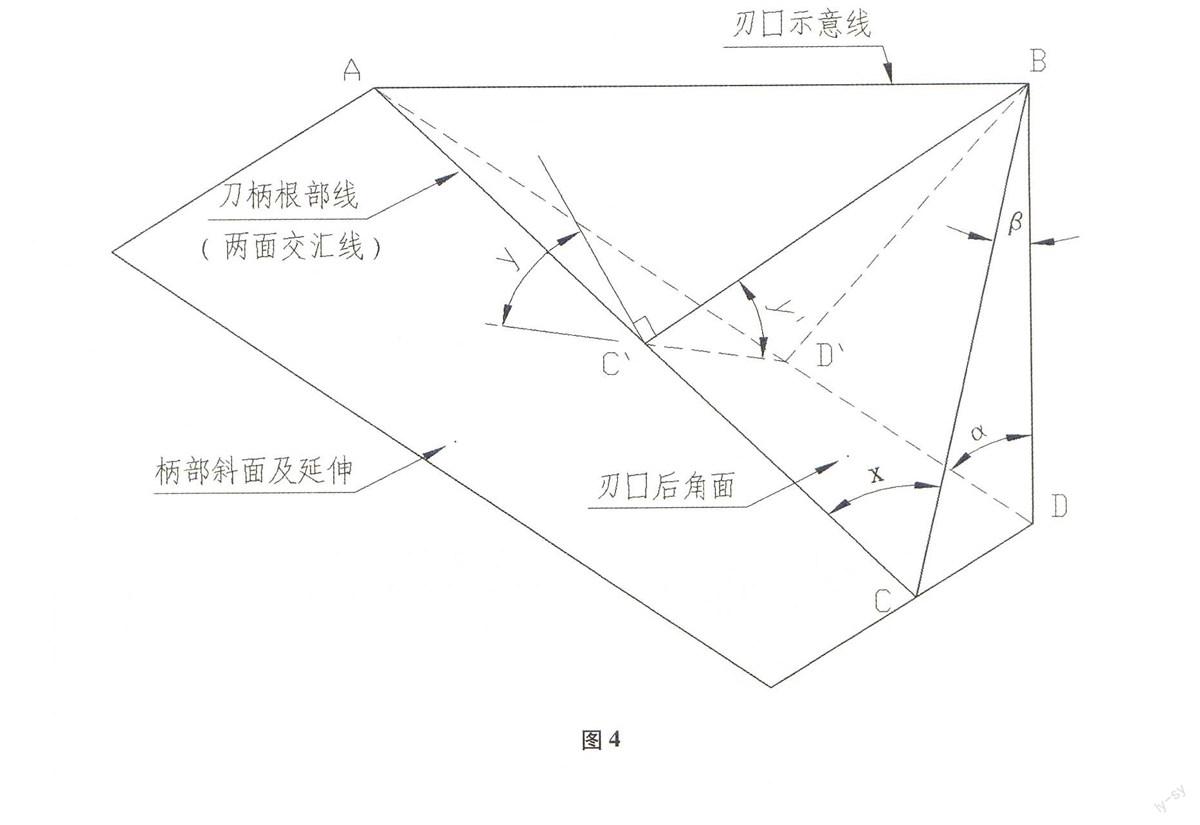
其实角度x就是,在后角平面上刀柄斜面和后角面的交线(如图1中R3根部斜线)与纵轴线的夹角。首先我们根据刀片柄根部形状构造一个四面体ABCD,如图4,面ABC为后角面,面ABD为刃口大平面,AB为交汇刃口线,则∠ADB为刀柄斜面角度(即如图1中15°位置),设为α,∠CBD,为两面夹角(即如图1中90°-25°的位置),设为β,则∠ACB即为要计算的角度x。根据解析几何[2],tanx=ABBC=tanα·BDBD/sinβ=tanα·sinβ,所以工装摆角x=arctan(tanα·sinβ)。
图1中,x=13.6°(α=15°,β=65°)。
2.2 铣头摆动角度y的计算
图4中角度y′是后角面与刀柄斜面内延伸面的夹角。显然y=180°-90°-y′,要求y需要先求出y′,同样在四面体ABCD内,设点B在面ACD上的投影点为点D′,因为面ABD与面ACD垂直,所以点D′就落在直线AD上,显然线BD′垂直于面ACD,也垂直于面内直线AC,所以过直线BD′作一平面垂直于直线AC,交点设为C′,显然∠BC′D′即为要计算的角度y′。根据解析几何[2],tany=ctany′=tan∠C′BD′=D′C′/BD′=sin∠C′AD′/tan(90°-α)=tanα·sin arctan(tanβ/cosα),所以铣头摆动角度y=artan{tanα·sinarctan(tanβ/cosα)},实例图1中,y=13.6°(α=15°,β=65°)。
图4
3 结语
本文着眼于实际中的一种带柄异形棒材刀片的制造,针对其柄部延伸面以往简单粗糙的加工方法,对刀片图纸进行了较为详细的分析和讨论,经过数学运算,提出了两个重要而简单的计算公式,结合特定的工装和机床,得出了该刀片柄部延伸面的详细的加工流程,使得实际加工简单易行。
在实际应用中,利用本文提出的公式,在计算器的帮助下,一分钟就可以得出x,y,方便快捷,简单而科学,使操作者思路清晰,同时,也降低了打磨工的工作量,产品的表面质量也得到了提高。
同时,对操作者还有两点需要提醒:一是在刀片工装装夹好,动刀之前,对首件可以用靠表检验柄部斜面(非延伸部)是否跳动(两个垂直方向检验),因为是一个面所以不应该跳动太大;二是因牵涉到接刀,所以后面一刀要细心点,不能有明显的台阶,而根部圆角一定要光滑过渡,以防止淬火应力集中而产生裂纹。
参考文献:
[1]刘宝生.小型棒材轧机飞剪剪刃结构改进与优化[J].山東冶金,2009,31(4):74-76.
[2]同济大学数学教研室.高等数学[M].北京:高等教育出版社,1996.
[3]候玉龙,周子媛.刀架取消斜垫板后刀片贴合曲面设计加工[J].机械研究与应用,2013,26(2):125-126.
[4]宋寅,姚斌,沈志煌,等.可转位刀片圆弧过渡刃曲面的成形理论[J].机械设计,2013,30(6):90-93.
[5]安媛,邢济收.基于PRP/ENGINEER的螺旋立铣刀刀体建模[J].北京信息科技大学学报:自然科学版,2012,27(1):95-98.
[6]李文飞,陈再良,赵亚平,等.电动四轮割草机刀片制动机构的设计研究[J].苏州大学学报:工学版,2012,32(2):52-55.
Computing and Processing of the Handle Portion Extending Surface for a Bar Blades with Special-shaped Handle
LIU Pan-ru
(Changzhou Baoling Heavy & Industrial Machinery Limited Company,Changzhou 213019,China)
Abstract:Focusing on the manufacturing for a bar blades with special-shaped handle in practice and aiming at the past simple rough methods——scribbling,setting blade and grinding,and machining handle portion extending surface of the blade——this paper analyses and discuses the blade plans,and based on the mathematical calculations,gives two important but simple calculation formula for the specific tooling and machine tool,obtains a detailed machining process for the handle portion extending surface of bar blade,making the machining method simple and easy in practice.
Key words:special-shaped blade;intersection line;cutting edge;three dimensional model;techniques
責任编辑 祁秀春