响应面法优化V2O5/硅藻土催化光皮树油裂解反应的工艺条件
2015-05-14张爱华肖志红李昌洙汪红梅
李 洋,张爱华,肖志红,李昌洙,汪红梅
(1. 长沙理工大学 化学与生物工程学院 电力与交通材料保护湖南省重点实验室,湖南 长沙 410004;2. 湖南省林业科学院,湖南 长沙 410004;3. 湖南省生物富烃燃料工程技术研究中心,湖南 长沙 410004)
生物基燃料作为一种可广泛用于调和或直接使用的新型能源[1-3],其环保和可再生性使得植物油脂作为主要原料生产燃料油越来越受到关注[4-5]。光皮树果实中油酸和亚油酸含量高[6],具有原料油易制备、加工成本低廉的优点,可以用作制备生物基燃料的原料。现阶段光皮树油主要是通过酯交换法制备生物液体燃料[7],然而相比酯交换工艺,催化裂解工艺不仅生产成本低、操作性强、设备简单,且对原料的质量要求不严格[8],是一种简单有效的制备生物基燃料的方法。
催化裂解制备生物基燃料的催化剂多为金属氧化物催化剂[9]。Yigezu等[10]采用6种不同的金属氧化物进行催化裂解葵花籽油脂制备生物基燃料油的研究,当以V2O5为催化剂时,燃料油的收率最大为87.6%。张爱华等[11]研究以La2O3催化裂解光皮树油,燃料油收率为82.0%以上。但金属氧化物催化剂的低温活性和选择性较差[12]。
对光皮树油催化裂解过程变量优化方面的研究报道较少,通常采用单因素法进行研究[13],一方面是费时费力,另一方面由于裂解过程中的各变量对裂解产物影响大小不同,无法确定各变量之间存在的相互作用[14-15]。因此,有必要采用响应面法对光皮树油催化裂解过程的工艺参数进行优化,以期确定最佳工艺参数以及各参数之间的相互作用[16]。
本工作将V2O5负载于硅藻土作为催化剂用于催化裂解光皮树油,首先通过单因素实验考察催化剂用量、裂解温度、裂解时间对裂解油收率的影响,得到初步裂解反应的工艺参数,并在此基础上采用响应面法对裂解条件进行优化,得到最优裂解条件。
1 实验部分
1.1 试剂
光皮树油、蒸馏水:自制;偏钒酸铵、草酸、氢氧化钾:AR,国药集团化学试剂有限公司;硅藻土:AR,天津市化学试剂三厂。
1.2 催化剂的制备
取等物质的量的偏钒酸铵和草酸,加入适量的蒸馏水使之溶解配制成一定浓度的溶液,用草酸调节溶液pH至2左右(溶液呈绿色),静止老化一段时间;按照等体积浸渍法[16],取等量的硅藻土以一定比例加入配制好的溶液,静置24 h,再置于水浴中在75 ℃下磁力搅拌1 h,静置一段时间;在105℃下烘干,再于马弗炉中于550 ℃下焙烧5 h,得到负载于硅藻土上的V2O5催化剂,标记为V2O5/DE催化剂。
1.3 实验方法
采用间歇反应的方法考察V2O5/DE催化剂对光皮树油催化裂解反应的性能。以500 mL三口烧瓶为反应器,将原料光皮树油200 g与一定质量的V2O5/DE催化剂混合均匀后,加塞密封,将反应器与冷凝器、收料器通过标准口连接(见图1),检查整个装置的气密性。将光皮树油缓慢预热至100 ℃,再升温至400~500 ℃直接进行催化裂解反应[17-18],光皮树油裂解产生的气体经过冷凝管冷凝为液体,收集在接收瓶中至反应结束,得到裂解油。
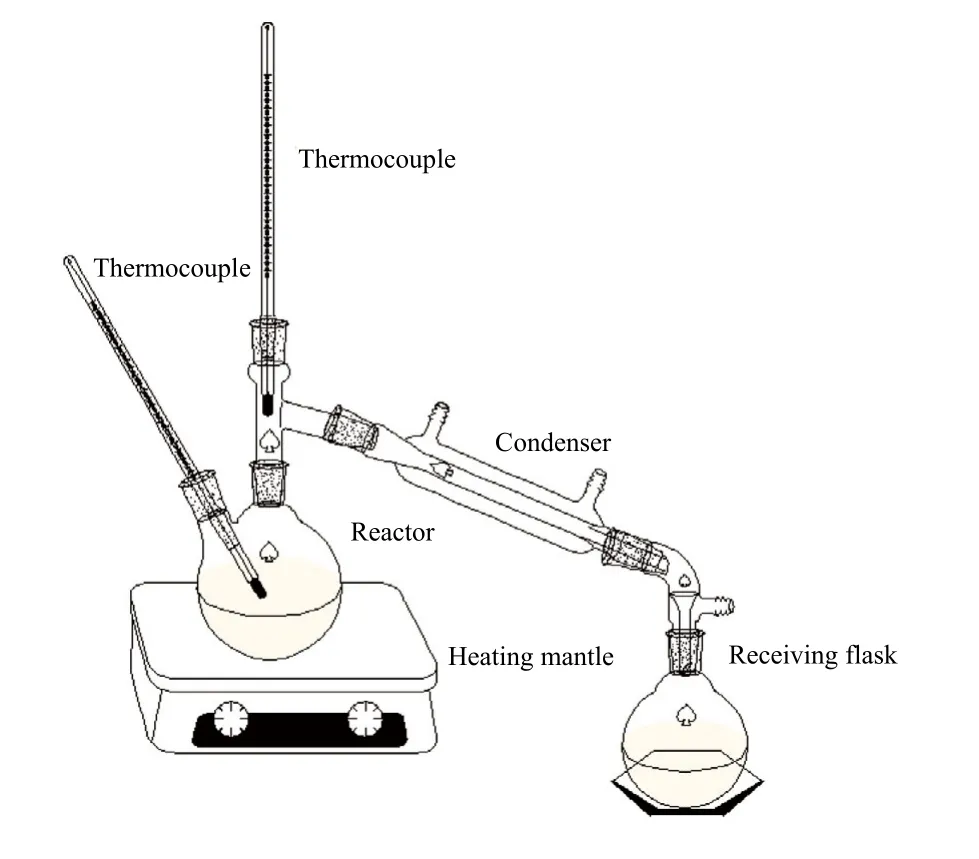
图1 裂解反应装置Fig.1 Diagram of the cracking device.
1.4 分析方法
采用日本岛津公司GCMS-QP2010型气质联用仪对催化裂解产物进行分析。色谱条件:FID,OV-1型色谱柱(30 m×0.25 mm×0.25 μm),氦气为载气,载气流量10 mL/min,进样量1 μL,进样口温度280 ℃,离子室温度250 ℃;程序升温,初温100 ℃(保持5 min),以15 ℃/min的速率升温至280 ℃(保持10 min)。质谱条件:布鲁克·道尔顿公司Scion SQ 型四极杆气质联用仪,电子轰击(EI)离子源,电子能量70 eV,四极杆温度150 ℃,离子源温度230 ℃,扫描范围m/z=33~350 。
采用式(1)计算光皮树油催化裂解的裂解油收率(Y)。

式中,m1为裂解油的质量,g ;m2为光皮树油的质量,g 。
2 结果与讨论
2.1 催化裂解光皮树油的单因素实验结果
2.1.1 催化剂用量
V2O5/DE催化剂用量对裂解油收率的影响见图2。由图2可见,随V2O5/DE催化剂用量的增加,裂解油收率先增大后减小;当V2O5/DE催化剂用量为0.10%(w)时,裂解油收率达到最大值83.3%。这是因为在此条件下,催化剂活性中心数目适宜,反应强度较佳,所以裂解油收率最高;若继续增加催化剂用量,液相收率反而下降,这主要是由于催化剂的活性中心数目过多,提高了气相收率,所以适宜的V2O5/DE催化剂用量为0.10%(w)。

图2 V2O5/DE催化剂用量对裂解油收率的影响Fig.2 Effect of the V2O5/DE catalyst dosage on the yield of the product oil.
2.1.2 裂解时间
裂解时间对裂解油收率的影响见图3。由图3可见,随裂解时间的延长,裂解油收率先增加后基本保持不变;当裂解时间到达60 min时,裂解油收率最大,为83.3%;而继续延长裂解时间,裂解油收率并未有明显的增加。这是由于实验过程为间歇反应过程,物料在60 min时已大部分反应完全,如果继续延长裂解时间会造成植物沥青碳化、黏稠度增加、器壁结焦。因此,适宜的裂解时间为60 min。
在Photoshop中打开风光特效文件包,接着打开照片文件,注意文件包分成了横竖两个版本,需要根据自己的照片朝向选择。打开文件后,执行“窗口>图层”命令打开图层面板。首先在我们需要处理的照片中依次使用快捷键Ctrl+A、Ctrl+C全选并拷贝文件,接着来到我们的特效文件,从图层面板中选择背景文件,然后使用快捷键Ctrl+V将待处理文件粘贴到背景图层上方。如果照片与画面大小不一致,使用快捷键Ctrl+T进入自由变换模式,然后拖动四角的调整手柄将其处理到与画面一致。

图3 裂解时间对裂解油收率的影响Fig.3 Effect of cracking time on the yield of the product oil.
2.1.3 裂解温度
裂解温度对裂解油收率的影响见图4。由图4可见,随裂解温度的升高,裂解油收率先增加后降低;当裂解温度为470 ℃时,裂解油收率达到最大值83.3%。而当裂解温度高于470 ℃时,由于过高的裂解温度会产生较多的不凝气体副产物,或高温造成催化剂失活,从而使裂解油收率降低。所以,适宜的裂解温度为470 ℃。

图4 裂解温度对裂解油收率的影响Fig.4 Effect of cracking temperature on the yield of the product oil.
2.2 响应面实验设计及结果分析
2.2.1 响应面实验设计
通过单因素实验与分析,选择催化剂用量(A)、裂解时间(B)和裂解温度(C)3个影响因素作为响应面分析实验点,其对应的水平见表1,以裂解油收率为响应指标进行评价。
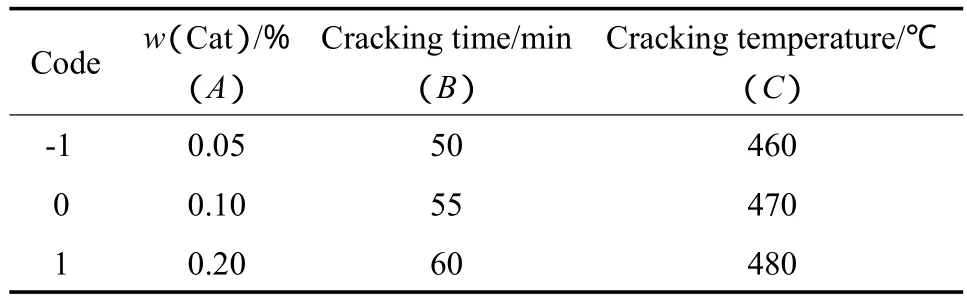
表1 实验因素和水平Table 1 Levels and factors of experiments code
2.2.2 模型结果与统计学分析
根据表2中15个实验点给出的实验结果,运用Design-Expert 7.0.0 软件,对表2中的数据进行二次多元回归拟合,可得A,B,C 因素与裂解油收率之间的二次多项回归方程,见式(2)。

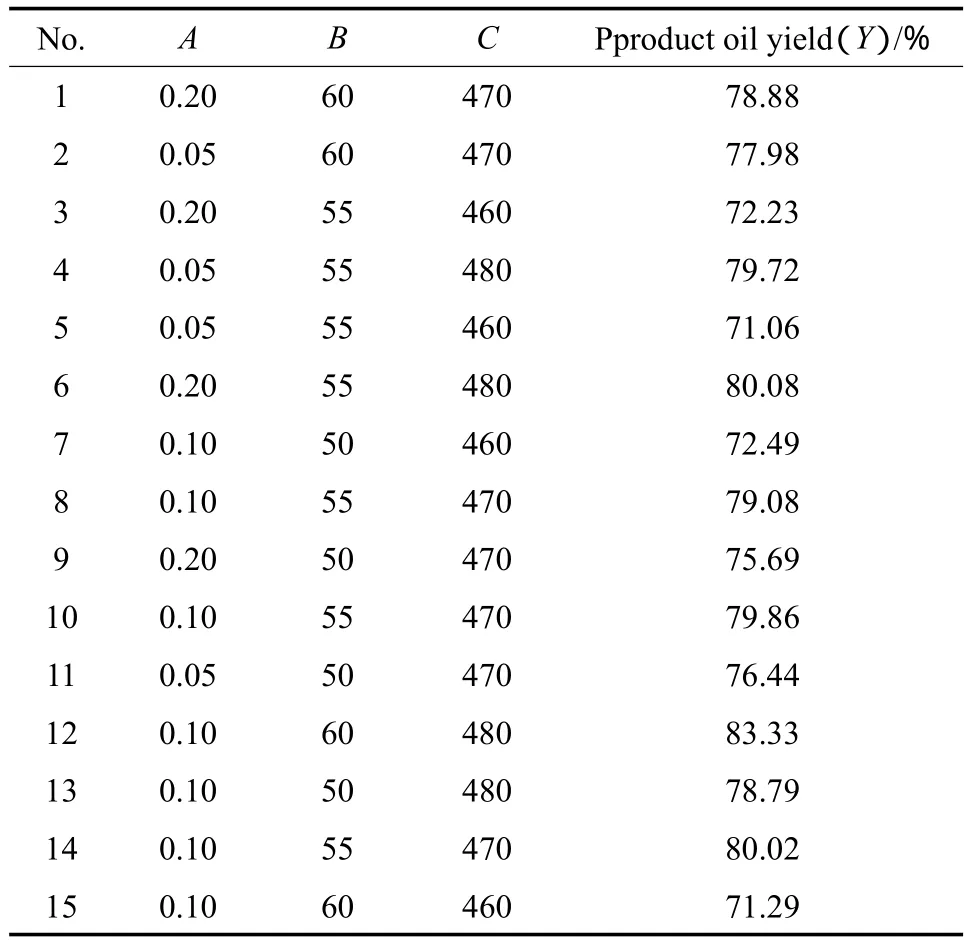
表2 Box–Behnken实验设计及结果Table 2 Box-Behnken experimental design and the results
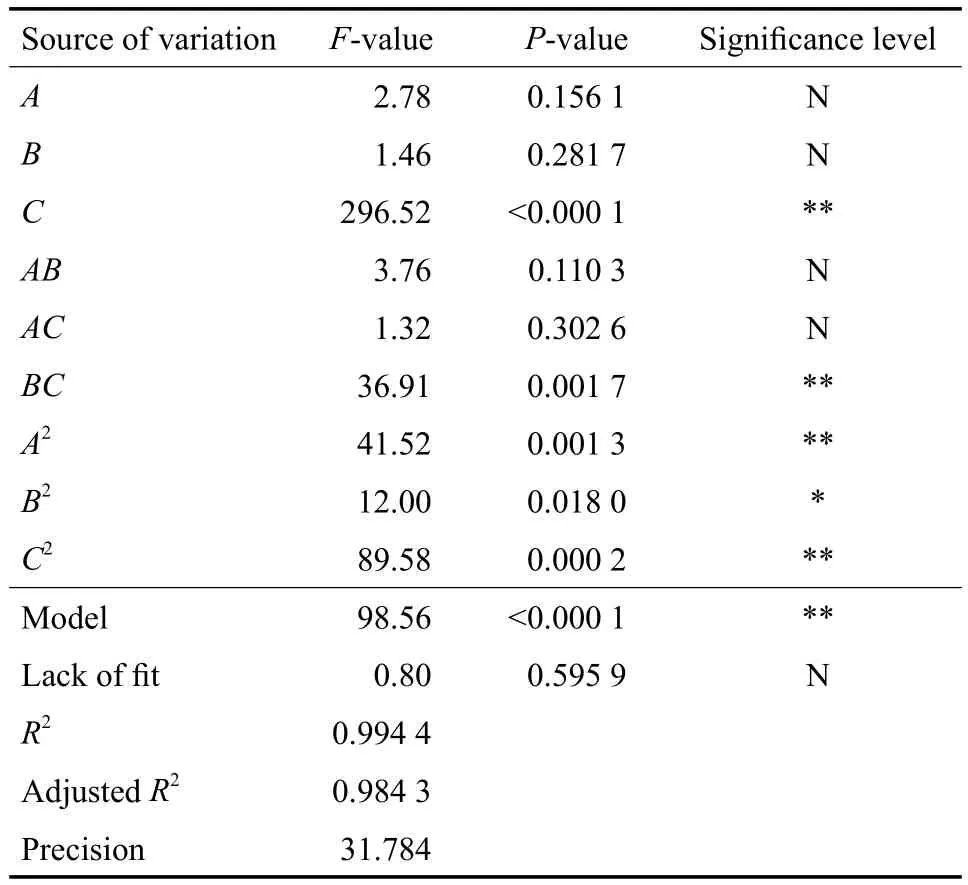
表3 回归方程的方差分析及显著性检验Table 3 Variance analysis and signif i cance test of the regression equation
为了简化求解,可对式(2)进行相应的简化,剔除不显著项AB和AC,通过软件拟合发现去除交互项AB和AC时,方程的失拟项为1.38、F值为87.51,回归方程的稳定下降;当只去掉AC时,方程的失拟项为0.89、F值为105.11。因此,只去掉交互项AC,能使回归方程获得更好的拟合效果,且回归方程更加稳定。简化后的回归方程见式(3)。

由式(3)可知,在光皮树油催化裂解过程中,催化剂用量、裂解时间、裂解温度的系数绝对值分别为0.21,1.08,4.36。根据标准化系数的大小,可知3个因素对裂解油收率的影响大小顺序为:裂解温度>裂解时间>催化剂用量,并且这3个因素间存在协同作用。
2.2.3 裂解油收率等值线图分析
式(3)可用于双因素交互效应的研究,分别做出实验因素AB及BC间交互作用的等高线(见图5),由响应曲面和等高线图可直观地看出各因素间的交互作用。
由图5(a)可知,裂解油收率的等高线中心部位接近于椭圆形,表明AB相互作用较强,当A=0.10%~0.16%且B>55 min时,裂解油收率最高;由图5(b)可知,BC的交互作用较显著,随B和C的增大,对应裂解油收率有一个最大值;C与裂解油收率的抛物线较陡,而B与裂解油收率的抛物线相对平缓。这表明裂解油收率与B和C正相关,且与C相关性较大,与B相关性较小。这是由于裂解反应是吸热反应,升高温度有利于反应的进行,但温度过高会产生较多的副产物小分子气体,导致裂解油收率降低。
2.2.4 工艺优化分析与结果
光皮树油裂解工艺条件及裂解油收率的范围设置见表4,采用响应面法进行优化,得到最优的光皮树油裂解工艺条件为:催化剂用量0.14%(w)、 裂解温度480 ℃、裂解时间59 min,此条件下裂解油收率的最优模拟值为83.53%。
为了检测优化结果的可靠性,采用最优的光皮树油裂解工艺条件进行3次重复实验,得到裂解油收率的平均值为82.86%,实验值与预测值最大偏差为0.85%,说明采用响应面法优化光皮树油裂解工艺条件是可靠的。

图5 响应曲面及等高线图Fig.5 Response surfaces and contour lines.
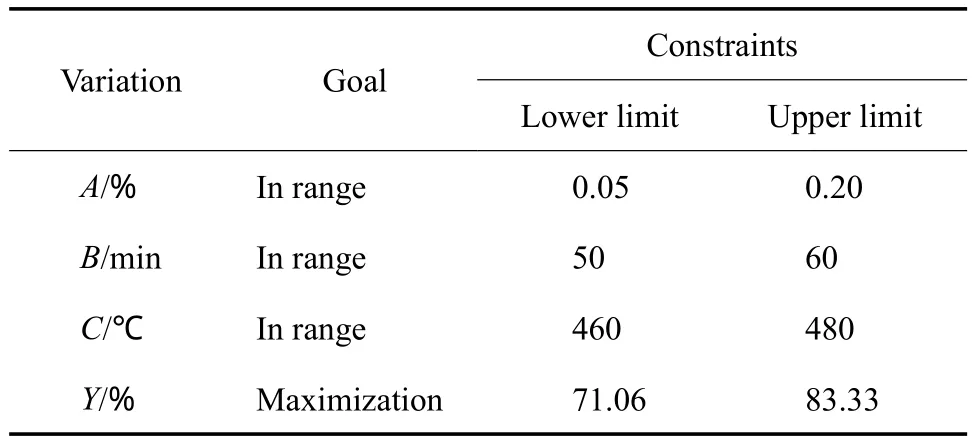
表4 光皮树油裂解工艺条件及裂解油收率的范围Table 4 Ranges of the catalytic cracking conditions of the Cornus wisoniana oil and the product oil yield
2.3 GC-MS分析结果
光皮树油与裂解油总离子流色谱图见图6。从图6可看出,光皮树油的主要组分是亚油酸、油酸、棕榈酸、亚麻酸和硬脂酸,碳数主要集中在C16~18,占总脂肪酸含量的97.68%(w);裂解油的组分较为复杂,碳数主要集中在C7~18,含量约为90.19%(w)。与光皮树油总离子流色谱图相比,裂解油的组分发生很大的变化,这说明催化裂解反应有效地降低了光皮树油的平均相对分子质量,得到的主要组分为烷烃、烯烃、羧酸、醛和醇等。

图6 光皮树油(a)与裂解油(b)的总离子流色谱图Fig.6 Total ion chromatograms of the Cornus wisoniana oil(a)and the product oil(b).
3 结论
1) 采用V2O5/DE催化剂对光皮树油进行催化裂解,在单因素实验的基础上对光皮树油裂解工艺条件进行优化,光皮树油原料为200 g时,得到最优的工艺条件为催化剂用量0.14%(w)、裂解温度480℃、裂解时间59 min。在此条件下裂解油的收率可达到83.53%。
2) 在光皮树油催化裂解反应中,裂解油的收率与催化剂用量、裂解时间和裂解温度存在正相关关系,并且裂解时间与裂解温度之间相互作用最强,催化剂用量与裂解时间之间的相互作用较强,催化剂用量与裂解温度之间相互作用最弱。
3) 光皮树油催化裂解可有效降低其平均相对分子质量。裂解油组分的碳数集中在C7~18,主要组分为烷烃、烯烃、羧酸、醛和醇等。
[1]Kumar A,Sharma S. Potential Non-Edible Oil Resources as Biodiesel Feedstock:An Indian Perspective[J]. Renew Sustain Energy Rev,2011,15(4):1791 - 1800.
[2]Banković-Ilić I B,Stamenković O S,Veljković V B. Biodiesel Production from Non-Edible Plant Oils[J]. Renew Sustain Energy Rev,2012,16(6):3621 - 3647.
[3]Takase M,Zhang M,Feng W,et al. Application of Zirconia Modified with KOH as Heterogeneous Solid Base Catalyst to New Non-Edible Oil for Biodiesel[J]. Energy Convers Manage,2014,80:117 - 125.
[4]赵檀,张全国,孙生波. 生物柴油的最新研究进展[J]. 化工技术与开发,2011,40(4):22 - 26.
[5]Atabani A E,da Silva César A. Calophyllum Inophyllum L. A Prospective Non-Edible Biodiesel Feedstock:Study of Biodiesel Production,Properties,Fatty Acid Composition,Blending and Engine Performance[J]. Renew Sustain Energy Rev,2014,37:644 - 655.
[6]Xiao Zhihong,Jiang Weiwei,Lin Lin,et al. Catalytic Cracking of Cornus Wisoniana Oil to Liquid Bio-Fuel Oil Using KF/CaO as a Solid Base Catalyst[J]. Appl Mech Mater,2014,477:1446 - 1451.
[7]丁荣,钟世安,李念,等. 基于氯化镁饱和溶液中固定化脂肪酶Lipozyme TL IM催化光皮树油脂合成生物柴油[J]. 燃料化学学报,2010,38(3):287 - 291.
[8]李俊峰,王裕宽,李振森,等. 生物柴油制备的研究进展[J]. 应用化工,2013,42(8):1494 - 1495.
[9]Refaat A A. Biodiesel Production Using Solid Metal Oxide Catalysts[J]. Int J Environ Sci Technol,2011,8(1):203 - 221.
[10]Yigezu Z D,Muthukumar K. Catalytic Cracking of Vegetable Oil with Metal Oxides for Biofuel Production[J]. Energy Conver Manage,2014,84:326 - 333.
[11]张爱华,肖志红,刘汝宽,等. 光皮树油催化裂解制备生物液体燃料试验[J].湖南林业科技,2013,40(3):30 - 33.
[12]Lim S H,Kim D H,Byun J Y,et al. Electrochemical and Catalytic Properties of V2O5/Al2O3in Rechargeable Li-O2Batteries[J]. Electrochim Acta,2013,107:681 - 685.
[13]袁昭晖,卢荣,樊君,等. 响应面分析法优化丙烯酸十六酯合成工艺[J]. 石油化工,2011,40(3):272 - 278.
[14]李学坤,李稳宏,冯自立,等. 响应面法优化煤焦油电化学脱水的操作条件[J]. 石油化工,2013,42(10):1123 -1129.
[15]Goswami D,Sen R,Basu J K,et al. Maximization of Bioconversion of Castor Oil into Ricinoleic Acid by Response Surface Methodology[J]. Bioresour Technol,2009,100(18):4067 - 4073.
[16]杜记民,张江山,刘会俏,等. 偏硅酸钠负载五氧化二钒合成、表征和催化性能[J]. 盐湖研究,2010,18(4):26 - 30.
[17]Li Lu,Quan Kejing,Xu Junming,et al. Liquid Hydrocarbon Fuels from Catalytic Cracking of Rubber Seed Oil Using USY as Catalyst[J]. Fuel,2014,123:189 - 193.
[18]陈洁,蒋剑春,徐俊明,等. 利用不同工艺催化大豆油裂解制备可再生燃料油[J]. 林产化学与工艺,2011,31(4):25 - 30.