统计过程控制技术在半导体行业中的应用
2015-05-30段天敏
段天敏

摘 要:该文在简述统计过程控制(SPC)原理后,对半导体分立器件在生产过程中实施统计技术进行研究,在基于“计量值常规控制图的前提条件是要求被分析的数据满足IIND(独立同分布)条件”的观点上,探讨应用在半导体行业中的特殊SPC模块与应用在传统工艺中的SPC的区别,体现了特殊SPC模块在现代电子行业质量管理中的重要作用,通过特殊SPC模块在半导体分立器件关键工序“磷扩散工序”中的实际应用,对磷扩散工序进行工艺优化确保工序稳定受控,并使其工序能力指数CPK提高了38%,保证产品内部质量的同时,缩短了生产周期,提高生产线制造水平和产品的年供货能力,大大提升了产品的竞争力。
关键词:统计过程控制(SPC) IND条件 特殊SPC模块 嵌套控制图
中图分类号:F27 文献标识码:A 文章编号:1674-098X(2015)03(a)-0094-02
随着科学技术的飞速发展,经济全球化进一步加剧了国际市场竞争,质量已成为企业之间竞争的焦点。加入WTO以后,众多境外企业将大举进军中国市场,国内企业要在这种新的经济环境下生存,并寻求更大的发展,必须加强质量管理以提升企业国际竞争力,尤其是提升产品的质量水平。这些却离不开先进的质量控制技术和方法。战后日本经济能够取得举世瞩目的成就,一个重要的原因就是从西方引进生产技术的同时,还注重引进和吸收先进的质量控制技术和方法。人们意识到,保证质量的有效途径是在工艺过程中建立一种预防性方法,将质量建立在产品的内部,因此采用了以“事前预防”为特征的统计过程控制技术(SPC技术)。
1 SPC基本原理
在生产过程中,产品的加工尺寸的波动是不可避免的。它是由人、机器、材料、方法和环境等基本因素的波动影响所致。波动分为两种:正常波动和异常波动。正常波动是偶然性原因(不可避免因素)造成的。它对产品质量影响较小,在技术上难以消除,在经济上也不值得消除。异常波动是由系统原因(异常因素)造成的。它对产品质量影响很大,但能够采取措施避免和消除。SPC的作用就是定量地判断生产过程是否处于统计受控状态。其基本原理是:根据数据统计分析理论,对连续采集的多批工艺参数数据进行定量的统计分析,对工艺过程是否处于统计受控状态做出定量结论。
SPC控制图工作依据的数学原理如下。
1.1 中心极限定理与工艺参数的正态分布
根据中心极限定理,如果某一个质量特性是许多随机因素的综合,而没有显著的非正态因素,则该质量特性参数服从正态分布,因此实际生产中相当多的工艺参数都服从正态分布。
1.2 特征值的正态性
即使母体不是正态分布,其许多样本特征,如均值等近似为正态分布。
1.3 正态分布特征值的统计特性
SPC中涉及正态分布的多种特征值参数。如果母体服从均值为、标准偏差为的正态分布,~(、2),若抽取容量为n的子样,…,可得样本的均值、中位数、极差R和标准偏差s,根据数理统计理论,可得这些特征值与母体分布参数和之间的关系。
1.4 小概率原理
根据小概率事件在一般情况下不应出现的原理,在给定的假设情况下,如果出现了小概率事件,则认为该假设实际不成立。这是判断工艺过程是否处于统计受控状态的根据。
2 特殊SPC模块与常规控制图的区别
虽然常规控制图已成功应用了多年,但常规控制图在半导体行业的许多工序不适用,采用常规控制图只能适合那些被分析的数据满足IIND“正态、独立、同分布”条件,即要求数据完全相互独立,且服从同一正态分布。在半导体行业中,只有一部分工艺参数满足这种条件,还有相当一部分工艺参数数据不满足IIND条件,如仍然采用常规控制图进行控制可能会得出错误的结论,此时就要针对不同情况,选择不同于常规控制图的特殊SPC模块进行控制,确保产品处于受控之中。
3 特殊SPC模块在半导体行业的应用
3.1 有效实施SPC的主要步骤
(1)确定关键过程节点;(2)确定关键工艺参数数;(3)对测量仪器进行评价(重复性与再现性);(4)合理选用分析用控制图(分析受控);(5)计算工序能力指数(能力满足要求);(6)采用控制用控制图进行控制;(7)一段时间后,更新控制线。
3.2 选取磷扩散工序作为控制点
磷扩散工序作为半导体分立器件生产线上的关键工序之一,采用高掺杂技术以形成芯片的欧姆结,其结果直接影响产品的正向电压值,影响产品的成品率及可靠性,因此选其作为控制点。该工序控制参数为方块电阻,方块电阻的好坏对产品的质量有很重要的影响,所以该工序主要对方块电阻进行控制。
3.3 适合磷扩散工序的特殊SPC模块——嵌套控制图
(1)由于该工序尽管每片晶片上的方块电阻不可能完全相等,而是服从一定的分布(正态分布),每批中的数据是同时生成的,也就是如果某一晶片上的方块电阻偏大,则该批晶片上的方块电阻数据同时偏大,从总体上考虑,每批中的数据不完全独立,所以该工序应选择具有嵌套特点的特殊SPC模块控制。
(2)嵌套控制图控制线的计算公式。
根据数理统计的基本原理,无论每片晶片上方块电阻服从的分布[,]和每片晶片上方块电阻的均值服从的分布W(,)具体是什么形式,代表所有晶片上方块电阻的随机变量X的期望和方差分别为:E=D=+
如果和均服从正态分布,则也服从正态分布,即~N(,+),若从中抽取n个样本,计算其均值,则~N(,(+)/n)
如果分别从每个晶片上的n个位置测量方块电阻并计算其均值,由这些均值构成一组随机数,记代表这组随机数分布的随机变量为,则无论每片晶片上方块电阻服从的分布[,]和每片晶片上方块电阻的均值服从的分布W(,)具体是什么形式,的期望和方差分别为:==+/n
如果和均为正态分布,则也服从正态分布,即
~N(,+/n)
如果反复从某个晶片上测量n个位置的方块电阻,计算其均值,并由这些均值构成一组随机数。为了强调这组随机数的构成特点,将代表这组随机分布的随机变量记为。因为的方差为,由数理统计的基本理论可知,的方差为:=/n
以每片晶片上的n个方块电阻测量值为一组数据绘制均值控制图来进行的,根据上述数学模型分析,该均值服从~(,+/n)的分布,因此,根据控制线的计算方法,均值控制图的控制线应该为±3,其中σw为组间均值的标准偏差,σR为标准偏差。极差控制图中心线CL=,UCL=Bu,LCL=BL,其中Bu、BL是与每组参数个数n有关的常数,通过系数表可查。
3.4 磷扩散工序嵌套控制图运行效果
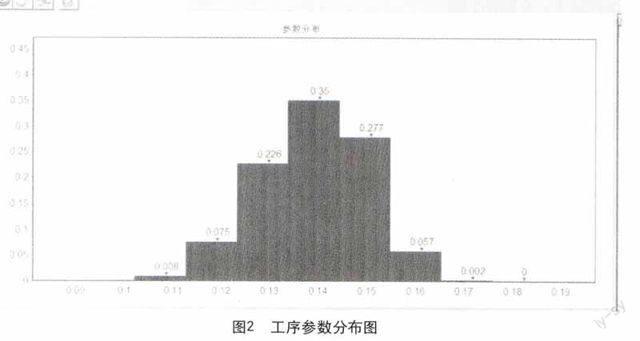
在对测量方块电阻的四探针测试仪进行仪器评价合格后,每批(同一舟)抽前、中、后各一片,同一片采集5个点共15个点测方块电阻进行控制,共20批数据,根据以上公司算出嵌套均值控制图的控制线:UCL=0.16512,CL=0.13859,LCL=0.11206,嵌套标准偏差控制图的控制线:UCL=0.00649,CL=0.00253,LCL=0,20批数据经过分析出现失控现象,具体表现为:该工序在20个批次产品SPC运行过程中,有8个批次产品在磷扩散工序的出现了参数不受控,从第6到第13连续8个点位于中心线上侧,我们对出现异常的这几个批次从人、机、料、法、环进行了分析,发现出现不受控是由于涂源涂不均匀造成的,我们通过工艺摸索对涂源工艺进行了改进,减小了工艺的波动性,使工艺稳定受控,方块电阻均匀性得到了提高,磷扩散出现的方块电阻参数不受控情况得到了解决,我们后续采集的30批数据,经计算嵌套均值控制图的控制线:UCL=0.15782,中心线CL=0.13653,LCL=0.11525,嵌套标准偏差控制图的控制线:UCL=0.00675,CL=0.00263,LCL=0,30批数据受控图见图1,参数分布图见图2。
由图1可以看出磷扩散工序嵌套均值控制图和嵌套标准偏差控制图均处于受控状态中,表明磷扩散工序稳定受控,无异常波动。然后对代表品种“0.14±0.04”的代表产品进行参数分布分析(见图2),30批数据均值为0.139,标准偏差:0.0105,工序能力指数(Cpk):1.235,由图2可以看出,数据均值与参数规范中心值很接近,偏离较小。通过SPC的实施,磷扩散工序取得了良好的改进效果,工序能力指数从以前的0.894提高到现在的1.235,提高了38%,且缩短了产品生产周期,年供货能力也得到了提高。
4 结语
SPC技术的核心是保证产品的内在质量和可靠性,应用SPC技术是把数理统计方法应用于企业制造过程中的一种技术,是在工艺过程中建立的一种实用的、直观的预防性控制方法,保证工艺过程始终处于统计受控状态,代替了一部分筛选和可靠性试验,是质量管理中一个很重要的组成部分,将质量建立在产品的内部,特别受到对可靠性有更高要求的半导体行业的重视,特殊SPC模块使用的前提条件是被分析的数据不满足“正态、独立、同分布”条件,特别适合用于半导体行业的许多工序中。
参考文献
[1] 贾新章,李京苑.统计过程控制与评价-CPK、SPC、PPM技术[M].北京:电子工业出版社,2004.
[2] 中华人民共和国国家军用标准.GJB3014-97电子元器件统计过程控制体系[S].1997.
[3] 史保华,贾新章,张德胜.微电子器件可靠性[M].西安:西安电子科技大学出版社,1999.
[4] 黄玲,赵文平,游海龙.电子元器件制造过程中非正态工艺参数的统计过程控制技术[J].电子质量,2010(1):38-40.
[5] 吴聪.统计过程控制方法及应用研究[D].济南:山东大学,2012.