液压挖掘机配重新型工艺方案简述
2015-05-30杨彦明
摘 要:液压挖掘机结构型配重以其经济、环保等特性正逐渐取代整体铸造配重。结构型配重是指通过一定工艺手段成型壳体,在壳体内腔浇灌特定比例混合物,并且在工艺方案实施时加强过程管理控制,利用新型工艺方案加工而成配重。
关键词:结构型配重;浇灌;过程管理
0 引言
配重是液压挖掘机重件之一,随着社会进步,工业发展,越来越多公司对其制造提出了新的要求。现阶段液压挖掘机整体铸造配重已经不符合经济、环保等生产要素。伴随企业对生产成本的控制,结合国家对企业环保的要求,很多厂家已经采用结构型配重,降低成本。所谓结构型配重是指利用板材通过模具成型、焊接等手段成型配重壳体,在壳体内腔灌装混凝土、生产废钢等达到设计要求,从而合理利用废弃资源,降低能源消耗,控制生产成本,达到高效、经济、环保等生产要求。
配重外观因参与整机造型,故必须模具成型。铸造型配重存在以下几方面缺点:①铸造工艺繁琐,耗时较长。铸造时熔炼废弃钢材能源消耗较大,并且工艺方案对于铸造时产生的热量控制困难,冷却后精度亦不容易保证。②环保、经济性差。③设计改进对工艺方案影响巨大。
该优化方案利用模具成型外壳,通过焊接筋板加强刚度,然后添加背板,以形成相对封闭的仓。通过该思路,可以减少能源消耗,最大限度地降低设计变更带来的影响。由传统的热铸加工改为新型工艺(模具成型、焊接)加工。
1 结构型配重内腔浇灌工艺方案简述
1.1 浇灌总要求以液压挖掘机9.2吨重配重为例,根据设计,壳体内腔体积约为1.5m3,配重壳体成型总重0.65T。经理论计算,综合比重5.7T/m3。以常规生铁为例,其比重约为7-7.8T/m3,水泥比重3.6-4.2T/m3。参考发现,因其综合比重较大,故灌装技术方案难度较大,需要进行部分实验及详细理论计算核实最终浇灌工艺方案。
1.2 实测结构性型配重壳体内腔体积。因添加筋板等工艺手段,为保证强度与质量,壳体体积与理论计算值存在误差。所以有必要以排水法实测壳体。具体操作如下:垫高壳体,用木楔堵住底部八个排水孔,记录水表读数,然后通过塑料软管接通水表与壳体,进行灌水,待水灌满至壳体上部浇灌口读取水表读数,计算内腔体积。
1.3 确定浇灌混合物最终配比。考虑此次填充料重量与体积参数,决定采用钢丸(直径3mm)、水泥、及生铁块(体积要求≤0.001m3)进行浇灌。利用实验数据计算,浇灌混合物综合比重取5.7T/m3,最终配比方案如下(用W代替重量):
W水:W水泥=1:2
W水泥混合物:W钢丸=1:3
根据上述实验数据,可以计算得到钢丸与水、水泥最终混合物(后面均以“特定混合物”代替)综合比重约为4.22-4.4T/m3,此处计算以最小值4.2 T/m3计算,生铁块比重取值7.5 T/m3计算:假设V1为特定混合物体积,V2为生铁块体积,则列方程式如下所示:
4.2V1+7.5V2=8.55
V1+V2=1.5
计算得到:V1=0.82m3;V2=0.68m3
则特定混合物重量为3.444T,生铁块重量为5.106T。以实验配比计算需要钢丸重量2.583T,水泥574kg(取50kg/包,即12包 )。
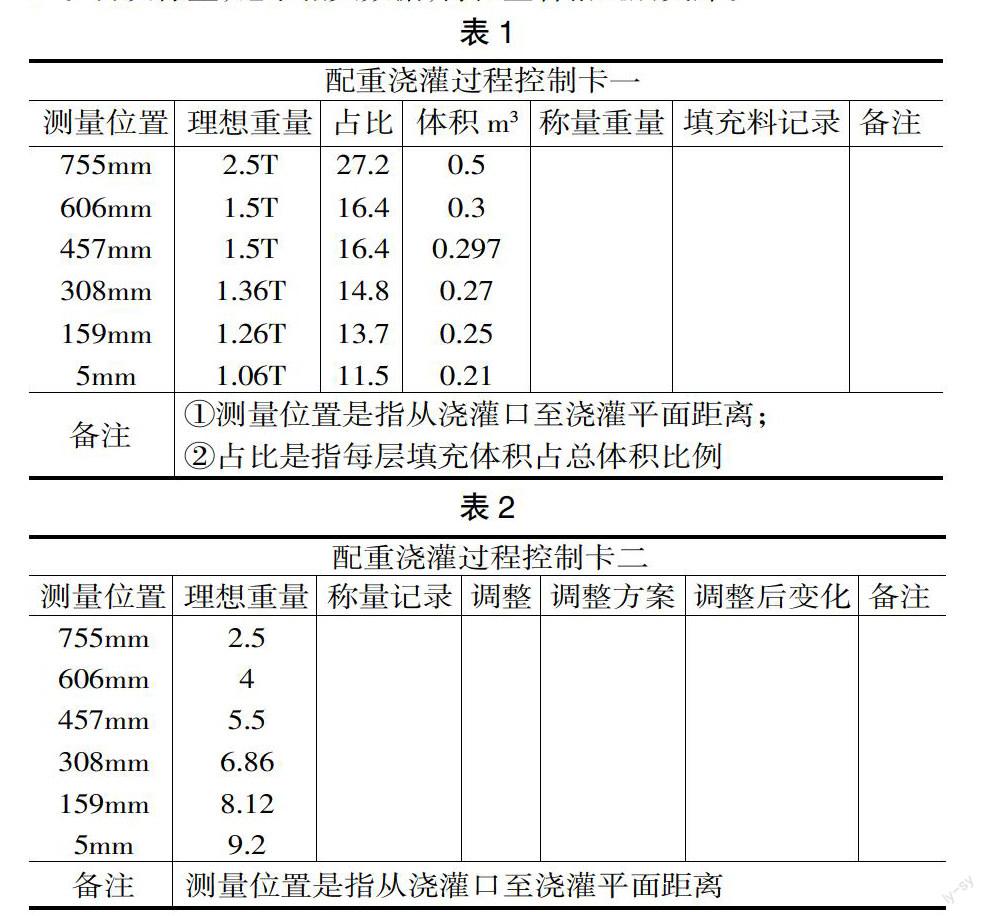
1.4 浇灌工艺方案。①将配重水平放置(安装座朝下),分别从各填充孔添加混制好的水泥与钢珠混合物,约300kg,然后填入生铁块一层(间隙需要用小体积铁块尽量填实),再浇入混合物一层,震动泵震实,如此堆积(堆积时要尽量使两端重量均匀,保证配重中心线达到要求),直到填充至内腔配重安装孔上端面平行,要求称重达到1.83T(若重量低于预测值,则需要添加小块铁块增重),详细记录过程各数据,及时填写下述表1(配重浇灌过程控制卡一)、表2(配重浇灌过程控制卡二)。②在第一步基础上整齐摆放一层生铁块,间隙用小铁块填实,加入混合物(堆积时要尽量使两端重量均匀,保证配重中心线达到要求),震实至配重高度1/2处,称重要求达到3.97T(若重量低于预测值,则需要添加小块铁块增重),详细记录过程各数据,及时填写表1、2;如此重复,按照表1、2要求,详细记录各称量位置处重量,并及时调整填充方法,直至最终浇灌结束。③清理现场,整理记录数据。④待72h水泥凝结之后,去除填充口砂石,封堵填充口。再次称重,记录相关数据,待检查合格之后交库。
表1
[\&\&\&\&\&\&\&\&\&\&\&\&\&\&\&\&\&][测量位置
755mm
606mm
457mm
308mm
159mm
5mm][理想重量
2.5T
1.5T
1.5T
1.36T
1.26T
1.06T][占比
27.2
16.4
16.4
14.8
13.7
11.5][體积m3
0.5
0.3
0.297
0.27
0.25
0.21][称量重量][填充料记录][备注][配重浇灌过程控制卡一][备注][①测量位置是指从浇灌口至浇灌平面距离;
②占比是指每层填充体积占总体积比例 ]
表2
[\&\&\&\&\&\&\&\&\&\&\&\&\&\&\&\&\&][测量位置
755mm
606mm
457mm
308mm
159mm
5mm
备注][理想重量
2.5
4
5.5
6.86
8.12
9.2][称量记录][调整][调整方案][调整后变化][备注][配重浇灌过程控制卡二][测量位置是指从浇灌口至浇灌平面距离]
2 结构性配重加工工艺方案过程控制重点
① 在保证重量达到图纸要求时,要使构件重心处于合理位置,壳体两侧需均匀添加填充混合物。②因该配重综合比重较大,添加废铁体积不宜过大,并且每层与每层之间间隔要保证水泥浆填充。实验完毕需要做碰撞实验进行验证。③浇灌过程中要及时称重,并记录相关数据。与过程控制卡不符时,及时调整填充方案,保证质量合格。④在浇灌过程中,注意搅拌机、抱钳、起吊工作安全事宜。
3 结束语
该工艺方案难点之处在于浇灌过程控制及调整方案。因生铁块可以采用企业产生的废弃钢料代替,故其体积及外形难以控制,因而以过程控制卡完全制约实际填充流程,存在不确定因素。可以根据企业的实际情况制定相关标准如:废钢体积要求、浇灌层高度、水泥层厚度、搅拌混合物配比等,以更好的解决企业实际情况。
作者简介:杨彦明,男,1987年6月生,甘肃金昌人,甘肃农业大学工学院2006届毕业生,现就职于贵州詹阳动力重工有限公司产品开发部从事工艺技术工作。
