利用立式加工中心磨削插齿刀
2015-05-09湖北三环汽车方向机有限公司咸宁437000王宏章
湖北三环汽车方向机有限公司 (咸宁 437000) 王宏章
我公司是生产汽车转向器专业厂家。在新品开发时,其刀具也常常需要特制。由于是新品试制,刀具关键参数往往未最终定型,为了尽可能避免浪费,减少开发费用,同时又加快开发进度,我们设计了一副专用夹具,编写了专用磨削程序,利用立式加工中心解决了插齿刀具的磨削难题。
1. 插齿刀加工介绍
一种代表性产品为变速比转向器,其转向器摇臂轴扇齿需要一种特殊的插齿刀加工。插齿刀的齿厚、齿槽宽度极限偏差为±0.015mm,如图1所示。
该刀具齿侧需要刃磨,在一般工具磨床上很难达到其精度要求,外协费用较高,达4 000元左右。为此利用现有的CNC立式加工中心来磨削刀具齿部,使加工精度满足使用要求,使用效果良好,刀具总费用不足1 000元,每把刀具可节约成本3 000元左右。截止目前已经用此方法加工各种刀具数十把,为公司创造了较好的经济效益。
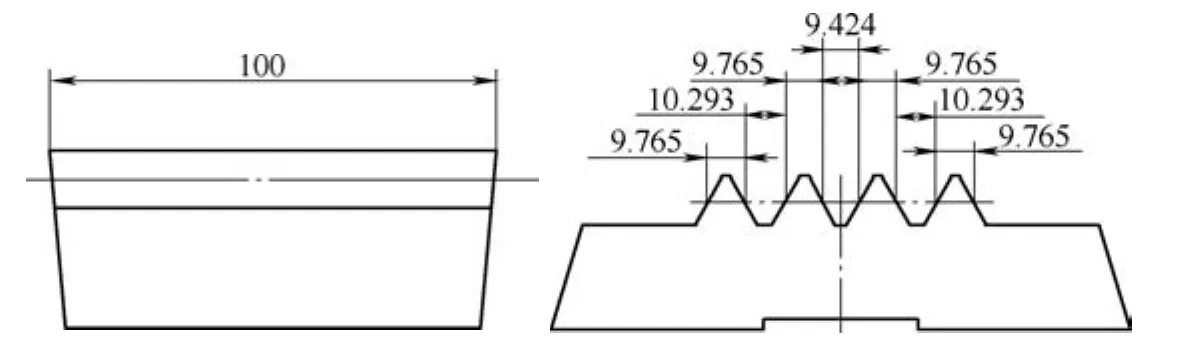
图1 插齿刀简图
2. 插齿刀具刃磨方法
插齿刀具刃磨所需。机床:立式加工中心ARROW 750 (美国CINCINNATI公司),FANUC控制系统。
工件:插齿刀材料为W6M o5C r4V3,淬火后经线切割加工,单侧刃磨余量为0.25~0.30m m。刀具:砂轮P150×20×30 ,WA80K5V35,已经装砂轮用连接杆、刀柄及金刚石笔等。
原理:利用机床X-Z轴联动,修整砂轮刃部夹角与刀具齿形角一致,利用机床的高精度定位性能,可以确保刀具的齿距、齿厚和齿槽尺寸精度要求。利用机床的宏程序编程功能,自动补正砂轮的修整量。
具体磨削操作过程如下:首先将专用夹具装夹在机床工作台上,并装好插齿刀半成品,然后将砂轮装在连接杆上锁紧;在卧式车床上用硬质合金车刀低速车削砂轮刃部夹角和刀具齿形夹角大致相等(约60°);再将刀杆连同砂轮一起装在立式加工中心的刀库中;设置砂轮与金刚石笔及工件之间的位置,确定工件坐标系。为安全起见,可是适当留0.05~0.10mm间隙(见图2)。然后起动预先编制好的加工程序开始磨削,在磨削过程中,可根据磨削情况调整刀具和工件之间的对刀误差。一次磨削循环完成后,用齿厚卡尺测量刀具的齿厚尺寸是否到位。如果没有到位,只需重新确定磨削余量(进刀次数),再次起动磨削循环即可。
具体数控程序如下:
G153G90G71G0 (设置机床状态)
T01M6 (从机床刀库调出刀具)
S1800M3 (转速1 800r/min, 正转)
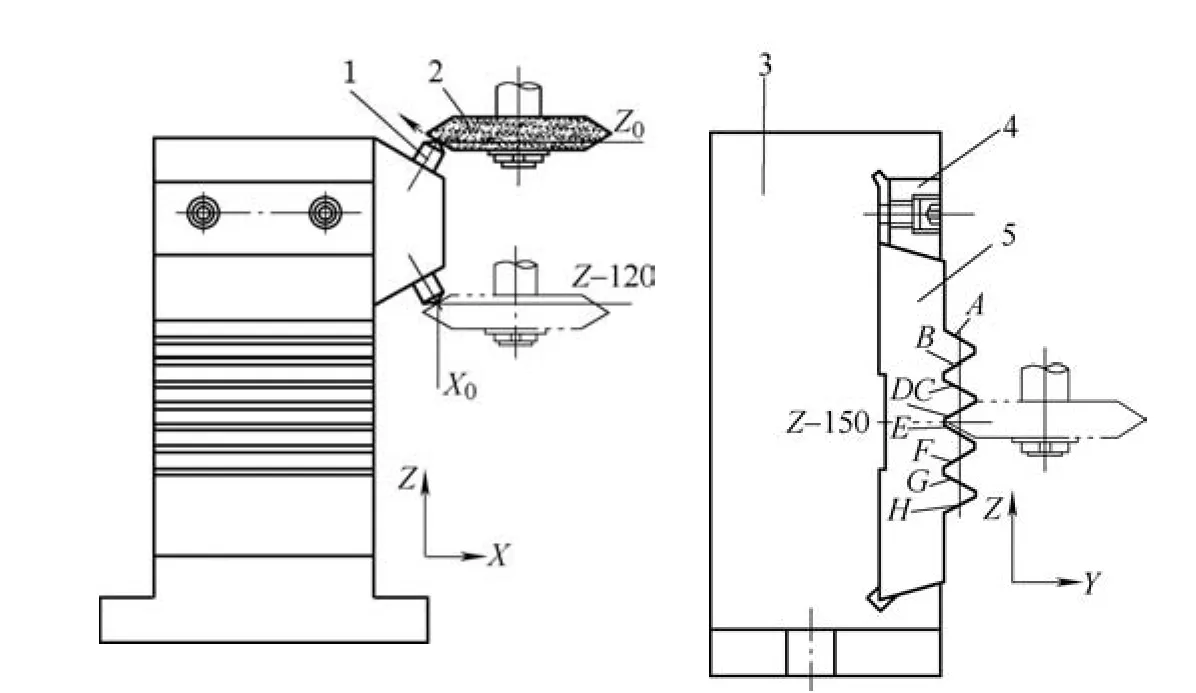
图2 插齿刀磨削示意图
G54X0Y0 (一致坐标系零点)
#1=0 (#1为砂轮修整量,开始为0)
M98P01 (转 O01子程序)
G90G0Z-150 (快速到达D面Z轴起始位置)
X-90 (快速到达X轴磨削起点)
M98P02 (转O02子程序)
G90G1Z-150 (快速到达E面Z轴起始位置)
X-90 (快速到达X轴磨削起点)
M98P03 (转O03子程序)
M98P01 (转 O01子程序)
G90G0Z-129.937 (快速到达B面Z轴起始位置)
X-90 (快速到达X轴磨削起点)
M98P02 (转O02子程序)
G90G1Z-130.811 (快速到达C面Z轴起始位置)
X-90 (快速到达X轴磨削起点)
M98P03 (转O03子程序)
M98P01 (转 O01子程序)
G90G0Z-169.189 (快速到达F面Z轴起始位置)
X-90 (快速到达X轴磨削起点)
M98P02 (转O02子程序)
G90G1Z-170.063 (快速到达G面Z轴起始位置)
X-90 (快速到达X轴磨削起点)
M98P03 (转O03子程序)
M98P01 (转 O01子程序)
G90G0Z-110.748 (快速到达A面Z轴起始位置)
X-90 (快速到达X轴磨削起点)
M98P02 (转O02子程序)
G90G1Z-189.252 (快速到达H面Z轴起始位置)
X-90 (快速到达X轴磨削起点)
M98P03 (转O03子程序)
G0G90Z100M09 (快速至安全位置,切削液关闭)
M30 (程序结束)
O01 (修整砂轮子程序)
G0G54X0Y0 (快速至坐标系X0、Y0位置)
Z0M08 (至Z0位置同时切削液打开)
S1800M03(主轴转速1 800r/min,正转)
#2=0 (#2为砂轮修整次数变量)
WHILE #2<N1 (N1为所需磨削次数,条件判断)
G1G91X-#1F100 (开始修砂轮,F为走刀速度)
G1G91X-19Z11.065 (X、Z轴联动,精修砂轮)
G1G91X19Z-11.065 (X、Z轴联动,精修砂轮)
G0G90X25
G0Z-120
G0X0
G1G91X-#1F100
G1G91X-19Z-11.065 (X、Z轴联动,精修砂轮)
G1G91X19Z11.065 (X、Z轴联动,精修砂轮)
G90
#1=#1+0.1 (修整量增加0.1mm)
#2=#2+1 (修整次数增加1次)
G90G0X50
Z50
#3=#3+#1 (#3为工件对坐标系Y轴坐标)
G90G1Y#3 (Y轴坐标补偿)
M99 (返回主程序)
O02 (磨削面子程序)
#4=0
WHILE#4<N2 (N2为进刀所需次数,条件判断)
G91G1X-210F3000 (X轴磨削终点)
X210
X-210
X210
Z0.002 (Z轴上升0.002mm)
#4=#4+1 (进刀次数加1)
ENDWHILE (条件不满足,结束该循环)
G91X100 (至X轴安全位置)
G90Z50 (至Z轴安全位置)
M99 (返回主程序)
O03
#4=0
WHILE#4<N2 (N2为进刀所需次数,条件判断)
G91G1X-210F3000 (X轴磨削终点)
X210
X-210
X210
Z-.002 (Z轴下降0.002mm)
ENDWHILE (条件不满足,结束该循环)
G91X100 (至X轴安全位置)
G90Z50 (至Z轴安全位置)
M99 (返回主程序)
用此方法磨削出来的刀具齿表面粗糙度值Ra=0.4μm,节距误差≤0.01mm,齿形角度误差≤0°5′,完全满足图样要求。
