森吉米尔轧机轧制线的计算与调整
2015-05-14康阳齐杰斌孙茂林龚磊缪贺清
康阳, 齐杰斌, 孙茂林, 龚磊, 缪贺清
(首钢股份公司迁安钢铁公司 a.硅钢事业部,b.质量检查站,河北 迁安 064400)
0 引言
在冷轧生产线中,为了保证轧制过程稳定顺行,轧制线高度必须保持恒定。而随着轧制生产过程的进行,轧辊将不断磨损,需要经常更换轧辊,为了保持换辊后轧制线高度的恒定,国内某森吉米尔轧机选用了斜楔与阶梯垫复合式轧制线调整装置进行轧制线调整补偿。森吉米尔轧机采用液压压上AGC系统,其下辊系辊径变化后由AGC缸的行程变化进行调整和补偿,而上辊系辊径变化后采用轧制线调整装置进行调整和补偿。下面主要讨论轧制线的计算及自动调整。
1 主要技术参数
轧制线调整装置主要技术参数见表1,斜楔和阶梯垫的尺寸详见图1。
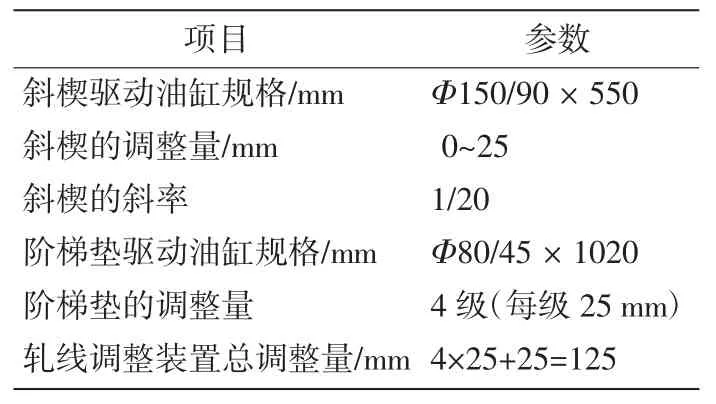
表1 轧制线调整装置主要技术参数
2 设备结构
轧制线调整装置安装在顶部内外牌坊之间,主要由两套相同的斜楔与阶梯垫复合式轧制线调整装置组成,每套轧制线调整装置均由阶梯垫、阶梯垫调整液压缸、上下斜楔、斜楔调整液压缸、液压缸支座、测压元件及框架、喷淋集管、橡胶刮板等组成,如图2所示。
阶梯垫设置在斜楔下面。两套阶梯垫各由一个液压缸控制其移动,从而改变阶梯垫的使用级数,以此来调整轧线高度。两个液压缸的位置分别由一齿轮齿条式编码器进行测量记录。
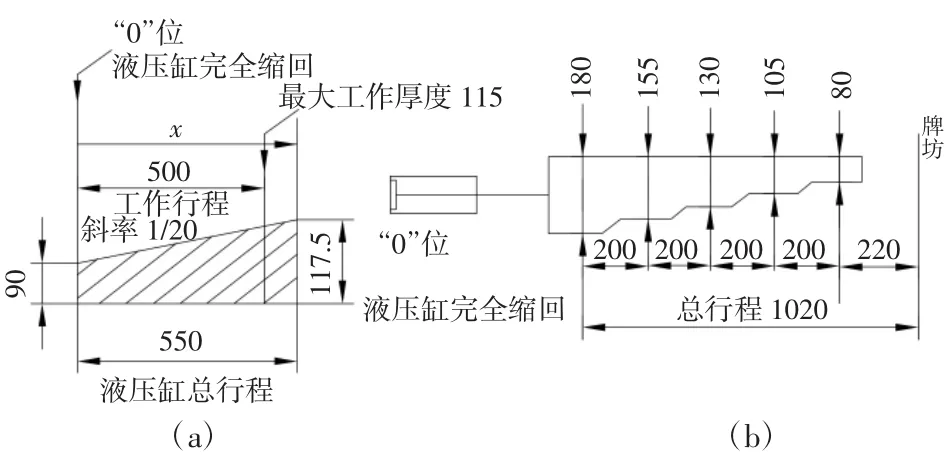
图1 斜楔和阶梯垫简图

图2 轧制线调整装置结构图
上斜楔和测压元件一起固定安装在框架里面;下斜楔安装在上斜楔和阶梯垫之间,两套下斜楔各由一个液压缸控制其做水平移动,从而改变上下斜楔的接触面,以此来调整轧制线高度。为保证两套斜楔调整时的同步性,在两个液压缸之间设置了同步机构,其中一个液压缸的位置由齿轮齿条式编码器进行测量记录。
阶梯垫调整为阶跃式初调,斜楔调整为精调,而斜楔在整个行程上的调整量等于阶梯垫一个阶跃的调整量。两种调整方式组合使用,即构成了一个大调整量的无级调整机构,可实现所有辊子直径变化的连续调整(无级调整)[1~2]。
3 轧制线的计算及调整
3.1 轧制线的计算
森吉米尔轧机辊系分上下两组,各有10个轧辊。每组由1个工作辊、2个第一中间辊、3个第二中间辊和4个支撑辊组成,按“1-2-3-4”呈塔形布置。森吉米尔轧机上辊系和轧制线调整装置的装配图如图3所示,由图3各尺寸可得H=ST+h1+h2+|yF|+DW/2。因为yF<0,所以可得

式中:H为轧制线到轧机外牌坊顶部的距离,H=2150 mm;h1为x轴到轧机内牌坊顶部的距离,h1=1400 mm;h2为上斜楔下表面中心到轧机外牌坊顶部的距离,h2=1400 mm;ST为轧制线调整装置的总厚度(即阶梯垫下表面到上斜楔下表面中心的距离);DW为工作辊直径[3]。
由式(1)可知,只需求解出yF即可得到ST的值。
设DB为支承辊(背衬轴承)直径,Dd为第二中间辊(传动辊)直径,Di为第二中间辊(自由辊)直径,D1为第一中间辊直径,则:

由图 3 可知:A 点坐标(xA,yA)为(500,0);B 点坐标(xB,yB)为(200,250);D 点在 y轴上,即 xD=0;F 点在 y轴上。
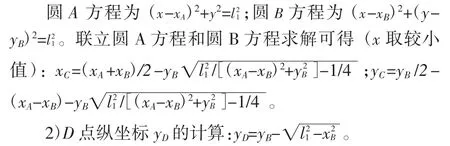
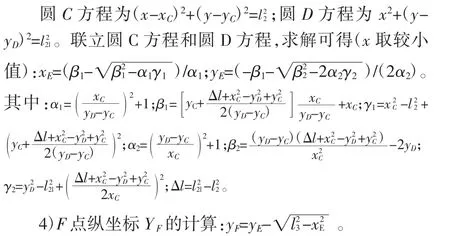
yF的求解方案:1)由A点坐标和B点坐标求出C点坐标(xC,yC);2)由 B 点坐标求出 D 点纵坐标 ;3)由 C 点坐标和D点坐标求出E点坐标(xE,yE);4)由E点坐标(xE,yE)求出 F 点纵坐标 yF。
yF的详细计算如下:
1)C 点坐标(xC,yC)的计算。C点是圆 A(以 A 点为圆心,以为半径)与圆B(以A点为圆心,以BC为半径)的两个交点之一(x值较小的点)。

图3 辊系结构图
3)E 点坐标(xE,yE)的计算。E 点是圆 C(以 C 点为圆心,以为半径)与圆D(以D点为圆心,以为半径)的两个交点之一(x值较小的点)。
3.2 阶梯垫和斜楔的选择调整
阶梯垫使用级数n为

其中:TR最小=80 mm,TW最小=90 mm,m 为阶梯垫单阶调整量(m=25 mm)。函数QUOTIENT用于返回商的整数部分[4-5]。
阶梯垫厚度TR=(n-1)×25+80;阶梯垫液压缸行程xR=(n-1)×200+220;斜楔厚度TW=ST-TR;斜楔的行程xW=(TW-90)×20。
在轧机换辊时,阶梯垫和斜楔都退出(即阶梯垫和斜楔的液压缸行程均为0 mm),为换辊时提供辊子间距。
4 结论
通过对轧制线的分析和计算,推导出轧制线调整装置补偿辊系磨损以及调整轧制线标高的数学模型。利用该数学模型,只需给出轧辊直径,即可自动计算出阶梯垫的级数和斜楔的厚度以及其对应液压缸的行程,从而实现了轧制线的自动调整,缩短了换辊时间,减少了人为误操作,降低了生产成本。
[1] 康阳.轧制线调整装置在UCMW轧机上的应用[J].重型机械,2014(4):13-15.
[2] 计江,苏明,尤磊,等.斜楔与阶梯垫复合式轧制线调整装置的设计及应用[J].重型机械,2011(4):92-96.
[3] 吴宝玉.阶梯板在热轧机组PC精轧机上的应用[J].重型机械,2012(4):19-21.
[4] 解旗,祝孔林.1880 mm热连轧轧制线高度控制技术[J].轧钢,2011(2):37-40.
[5] 蒋晓亮,肖海健,张国栋,等.单机架可逆轧机轧制线调整系统的自动控制[J].电气传动,2012(7):49-51.
