中速柴油机曲轴加工中力的分析与研究
2015-05-08陕西柴油机重工有限公司兴平713105贠虎臣张建联
陕西柴油机重工有限公司 (兴平 713105) 贠虎臣 张建联

1. 分析曲轴加工中各种作用力的必要性
曲轴的工作条件极为复杂,它既受变化的空间力系作用,又受到高速滑动摩擦的危害。气体作用力、往复运动惯性力及连杆大端回转惯性力直接作用于曲柄销,经曲轴传给主轴颈。它们使各单位曲轴柄在空间不同方向受到弯曲与扭矩,各曲柄之间也存在相互扭转。诸力的作用使曲柄销与主轴颈均受到弯、扭的联合作用,使曲柄臂受拉、压、弯及扭的复合载荷。由于诸力和力矩均随曲柄转角变化,均为重复脉动载荷,使曲轴产生疲劳损伤。曲轴本身的结构(见图1)也加重其工作条件的艰巨性,具体表现为以下几点:

图 1
(1)由于形状复杂,沿轴线方向截面变化急剧,应力集中现象十分严重。曲柄销与曲柄过渡圆角处应力值往往是曲柄销中央截面的2~3倍,这种应力集中在主轴颈与曲柄臂的过渡处,也严重存在于油口边缘处,所以要尽力减少与克服加工中的切削应力,以及机床、工装的夹紧力等。
(2)本文论述的曲轴长度L与主轴颈D之比>16,在主轴轴线的长度方向,会因各挡主轴颈的不同心而造成曲轴中心线的挠曲。在曲轴旋转时,在曲柄销与曲柄臂过渡处就会出现时拉时压的附加弯曲应力,这往往是曲轴产生裂纹的主要原因,使柴油机产生扭振,严重影响曲轴的寿命。在加工过程中如何保证曲轴主轴颈的同轴度、主轴颈支撑点位置及支撑力大小是减少主轴颈挠度的关键,同时需要克服曲轴由于自重而产生的下沉及弯曲。在曲轴精加工中磨床两顶尖的顶力必须得到有效的控制,顶力过大则容易增加曲轴的弯曲度,进而增大曲轴的挠度,即主轴颈的同轴度;而顶尖力量过小则不能夹紧曲轴。
2. 曲轴精加工主要受力分析
在中速柴油机曲轴的制造过程中,曲轴以其自身质量大、曲柄颈多以及长径比大等特点,使得其在加工过程中弹性变形大、加工难度大、加工周期长以及加工成本高。尤其在精车及磨削轴颈时,由于存在曲轴受到本身自重的影响而形成的弯曲下沉,同时受到主轴颈支架的径向支撑力和纵向支撑力、机床主轴顶尖的轴向顶力、机床夹具的夹紧力、刀具切削力、曲轴旋转的离心力、夹具与工件之间的摩擦力以及加工产生的应力等,都成为造成曲轴产生挠曲的因素。此时曲轴自身只有一定的加工余量,挠曲过大则导致曲轴报废。所以对曲轴进行加工中的受力分析是十分必要的,抓住主要的影响力是曲轴受力分析的关键。
经过分析,曲轴自重产生的重力、主轴颈支架的径向和纵向支撑力以及机床顶尖轴向顶力这3种力对曲轴的精加工影响最大。如何实现各力的合理控制,是目前曲轴加工的难点,将直接影响曲轴的生产质量和效率。实现了对上述3种力的有效控制,就能够提高国产曲轴质量,降低对进口曲轴的依赖度。具体分析如下:
(1)曲轴自身的重力。零件的自重是不可避免的,曲轴由于自身重力而弯曲下沉。中速柴油机的曲轴总长与曲轴主轴颈的直径之比超过16倍,而曲轴本身的特殊形状导致其比一般形状的直线轴更易发生弯曲,在自身重力的作用下,发生弯曲而下沉,产生挠曲变形。
(2)曲轴在机床上加工时,支架径向和纵向的辅助支撑力。支架纵向消除曲轴自重下沉,径向抵消机床切削的力,然而由于曲轴自身质量大,弹性变形大,在旋转加工时,必须在支架支撑下加工,若支架支撑力调节不当,会导致支架所支撑的轴颈偏移,偏离机床旋转中心加工,加工的轴颈出现位置偏差;曲轴在受到重力作用下,中间下沉,两端主轴颈作为支撑时曲轴的变形模拟如图2所示。
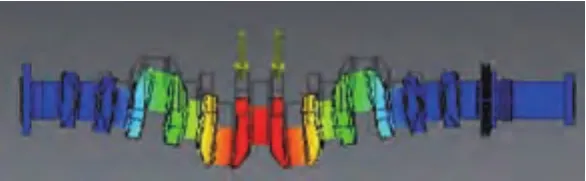
图 2
(3)机床顶尖的轴向顶力,即机床顶尖或机床卡盘对曲轴施加的轴向定位夹紧力。曲轴在机床上定位固定后,如果轴向顶力过小,则曲轴定位不准确,曲轴产生轴向窜动;轴向顶力过大,会导致曲柄倾斜,曲柄径向开挡收缩,曲柄颈开挡测量仪数值失真,误导支架支撑,使曲轴在弹性变形下加工,加工轴颈出现位置偏差。
为了研究曲轴自重力和开挡变动对曲轴的影响,以靠近曲轴两端主轴颈为支撑点,将其作为基准,并调整共线,进行检测,测量值如附表所示。

重力影响下不同型号曲轴弯曲度变化情况表 (单位:mm)
3. 如何控制主轴颈加工的外在影响力
作为曲轴最重要的部位,主轴颈是曲轴的加工工艺基准,主轴颈的加工精度决定曲柄颈、曲柄等曲轴其他部位的加工精度,决定着曲轴质量的高低。
主轴颈加工过程中,由于主轴颈径向跳动量对其相邻曲柄颈开挡变化影响很大(一般曲柄颈开挡变化量是主轴颈径向跳动量变化量的5倍左右),而采用曲柄颈开挡测量值来指导支架支撑力的控制很难满足主轴颈加工精度的需求。但是经常依靠操作经验掌握支架的支撑力,缺乏科学数据,因此技能水平高低直接制约着主轴颈加工质量,制约着曲轴加工过程。
支架纵向支撑力的大小,决定着能否有效去除曲轴自重的下沉力及曲轴的纵向弹性变形。主轴颈纵向支撑过大,轴颈纵向中心偏移旋转中心过大。支架径向支撑力过小,主轴颈加工过程中产生窜动,主轴颈产生椭圆度,有时还产生振纹;支架径向支撑力过大,主轴颈径向中心偏移旋转中心过大,此时曲轴在弹性变形和偏移旋转中心的状态下加工,会导致加工的曲轴成为废品或超差。
机床尾座顶尖施加到曲轴上的轴向顶力,使曲轴轴向定位固定,然而由于曲轴较长、构造曲折特点,使轴向顶力的传递是由机床尾架端顶尖→主轴颈→曲柄→曲柄颈→……→机床头架端顶尖,若尾架顶尖顶力过小,曲轴定位不准确,加工中产生窜动;顶力过大,曲轴曲柄倾斜,曲柄颈开挡收缩,曲柄颈开挡测量仪数值失真,若按照失真的数值调整支架的支撑量,会使曲轴处于弹性变形下加工,曲轴的变形量更大,所以该方法不能有效地减少曲轴加工的弹性变形,曲轴的加工精度不易保证。
综上所述,以上3种力的施加中,任何1种力控制不当都会影响其他2种力的掌控,这3种力是相互影响、相互作用的。一般情况下,操作工临床采用加大轴向顶力,支架的径向支撑力来制约主轴颈的窜动,从而保证主轴颈的圆柱度,然而这种装夹只会增加曲轴的弹性变形量,使主轴颈中心与机床旋转中心的偏移量增大。虽然在临床加工和检验时,主轴颈的跳动量处于工艺要求范围内,但是当曲轴处于自由状态下或装配检验时,主轴颈往往会超差,无法满足图样的精度要求。因此,如何控制这3种力是曲轴加工的关键。常采用如下措施:
(1)轴向力的控制。首先切断轴向顶力的传递路径,改变力的传递方式,改顶力为拉力。即在机床卡盘和尾座设计专用法兰,采用高强度螺栓将法兰与曲轴两端面分别锁紧,通过两端的链接螺栓各自反方向加力,使机床顶尖和曲轴主轴颈中心孔配合,达到对曲轴定位固定。
为使曲轴定位固定最准确,且曲轴无弹性变形的存在,可在过程中调节尾座链接装置,微量松开旋转曲轴数圈,再紧固联接装置并定位,此方法在加工过程中调整两次,首次在轴颈支架加工完调整,第二次在最终加工前调整,这样可使轴向顶力定位固定最合理。
(2)支架的纵向和横向支撑力的控制。曲轴因材料和刚性的不同,因自重而引起的下沉幅度不同;支架支撑部位不同,减少的下沉量也不一样,所以选择合理的支撑部位及支架纵向支撑力是决定曲轴变形量的关键因素,适当地调节支撑架的部位及支撑力,使曲轴的弹性变形和径向跳动最小,即采用径向力与切削力大小相同是最为合理的。首先,控制主轴颈侧母线的跳动值,增加支架径向力的施加,使主轴颈径向旋转中心和机床径向旋转中心同心,消除主轴颈的弯曲,若主轴颈纵向等高,说明曲轴的自重下沉得到有效的校正,施加支撑力使主轴的纵向旋转中心与机床的纵向旋转中心同心,曲轴的下沉可得到有效消除。即在机床刀架部位装置高精度数显测量仪,测量主轴颈侧母线的跳动量和上母线的跳动量,依据跳动量的差值调整支架的支撑部位及支撑力的大小。
4. 曲轴加工中力的分析与应用
在船用中速柴油机曲轴主轴颈的粗、精磨削加工中,临床操作中必须对上述三种力进行分解、平衡,以某型机六拐曲轴为例,具体做法如下:首先依据曲柄颈开挡测量仪值和操作经验掌控支架支撑力,调节好轴向顶力,粗磨各挡主轴颈。
第一步,以两端主轴颈为基准,松开主轴颈的径向支撑,使用数显测量尺检测最中间挡主轴颈侧母线的跳动值,依据检测值在中间挡位主轴颈跳动的最高点位置施加径向支撑力,微量调节砂轮的进给量,磨削中间挡主轴颈(中间主轴颈是指从曲轴自由端起,第4挡主轴颈),磨削至中间挡主轴颈跳动量最小。为防止在微量磨削时,中间主轴颈支架径向支撑力过大导致中间挡主轴颈产生的弹性变形量大,可测量中间挡主轴颈与两端主轴颈跳动量偏差量,依照偏差量,利用高精度数显测量仪的数显刻度,调节支架的径向支撑力,使中间挡与两端主轴径向同心,对主轴颈进行磨削加工。用此方法依次对其他主轴颈进行磨削。然而值得注意的是,必须按照从中间向两端依次修磨,使中间主轴颈与两端主轴颈处于同心的状态下进行。
第二步,测量并计算中间各挡主轴颈与两端基准主轴颈直径差值,以两端主轴颈上母线为基准,利用机床主轴箱上的高精度数显测量尺对其余主轴颈的上母线经行检测,利用测量尺上的读数调节支架的纵向支撑力,使主轴颈纵向同心,以此方法依次从两端向中间调节,使中间各挡主轴颈与两端基准主轴颈及机床的旋转中心三者同心。
通过上述操作,降低了曲轴的弹性变形,减少因外力作用致使曲轴的主轴颈同轴度发生变化量,提高了曲轴的加工精度。
5. 结语
通过此方法的应用,我们取得了一些成绩,有效克服了常规加工方法中存在的不足,减小了曲轴的弹性变形和轴颈同心度,但是该方法还有待进一步优化和提升。
[1] 孟少农. 机械加工工艺手册[M].北京:机械工业出版社,1996.
[2] 李益民. 机械制造工艺设计简明手册[M].北京:机械工业出版社,1994.
专家点评
文章的亮点是曲轴加工中力的分析与应用,指出容易使曲轴发生弹性变形的3种作用力,并采用新的方法进行分解与克服,从而有效控制曲轴的弹性变形与加工精度,在实际生产中具有很好的指导意义。