水冷离心球墨铸铁管裂纹产生原因及预防措施的研究
2015-05-30张卫刚
张卫刚
摘要:裂纹是水冷离心球墨铸铁管生产中经常发生的质量问题,导致其产生的原因主要是冷却速度不均匀、机械阻碍、铸造组织不均匀、流槽位置不合理及高脆性断裂等。一旦水冷离心球墨铸铁管产生裂纹,不仅会影响其使用寿命及内在质量,而且会增加企业的生产成本,这对于激烈市场竞争下球墨铸铁管生产企业提高核心竞争力是非常不利的,故本文将对此展开深入探讨。
关键词:水冷金属型;离心球墨铸铁管;裂纹产生原因;预防措施
1.离心球墨铸铁管的离心铸造方法
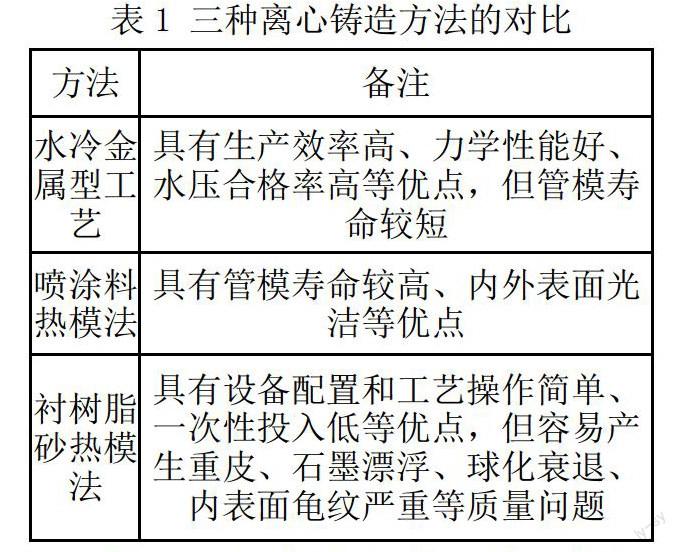
离心球墨铸铁管被广泛地应用于大型给水工程的输水管和配水管、输送冷却用海水或用于路循环管路系统、输送污水、城市煤气和天然气输送管道等多种途径。目前国内外常用的离心球墨铸铁管的离心铸造方法,主要有如下三类(见表1):
表1 三种离心铸造方法的对比
方法 备注
水冷金属型工艺 具有生产效率高、力学性能好、水压合格率高等优点,但管模寿命较短
喷涂料热模法 具有管模寿命较高、内外表面光洁等优点
衬树脂砂热模法 具有设备配置和工艺操作简单、一次性投入低等优点,但容易产生重皮、石墨漂浮、球化衰退、内表面龟纹严重等质量问题
第一,水冷金属型工艺(即De Lavaud法)。水冷金属型工艺的生产过程为:准备浇注→浇注→浇注完毕,拔管钳伸入型内→铸型向右移动,拔出铁管后铸型复位,准备下一根管子的浇铸。作为目前世界应用最为广泛的离心铸造方法,水冷金属型工艺非常适合用于大批量生产中小管径的离心球磨铸铁管(DN80~1000mm)。
第二,喷涂料热模法(即Wheat-Spray法)。喷涂料热模法是将管模加热到180~250℃,在管模内壁涂上一层隔热性能较好的涂料,此方法非常适合用于管模制造困难且费用高的DN1200~2600mm大口径铸管。
第三,衬树脂砂热模法。衬树脂砂热模法是将管模加热到160~220℃,在管模内壁衬上一层覆膜树脂砂。作为三种方法中铸管冷却速度最慢的一种,衬树脂砂热模法容易产生重皮、石墨漂浮、球化衰退、内表面龟纹严重等质量问题。
2.水冷离心球墨铸铁管裂纹的产生原因
2.1铸造组织不均匀。管模在冷却条件下不均匀或者是铁液中存在微观成分、浓度偏析(主要是由晶内偏析引起)而造成局部组织中碳化物量或珠光体量与周围组织存在着较大的差异,从而导致冷却凝固过程中应力集中而产生裂纹。
2.2冷却速度不均匀。在浇注水冷离心球墨铸铁管的过程中,流槽因震动会溅出少量的铁液,在浇注前这部分溅出的铁液会离心旋转成环状。随后当正常浇注的铁液覆盖在环状铁液上时,会导致正常浇注的铁液局部传热条件降低,从而出现周围铁液已经完全凝固而该处铁液还处于固液两相区的状态,最终导致水冷离心球墨铸铁管裂纹的产生。在水冷离心球墨铸铁管的生产中,当管模自身严重龟裂且拔管困难时,如果向球铁管中打水将促使球铁管的快速冷却,但是此种操作会导致球铁管冷却速度的不均匀,从而形成裂纹管。
2.3流槽的位置不合理。流槽在管模中的位置适合合理,直接影响着水冷离心球墨铸铁管裂纹的产生。当流槽位置不合理时,落入管模的铁液处于不稳定状态,极易分流分散,造成过早凝固而产生裂纹。
2.4机械阻碍。当承口部位的铁液流入管模和砂芯的间隙中形成飞刺或毛边时,水冷离心球墨铸铁管的收缩将会受到阻碍,在铸管内产生的应力会引起圆周裂纹或断裂。在生产实践中,当管模龟裂严重或芯架压力太小时,如果铁水落点不好,那么很容易发生铸管断裂。
2.5高脆性断裂。如果过早或过量加入随流孕育剂,硅含量增加,会导致铁素体晶格的扭曲,降低水冷离心球墨铸铁管的冲击韧度值,从而导致裂纹的产生。
3.水冷离心球墨铸铁管裂纹的预防措施
第一,减少铁液在高温的停留时间,调整好离心机机头的冷却水布局。在铁液长时间高温时,要尽量为铁液的凝固提供足够的外来核心(如加强孕育),并且尽量减少铁液在高温中的停留时间;调整好离心机机头的冷却水布局,确保流槽涂料厚度的均匀,从而保证化学成分和铸造组织的均匀。
第二,采用合适的碳当量。根据管径的大小来选择合适的碳当量,避免因碳当量过高,从铁液中析出初生石墨球数量过高而引起凝固前体积膨胀量过大,从而减少裂纹的产生。
第三,合理确定流槽位置。一般在生产实践中,要求流槽的出口与离心机的轴线大约呈17°的夹角,同时根据水冷离心球墨铸铁管的直径来确定流槽出口距离心机轴线的高度。
第四,加强管模的维护和保养,避免管模出现龟裂裂纹。①内孔修磨后,表面粗糙度应为Ra3.2~6.3μm,表面应无氧化皮及其它杂质和缺陷,园弧处过渡要平滑;避免倒锥、锣(腰)鼓、和局部凹陷等不平整现象;从而预防拔管困难或断管及棱角应力过集中导致铸管模开裂。②管模内壁打点要均匀,通常要求点间距小于0.5-0.7mm,深度0.2-0.3mm,点直径为1.5-2.2mm,从而消除热疲劳应力、增加铸管模内表面强度,消除预防细微裂纹延伸,便于管模粉均匀吸附和增加铁水与铸管模内表面的摩擦力。③同一种规格的管模在保证其机械性能使用的条件下,设计时应尽可能减少壁厚,而且整体壁厚要均匀,圆弧过度要尽量平缓,降低尺寸突变落差,以便减少应力集中点防止局部早期热裂。
4.小结
本文对生产中水冷离心球墨铸铁管裂纹的缺陷进行了分析,在掌握水冷离心球墨铸铁管裂纹产生原因的基础上,针对性从减少铁液在高温的停留时间、调整好离心机机头的冷却水布局,采用合适的碳当量,合理确定流槽位置,加强管模的维护和保养等几个方面,提出预防水冷离心球墨铸铁管裂纹产生的对策。
