基于数控车床剃削螺纹半牙的拓展与应用
2015-05-09德州联合石油机械有限公司山东253034侯祖刚王立源
德州联合石油机械有限公司 (山东 253034) 侯祖刚 王立源
在2012年第20期《金属加工(冷加工)》期刊上,刊登了黄明刚老师的《在普通数控车床上剃削螺纹半牙》一文,深受读者喜爱,一些工厂和学校纷纷效仿,用以解决困扰多年的螺纹毛边问题。笔者长期从事数控机床编程与操作,实践中积累了不少经验。在黄明刚老师的基础上,以机械加工中应用最广的三角螺纹和FANUC数控系统为例,对剃削螺纹半牙程序做了一些拓展与优化。
1. 综合分析
众所周知,数控车床在螺纹切削中有着不可替代的优势,加工效率高,劳动强度低,尺寸一致性好,美中不足的是在螺纹入口和出口处留有一些飞边和毛刺,影响装配精度和操作安全。一些要求较高的螺纹部件,在技术文件中明确规定切除不完整螺纹。小螺距的工件可以用锉刀和油石手工解决,大螺距的只能转到镗床或数控铣床加工,无形中增加了制造成本。转运途中还容易出现磕碰现象,造成螺牙损伤。切除螺纹半牙一直是数控车削的难题,编程高手们想了很多办法,都不能做到完美无缺。
黄老师在普通数控车床上剃削螺纹半牙的方法很实用,也很高效,为提高螺纹表面质量走出了一条新路。不足之处在于实例中引用的方牙螺纹是非标准螺纹,其牙顶宽度和牙底宽度都等于螺距的一半,此种类型的螺纹在机械行业中很少遇到,加工方法和程序模式存在一定的局限性,不能够做到大范围的普及应用。这主要表现在以下几个方面:
(1)在数控车床上加工完螺纹后,紧接着用该螺纹车刀剃削螺纹半牙,此方法仅限于方牙螺纹,若是常用的三角螺纹或梯形螺纹,需要另安装一把平行于牙顶的宽刃刀具,考虑到切除螺纹半牙一般不超过1/2圈,选择略宽于1/2螺距的数控切刀最为合适。
(2)剃削螺纹半牙就是切除扣头和扣尾的一段不完整螺纹,此时,剃扣刀的起点坐标与螺纹刀的起点坐标在轴向距离上正好相差半个螺距,黄老师采用螺纹起始角度相差180°的编程方法,刀具只能朝一个方向偏移,虽然可以不改变螺纹起点和螺纹终点的轴向位置尺寸,避免出现撞刀事故。但是,方牙螺纹只是一个特例,当用同一把刀具切除三角螺纹的两端半牙时,很可能刮伤完整螺纹的侧面。程序拓展后,通过刀补值的切换来实现剃扣刀沿牙底螺旋线的左右偏置,灵活方便,具有很好的通用性。
(3)原剃削螺纹半牙程序段:
G0 X320 Z20;
G32X299 Z-1.4 F8 Q18000;
G32 X310 F20;
前面的G32是一段引导螺纹,负责沿螺旋线切除1/6圈螺纹半牙,后面的G32是一段沿X+轴方向的径向螺纹,用于在规定的收尾圈数内切除螺纹牙深,程序的不妥之处在于后面的G32没有沿轴向螺旋线连续切削。螺距由F8改变为F20,人为的增加了计算难度。工件旋转时,螺纹牙顶的轴向位置随螺旋线移动变化,如果这种程式移植到三角螺纹中,同样使用 4mm宽的切刀,剃削扣头、扣尾时,在剃扣刀的径向切削轨迹与工件螺旋线的交叉处,会出现螺纹牙顶的残缺不全,有兴趣的读者可以试验一下。拓展后的刀具路径采用沿螺旋线连续切削的方法,既切除了不完整螺纹半牙,又削平了倒角处的牙顶尖棱,一举两得。
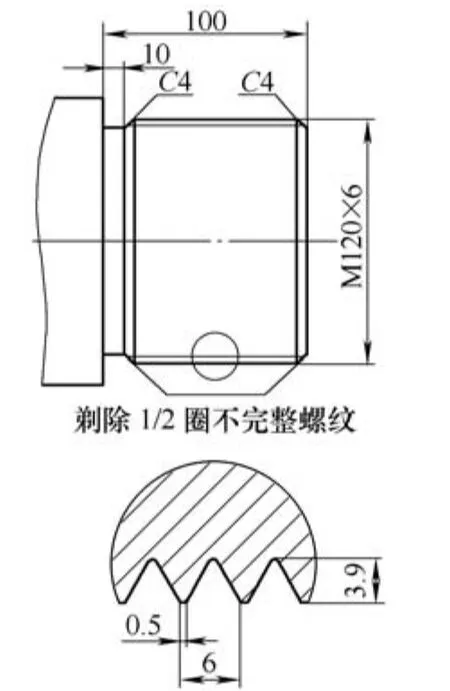
M120X6外螺纹
2. 程序优化
数控车床剃除螺纹半牙的方法并不复杂,利用连续螺纹切削功能就可以做到,FANUC 0i数控系统在这方面做得很到位,当前面的程序段是螺纹插补,当前程序段也是螺纹插补时,系统无需等待主轴编码器检测一转的信号即可立即执行当前程序段的螺纹切削,即使在螺纹插补过程中改变切削深度和进给方向,也可以正确加工而不损坏螺纹,达到光滑流畅的过渡效果。
如附图所示,剃除两端的1/2圈螺纹半牙。设置工件右端面与轴线交点为程序原点,在螺纹外圆上选择统一的对刀参考点。挑扣刀(T01)选用山特维克成型螺纹车刀,以刀尖中心为基准对齐参考点,生成1# 刀补;剃扣刀(T03)选用4mm宽大后角切刀,以左侧刀尖为基准对齐参考点,生成3#刀补;以右侧刀尖为基准对齐参考点,生成4#刀补;挑扣与剃削螺纹半牙一气呵成,加工程序如下:
车削螺纹:
S200 M03;
T0101; (换1号挑扣刀)
G0 X140 Z14; (定位至螺纹循环起点)
G92 X119 Z-95 F6; (车削螺纹)
X118.5;
X118;
…… ;
X112; (进刀至小径尺寸,完成螺纹车削)
G0 X300 Z300;
剃削扣头螺纹半牙:
T0303;(换3号剃扣刀,执行3#刀补,以切刀左侧刀尖为基准)
#24=119; (设定X轴坐标值变量)
N10 G0 X#24 Z14;(螺纹起点的轴向位置不变)
G32 Z-3.0 F6;(切除1/2圈不完整螺纹半牙
G32 U20 W-10 F6;(沿螺旋线45°斜向退刀,削平倒角处的牙顶尖棱)
G0 Z14;(快速返回螺纹起点)
#24=#24-0.5;(X轴变量值递减0.5)
IF[#24 GE 112] GOTO 10;(X轴变量值若≥螺纹小径112,继续加工)
G0 X200 Z200;
剃削扣尾螺纹半牙:
T0304;(执行4#刀补,以切刀右侧刀尖为基准)
#24=130;(设定X轴坐标值变量)
N20 G0 X#24 Z-82;(螺纹起点的轴向位置前移16个整倍螺距)
G32 U-10 Z-87 F6;(沿螺旋线45°斜向进刀, 削平倒角处的牙顶尖棱)
G32 Z-90 F6;(切除1/2圈螺纹半牙)
G0 X140;(X轴快速回退)
Z-82;(返回螺纹起点)
#24=#24-0.5;(X轴变量值递减0.5)
IF[#24 GE 122] GOTO 20;(X轴坐标值若≥122,继续加工)
G0 X300 Z300;
M5;
M30;
3. 注意事项
运用G32连续切削功能剃削螺纹半牙,编程和操作一定要小心谨慎。遇到不同的牙型和螺距时,要根据螺纹牙根宽度选择合适的切刀,必须注意的是:剃削扣尾的螺纹半牙时,编程路线从螺纹大径向螺纹小径切削,所用切刀应磨有较大的主后角,避免与螺纹外圆发生干涉。G32 Z-90 F6这一步非常重要,计算螺纹终点坐标时要考虑切刀的宽度,两者相加不得超出退刀槽的范围。
程序试切加工中,要密切观察机床动作和刀具切削轨迹,沿螺旋线45°斜向进刀、退刀只是参考值,如果剃削后的螺纹半牙圈数不合格,或者倒角处仍留有尖角毛刺,可适当调整直螺纹的终点位置和锥螺纹的斜向角度。螺纹半牙剔除1/3圈,还是1/2圈要根据技术要求和螺纹外圆两端的倒角尺寸而定。操作者可按照实际情况压缩程序中的空刀路径,尽量减少走刀次数,首件合格后,方可批量加工。
4. 结语
经批量加工和实践验证,拓展后的剃削螺纹半牙方法,成功解决了三角螺纹的飞边毛刺问题,两端倒角处的牙顶沿螺旋线削平过渡。
