四工位快速定心车削夹具的设计应用
2015-05-14白亚玲胡阿林兰天
白亚玲, 胡阿林, 兰天
(1.中航飞机股份有限公司长沙起落架分公司,陕西 汉中 723200;2西安工程大学,西安 710048)
0 引言
集流器是起落架的一个重要零件,要通过4个方向安装的油嘴同时向中心注入、排出液压油,保证油缸的升降动力。其具有精度高、密封性好、耐高压、制造工艺复杂等特点。该产品4个油嘴孔的加工可以用多种方法,但都有其局限性。为此,笔者设计了一套四工位车削夹具,在每个工位可以完成油嘴孔的钻、镗、45°倒角车削、螺纹车削、抛光等的粗、精加工,以便为23°±2°烧穿孔的电解加工做好基准,提高了加工效率。
1 工艺分析
集流器如图1所示。该零件是模锻件,全长68 mm。油嘴孔沿零件轴线对称,中间由4个烧穿孔在保证23°±2°的前提下,交汇到零件对称中心。油嘴孔中心距16 mm,孔中心到定位端面的尺寸分别为15.5 mm和34 mm。零件两端面有较高的粗糙度要求,油嘴孔端面、孔口60°倒角、φ12.5H11过孔相对于M12×1.5-5H螺纹中径跳动量小于0.08 mm。综合以上分析,我公司决定在数控车床CMK50135dj上加工油嘴孔,保证加工精度和加工效率。
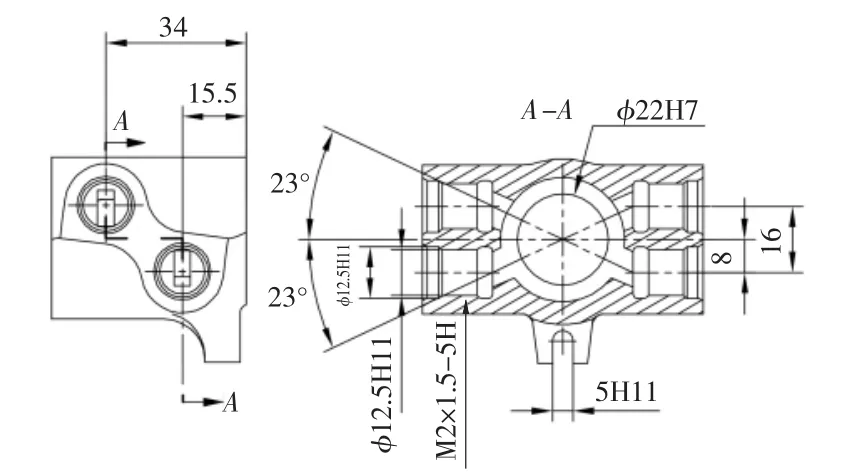
图1
2 车削夹具工件定位设计原理
工件在夹具上进行定位时,为保证加工面位置尺寸或位置精度,必须限制住工件的6个自由度,即沿X、Y、Z轴的移动与绕X、Y、Z轴向的转动。
通过以上分析,本文以集流器34尺寸端面定位限制3个自由度,以φ22H7内孔定位限制2个自由度,同时用宽度尺寸5H11的耳片槽定向,工件在车具中完全定位,符合六点定位原理。
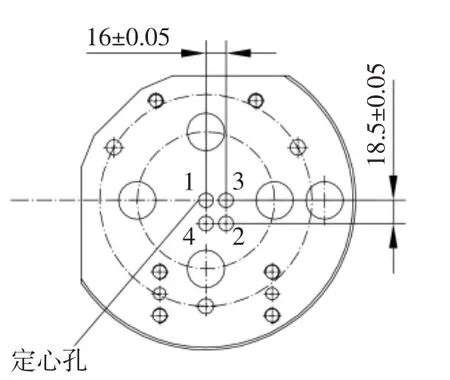
图2 过渡盘
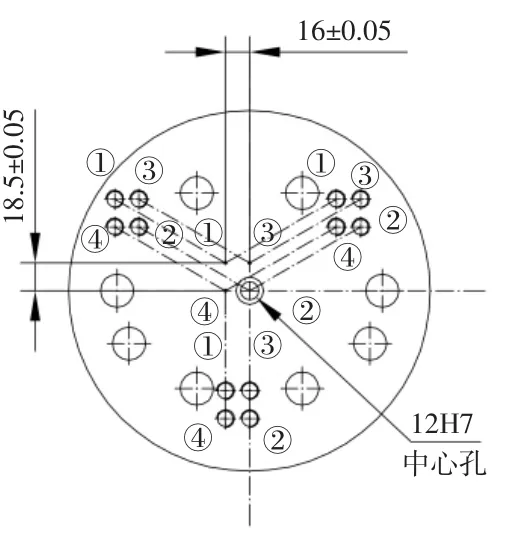
图3 连接盘
3 夹具结构设计
车床夹具是装在车床主轴上带着工件一同回转进行加工工件的。在高速回转状态下,工件具有离心力和不平衡惯量。夹具的定位基准必须保证工件被加工孔与机床主轴的回转轴线完全重合。该夹具针对每个油嘴孔钻、镗、螺纹等的加工,如图2、图 3所示:在1工位加工孔时,先将工件安装到过渡盘中;再通过定心轴一端与连接盘中心孔φ12H7/r6配合在连接盘中心,一端与过渡盘定心孔成φ12H8/f7间隙配合在相应的1位,配合夹具上的测量基准,保证被加工孔的旋转中心与车床主轴重合;最后用3-M12螺栓把过渡盘固定在连接盘相应的位于同一圆上的①位,完成1工位孔的全部粗、精加工。松开3-M12联接螺栓,不用拆卸工件,把过渡盘2位定心到连接盘定心孔,与车床主轴同心,固定3-M12螺栓到相应的②位,同样完成2工位所有加工。随后松开夹紧装置,将工件旋转180°,定位、定向、压紧方式不变,同样原理完成3、4工位所有加工。
该车具总体结构如图4。夹具过渡盘上设计了4个减轻孔,左上角进行了削边,外径、厚度尺寸在保证工件合理定位的基础上尽可能小,充分考虑4个工位加工时在连接盘中的便捷安装;同时配以可拆卸配重块,现场使用中方便调节,保证夹具各零件重心靠近车床回转轴线,使每个工位工作时都在平衡状态下回转。该车具与机床用莫氏5号锥柄连接,结合公司车床实际使用情况,很方便地在同一型号的车床上安装使用,以便适应生产调度的需要。
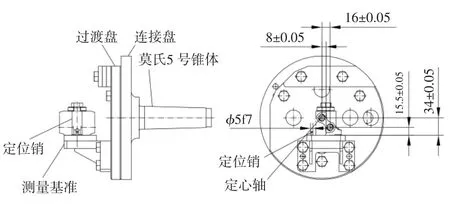
图4 总体结构
4 结语
经实际应用证明,笔者设计的四工位车具结构简单,转换工位操作方便。该车具上设有测量基准,便于加工中使用我公司常用量具检测尺寸。该车具在同一工位完成油嘴孔的所有粗、精加工,对于油嘴的密封有重要意义。多工位快速定心车削技术,已广泛应用到我公司多个型号类似产品的加工中,其特点是装夹方便,定心准确,缩短了生产周期,保证产品的加工质量。
[1] 陈心昭.机械加工工艺装备手册[M].北京:机械工业出版社,1998:701-704.
[2] 苗壮.曲轴夹具的设计[J].机械工程师,2012(7):142-143.
