小张角双锥厚针孔关键参数的测量方法
2015-05-16章法强赵学水张建华李林波陈定阳祁建敏陈进川
章法强,赵学水,张建华,李林波,陈定阳,祁建敏,陈进川
(中国工程物理研究院核物理与化学研究所,四川绵阳 621900)
小张角双锥厚针孔关键参数的测量方法
章法强,赵学水,张建华,李林波,陈定阳,祁建敏,陈进川
(中国工程物理研究院核物理与化学研究所,四川绵阳 621900)
针对小张角双锥厚针孔等效直径和视场直径的检测需求,利用60Coγ辐射源设计了厚针孔关键参数测量实验,获得了与计算较为一致的结果。本文所建立的实验方法为厚针孔设计的可靠性与部分加工参数的准确性提供了高精度的验证途径。
厚针孔;等效直径;视场直径;60Coγ源
厚针孔成像是一种简单而有效的成像技术,与可见光针孔成像不同的是,中子、γ具有很强的穿透能力,针孔材料必须达到一定的厚度才有可能在像面上获得源区的射线强度分布。厚针孔成像技术具有反映源区图像直观、准确性高的优点,广泛应用于中子源、γ和硬X射线源图像诊断,涉及核爆炸、脉冲反应堆、热核聚变、核医学成像及环境核辐射监测等研究领域[1-6]。
高能射线成像所需厚针孔的显著特点是针孔材料厚,可达数十cm;其次,受成像空间的限制,成像物距往往在数米甚至10 m以上,而针孔张角仅有几度。这些特点导致厚针孔的机械加工与参数检测均面临很多困难。厚针孔加工涉及高精度细长直孔和锥形孔的加工工艺和高密度材料的精细加工等问题,技术难度很大。对于具有直段与锥段组合结构的10 cm级细长孔,其参数的直接测量还不具备条件,一般借助于光学衍射法和工业CT法等间接方法。光学衍射法是通过测量相干光经过针孔产生的夫琅禾费衍射斑的尺寸、形状等特征来反映厚针孔通光孔径和针孔圆度等参数。另外,利用直孔段衍射环与锥段反射斑的重合状态还可判断厚针孔轴线与光轴的重合度,这也是厚针孔成像中对心的常用方法[7]。光学衍射法建立于厚针孔对可见光的响应特性基础上,厚针孔的内部缺陷或内表面细微黏附物均有可能对测量结果造成误判。工业CT可反映薄针孔的几何结构与尺寸参数,但对于达10 cm级尺度的强辐射吸收材料(如钨)则仅能提供材料内部厘米级缺陷,难以给出有效的检测数据。本文针对小张角双锥厚针孔等效直径和视场直径的检测需求,利用60Coγ辐射源设计厚针孔关键参数的测量实验,并获得具有较高精度的检测数据。
1 厚针孔参数与实验平台
厚针孔典型结构如图1所示,材料为钨,由厚度为h、直径为d的圆柱面直孔段和半角为α、长度为b的锥孔段组成,关于中心轴旋转对称。本文中所检测的厚针孔参数列于表1。
图1 厚针孔结构Fig.1 Structure of thick pinhole
标定实验使用西北核技术研究所的标准强60Co源,其由俄罗斯反应堆研究院生产,尺寸为φ23 mm×33 mm,购买日期为2008年6月,购买时活度为3.33×1014Bq,换算成源强为6.66×1014s-1。

表1 厚针孔的结构参数Table 1 Structure parameter of thick pinhole
2 等效直径测量
在静态厚针孔成像过程中,像面射线强度一般由下式计算:

其中:I(x′,y′)为像面上(x′,y′)点射线注量率,cm-2·s-1;I0(x,y)为源区(x,y)点单位立体角射线发射率,cm-2·s-1·sr-1;De为厚针孔准直器等效直径,mm;Li为厚针孔准直器中心到像面的距离,mm;fP为厚针孔管道因子。
标准强60Co源为密封源,出口处有衰减物质,因此需首先测量经过衰减后的等效源发射率。无厚针孔准直器时,在不同位置处分别使用γ电离室、热释光片测量γ射线注量率,由此确定等效源发射率。式(1)中,当源发射率不变、轴线厚针孔管道因子取1.0、且无通道物质衰减时,像面射线注量率与厚针孔等效直径的平方呈正比,与厚针孔中心到像面距离的平方呈反比。因此,改变厚针孔中心到像面的距离,可确定厚针孔准直器等效直径。
分别距60Co源3、4、5和6 m 4个测点,使用热释光片和气体电离室测量光轴中心γ射线注量率φ0。然后安装厚针孔准直器,使其中心距60Co源2 m,同样测量上述4个测点的γ射线注量率φ′。忽略管道因子影响时,φ0和φ′具有如下关系:

其中:Lt为像面到60Co源中心的距离,cm;r为60Co源端面半径,cm。
由式(2)可得厚针孔等效直径为:
使用成像板测量厚针孔准直器后1 m和2 m处60Co源图像,如图2所示。由于厚针孔准直器中心距源2 m,因此在针孔后1 m处测量的60Co源图像为缩小的像、直径为10 mm。在针孔后2 m处测量60Co源图像为等比例像、直径为20 mm,由此得到60Co源端面半径为10 mm,与标称值1.15 cm(含不锈钢封装)一致。

图260Co源厚针孔成像图像Fig.2 Image of60Co source by thick pinhole
实验测量获得的0.7 mm厚针孔准直器等效直径列于表2。测量不确定度主要来源于两个方面:一是注量率测量不确定度,φ0和φ′的测量采用热释光剂量片和气体电离室两种方式获得,测量时间分别为1~2 min和5~20 min,测量不确定度为5.0%;二是式(2)忽略管道因子效应带来的不确定度。测量过程中热释光剂量片和气体电离室有效探测尺寸分别为6.4 mm×3.2 mm和φ10 mm。当成2∶1缩小像时,管道因子效应会造成实测等效直径减小约2%,当成等比例或放大像时,管道因子效应造成的影响小于1%。受管道效应的影响,对心不确定度也会造成等效直径测量结果偏小。事实上,由于采用衍射和反射光斑综合判断法[7],实验过程中可达到0.5 mrad对心精度,即使在2∶1缩小像时辐射探测器定位不确定度也小于1 mm,因此可忽略对心不确定度对测量结果的影响。总体来说,在成像比大于1时等效孔径测量不确定度为5.1%,来自于注量率测量不确定度和管道因子的影响。
测量结果表明,测得0.7 mm厚针孔等效直径为(0.70±0.04)mm,与计算结果0.707 mm一致。
表2 厚针孔准直器等效直径测量结果Table 2 Experimental result of effective diameter of thick pinhole
3 视场直径测量
厚针孔视场直径的测量实验亦在标准强60Co源装置上进行。利用成像板测量经过厚针孔的源区图像,然后沿垂直针孔轴线方向平移针孔,通过分析图像边缘特征而获得厚针孔视场尺寸。
0.7 mm厚针孔锥角为0.65°,距源2 m时,厚针孔设计视场直径为45.4 mm。实验如下:厚针孔距源2 m,成像板距源4 m,沿垂直轴线方向水平平移厚针孔,两次平移距离相对于基准位置分别为左20 mm和右20 mm,示意图如图3所示。由于源区直径为20 mm,而厚针孔视场直径为45.4 mm,当厚针孔左右平移时60Co源图像将被切割成弧状。
图3 厚针孔视场直径测量示意图Fig.3 Diagram of measuring field-of-view diameter of thick pinhole
图4a为0.7 mm厚针孔处于基准位置时的60Co源图像,图像中心与成像板前铅准直器中心孔有约4 mm的偏离。沿水平方向平移±20 mm后,视场边缘对60Co源图像(图4b、c)有切割,可通过边缘弧线3点定心法计算得到圆心位置(即视场中心位置)、并得到视场直径两次测量值分别为43.4 mm和42.6 mm,平均为43.0 mm。
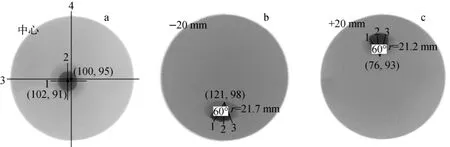
图4 厚针孔视场直径测量图像Fig.4 Image of measuring field-of-view diameter of thick pinhole
在局部圆弧中选择3点确定该圆弧圆心,从而确定直径的方法可定义为弧心法。该方法简单方便,其测量不确定度来自于两个方面,一是圆弧点位置测量不确定度,图像记录成像板扫描分辨率为50μm,切割圆弧点位置判读不确定度约为0.2 mm;二是局部圆弧3点测直径方法引入的不确定度放大,文献[8]表明该方法测量直径的不确定度放大倍数NΔD可表示为:

其中,θ为局部圆弧上3点所对应的圆心角。
受成像布局和放射源尺寸限制,测量中圆弧3点对应的圆心角约60°,代入式(4)即可得直径不确定度放大倍数为27.8,即直径测量不确定度为5.6 mm,相对不确定度为12%。因此,弧心法测得的视场直径为(43.0±5.6)mm。
弧心法测得的直径不确定度受圆弧圆心角影响较大。以下通过基准光轴(近似与针孔轴线重合)的激光光斑与成像板前准直孔中心(实验过程中位置固定不变)的相对位置确定视场中心位置,进而测量成像板图像中的弧状边缘位置即可得到视场直径,该方法可称为轴心法。图5为厚针孔轴线平移前后与成像板前准直孔相对位置。当厚针孔轴线平移-20 mm后,激光光斑中心与铅准直孔中心坐标相差(23.4 mm,2.1 mm),与图5b坐标差(21 mm,3 mm)基本吻合,相差约3 mm。平移+20 mm后,激光光斑中心与铅准直孔中心坐标相差(21.8 mm,1.2 mm),与图5c坐标差(24 mm,2 mm)基本吻合,相差约2 mm。最终得到视场直径分别为47.6 mm和45.8 mm,平均值为46.7 mm。
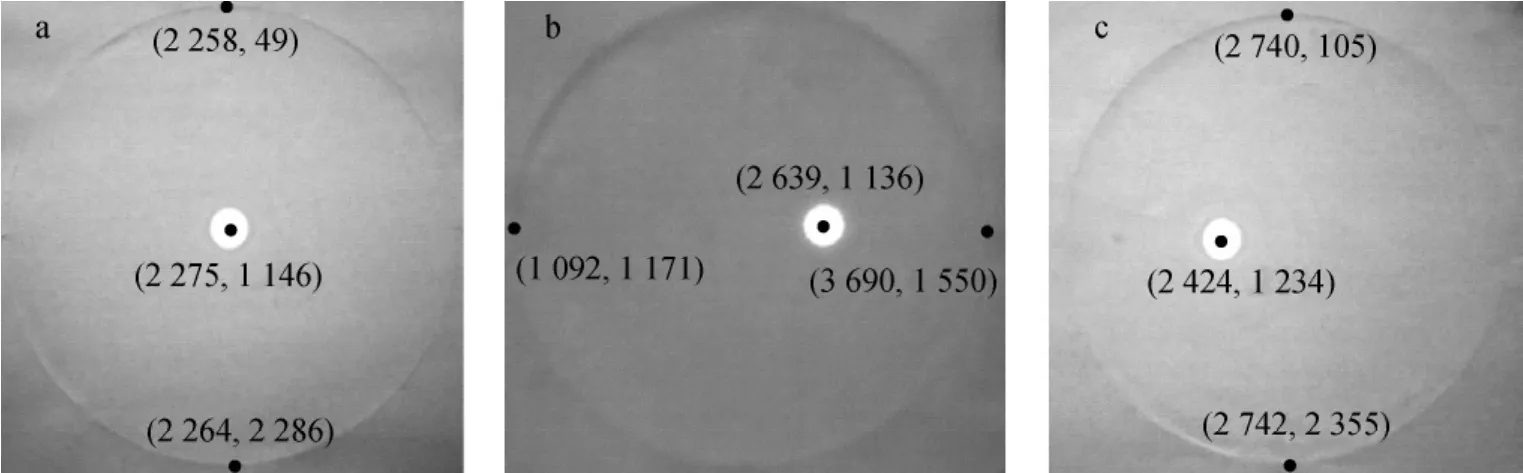
图5 厚针孔轴线平移前后与成像板前准直孔相对位置Fig.5 Relative position between axis of thick pinhole and collimator before imaging plate
轴心法测量视场直径的不确定度主要来自于两个方面:一是图像中边界圆弧上点位置判读精度,约为0.2 mm;二是对心中光轴与针孔轴线的重合精度,约为0.5 mrad。因此轴心法测视场直径的不确定度可估计为2.0 mm,相对不确定度为4.4%。因此轴心法获得的视场直径为(46.7±2.0)mm。
弧心法和轴心法获得的视场直径分别为(43.0±5.6)mm和(46.7±2.0)mm,与设计值45.4 mm一致。
4 结论
本文建立了厚针孔等效直径和视场直径的精确测量方法,测量了0.7 mm直径钨针孔的等效直径和视场直径。测量结果表明,0.7 mm直径钨针孔对60Coγ射线的等效直径为(0.70± 0.04)mm,利用弧心法和轴心法测得距针孔2 m处视场直径分别为(43.0±5.6)mm和(46.7±2.0)mm,测量结果和计算结果在不确定度范围内一致。本文建立的厚针孔等效直径和视场直径的测量方法为厚针孔设计的可靠性与加工参数的准确性提供了高精度的验证途径。
[1] RICHARD L.Fast imaging application in the nuclear test program[J].IEEE Transactions on Nuclear Science,1984,31(1):495-503.
[2] KING N,YATES G J.Nanosecond gating properties of proximity-focused microchannel:Plate image intensifiers[J].SPIE,288,1981:426-433.
[3] YATES G J,KING N,JARAMILLO S A,et al.Nanosecond imaging shuttering studies at Alamos National Laboratory[J].IEEE Transactions on Nuclear Science,1984,31(2):484-489.
[4] BERZINS G J,HAN K S.Pinhole imaging of a test fuel element at the transient rector test facility[J].Nucl Sci Eng,1978,65(1):28-40.
[5] CHRISTENSEN C R,CRIS W.First results of pinhole neutron imaging for inertial confinement fusion[J].Review of Scientific Instruments,2003,74:2 690-2 694.
[6] BAEK C H,LEE S J,CHOI Y,et al.Optimization of large-angle pinhole collimator for environmental monitoring system[J].IEEE Transactions on Nuclear Science,2010,57(3):1 404-1 408.
[7] 李宏云,宋顾周,张占宏,等.用于辐射源针孔成像的计算机辅助准直系统[J].核电子学与探测技术,2009,29(6):1 295-1 298.
LI Hongyun,SONG Guzhou,ZHANG Zhanhong,et al.Computer auxiliary alignment system used to radiation source imaging by a pinhole[J].Nuclear Electronics &Detection Technology,2009,29(6):1 295-1 298(in Chinese).
[8] 吴涛.局部圆弧的测量不确定度与公差设计[J].金属加工,2010,12(增刊):234-237.
WU Tao.Measurement errors and tolerance design for local arc[J].Metal Working,2010,12(Suppl.):234-237(in Chinese).
Measurement Method of Key Parameter of Thick Pinhole with Little-angle and Double Cones
ZHANG Fa-qiang,ZHAO Xue-shui,ZHANG Jian-hua,LI Lin-bo,CHEN Ding-yang,QI Jian-min,CHEN Jin-chuan
(Institute of Nuclear Physics and Chemistry,
China Academy of Engineering Physics,Mianyang 621900,China)
In order to measure the effective diameter and the field-of-view diameter for a thick pinhole with a little-angle and double cones,experiments were designed and carried out on a60Co gamma source,and the experimental result agrees well with the calculated result.The experimental method presented in the paper can supply a high precision approach to validating the reliability of design and the precision of manufacture.
thick pinhole;effective diameter;field-of-view diameter;60Co gamma source
TL816
:A
1000-6931(2015)09-1700-05
10.7538/yzk.2015.49.09.1700
2014-05-14;
2014-10-15
国家自然科学基金青年基金资助项目(11005095)
章法强(1978—),男,甘肃东乡人,副研究员,博士,核辐射成像技术专业
